图形电镀不满缸生产的优化
2011-09-18 00:46苏培涛佘伟斯
印制电路信息 2011年1期
苏培涛 佘伟斯
(汕头超声印制板公司,广州 汕头 515065)
在PCB板件图形电镀生产过程中,不满缸生产情况下飞巴两侧经常会使用电镀边条以减少边缘效应提高镀层均匀性。但由于常规边条电镀面积无法精确计算而且镀上锡后不能够再重复使用,对整体板件电镀面积存在较大影响,容易造成部分电流被分流,影响板件的电镀效率,最终可能导致孔铜不足的质量性报废。本文通过设计各种规格的不锈钢边条,以适应不同尺寸的板件生产,并实现边条电镀面积的精确计算,同时开发自动计算系统配合不满缸边条电镀面积的计算,达到优化电镀不满缸生产、提高铜层厚度保证性的目的。
1 概述
1.1 生产现状
随着市场拓展和公司向小批量、多品种、高多层板件发展,日常板件类型越来越多,特别是存在特殊要求的小批量急件和快件,在实际生产经常会出现因为板件批量少、拼板尺寸不合理(如:为提高板料利用率设计成330.2 mm(13 in)、381.0 mm(15 in)、431.8 mm(17 in)和482.6 mm(19 in)等)或尾数板导致电镀时经常出现不满缸生产的现象,而不满缸生产容易出现孔铜不足或镀层过厚等质量问题,对图形电镀控制提出更高的要求。
1.2 改善目标
通过制作特定规格的不锈钢边条,改善不满缸生产时因边条面积无法精确计算而造成电镀电流偏小导致孔铜不足的隐患,同时增加的电镀边条需要满足可循环利用且操作方便,并可在不同图形电镀线上推广使用。
2 边条材料、设计与规格
2.1 不锈钢边条材料要求
考虑图形电镀线的实际使用环境,在电镀边条用料的选择上需要进行考究,通过选取能耐高温、耐强酸强碱并在镀铜和镀锡过程中不会氧化溶解的材质,同时还需具有良好的抗氯化物侵蚀性能,经试验最终确定使用SS316不锈钢材料。
2.2 不锈钢边条的设计要求
不锈钢边条的设计主要从三方面考虑:
(1)边条尺寸方面:根据板件主要尺寸设计成355.6 mm(14 in)、406.4 mm(16 in)、457.2 mm(18 in)、508 mm(20 in)、558.8 mm(22 in)和609.6 mm(24 in)共六种常规型号的电镀边条,边条宽度需要保证飞巴上至少有二个夹点避免实际使用过程中由于震荡或摇摆等导致脱落,并可根据实际生产板件选取不同尺寸的边条型号和数量进行使用;
(2)动力学影响方面:因不锈钢材质的密度偏大,需对边条进行打孔设计,一方面可以减少边条自身的重量,另一方面还可以防止边条在镀缸中摇摆时产生较大的阻力,造成不锈钢边条变形或脱落;
(3)边条面积影响方面:由于不满缸板件的图形电镀面积一般较小,因此边条中间打孔还可以减少边条电镀面积,一方面有利于整体电流的均匀分布,另一方面可以减少边条镀铜量和重复使用时的退镀量,达到节约铜球和药水耗用的目的。
2.3 不锈钢边条规格(表1)
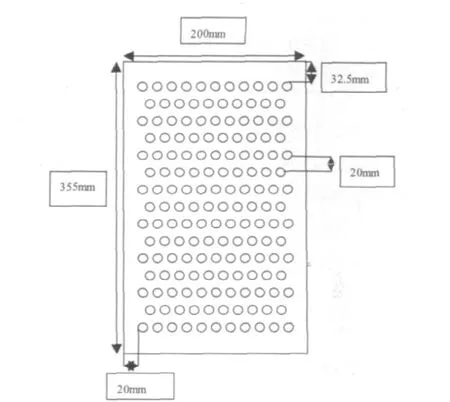
图1 设计规格图
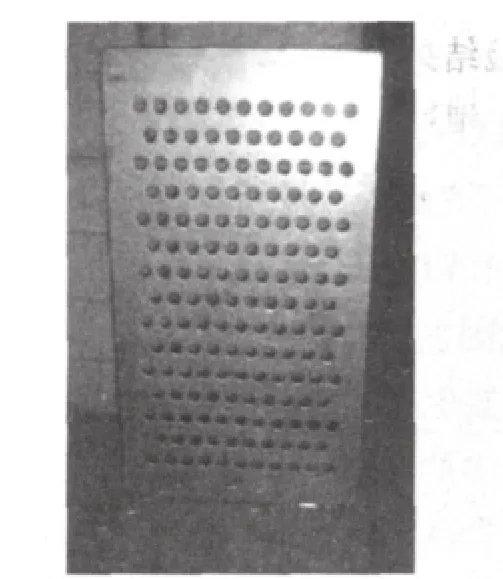
图2 条边实物图
3 不锈钢边条验证试验
针对新设计的不锈钢边条可行性进行分析,在不同设备的图形电镀线进行多次的试板验证。

表1
3.1 图形电镀1#线试验
3.1.1 试验参数及条件(表2)
(1)满缸生产条件:一挂12块板,竖夹。
(2)加不锈钢边条生产条件。一挂6块板,竖夹,两边各加4块508 mm(20 in)不锈钢边条,电镀面积=6块试板电镀面积+4块不锈钢边条面积。
(3)常规边条生产条件。一挂6块板,竖夹,两边夹常规50.8 mm(2 in)边条,电镀面积=6块试板的电镀面积。
3.1.2 实验结果(表3)
3.1.3 实验结果分析
从实验结果看,不同类型边条对电镀效果影响很大,夹常规边条的板件孔铜比正常满缸生产薄了大约5 μm ~ 7.5 μm,而夹不锈钢边条生产的孔铜与正常满缸时的孔铜相近,并没有明显的差异。
分析原因主要是图形电镀时板件电镀面积一般较小,且不满缸生产时拼板数少,所有夹点不能放空,就必须夹较多的常规边条(图3),因为夹常规边条电镀面积没有进行计算(实际上生产线也很难进行每缸精确的计算),那么这种情况下边条的面积对整体电镀面积影响较大,最终导致出现孔铜偏低。
以本次试验为例,在使用常规边条的情况下,试验板件的电镀面积为5.9 dm2/面,一条飞巴上共有6块,理论电镀总面积35.4 dm2,而常规边条的面积大概占5 dm2,实际的电镀面积达到40 dm2左右,那么如果边条这部分面积不计算进去,就会影响大概1/8的电镀效率,也就是说要求25.4 μm的孔铜实际镀出来可能只有20 μm左右。

表3
对比使用不锈钢边条的情况下,由于不锈钢边条的面积是固定和可控的(图4),也就能很好地避免了这个问题,即电镀时能够精确计算出每条飞巴上的电镀面积。

图3

图4
3.2 图形电镀2#线试验
3.2.1 试验参数及条件(表4)
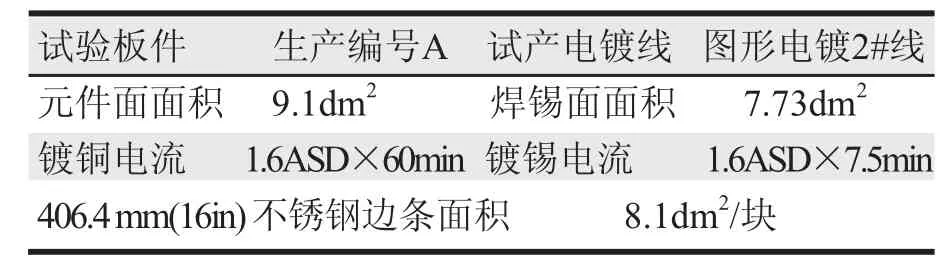
表4
(1)满缸生产条件:一挂10拼板,竖夹。
(2)夹不锈钢边条生产条件:一挂8块板,竖夹,两边各加2块406.4 mm(16in)不锈钢边条。
3.2.2 实验结果(表5)

表5
3.2.3 结果分析

从数据上看,两种孔铜厚度极度接近,进一步验证了不锈钢边条对孔铜保证性的改善,但此次试验不满缸生产的拼板数(8块)较多,不属于严重不满缸生产,不锈钢边条的改善作用可能无法得到完全的体现,因此在图形电镀3#线再进行第3次的试验。
3.3 图形电镀3#线试验
3.3.1 试验参数及条件(表6)
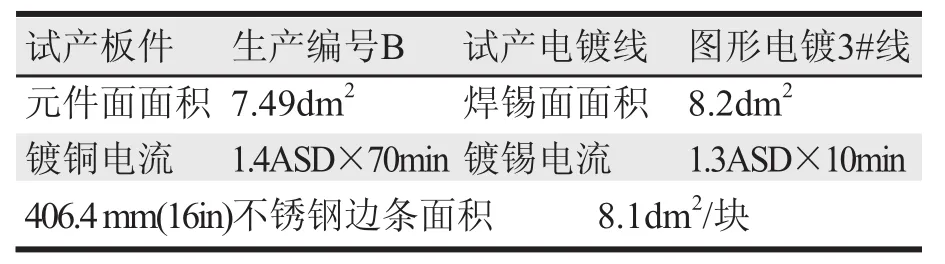
表6
(1)满缸生产条件:一挂11拼板,竖夹。
(2)夹不锈钢边条生产条件:一挂5块板,竖夹,两边各加5块406.4 mm(16in)不锈钢边条。
3.3.2 实验结果(表7)
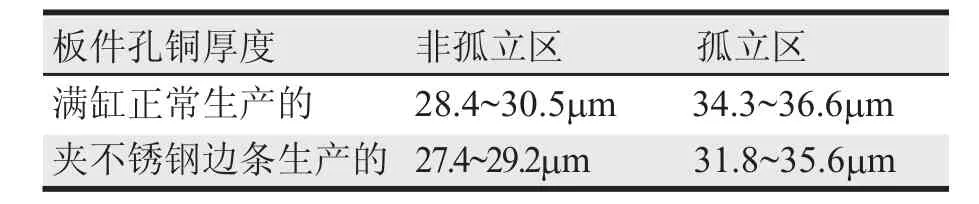
表7
3.3.3 结果分析

因为该编号板件满缸生产是每挂11拼板,批量试验时安排5拼板不满缸生产,属于严重不满缸生产,从第3次试验结果看,严重不满缸加夹不锈钢边条的情况下孔铜没有出现异常,两种生产情况下的孔铜厚度仍然十分接近,由此验证了不锈钢边条的使用并不会因为不满缸生产的板件拼数减少而对孔铜产生影响。
场效应管输出电路如图7所示。为使系统更加稳定,采用光耦隔离输出。输出端子J2的引脚1连接外部电源正极,引脚3连接外部电源负极。外部负载接在引脚2和3之间。单片机的P1.2引脚通过三极管Q2,控制光耦的引脚3和4接通或断开。当P1.2为高电平时,光耦U1的3,4引脚接通,从而场效应管M1导通,给外部负载上电。P1.3场效应管输出电路与此类似。
3.4 试验小结
通过在三条不同的图形电镀线设备上进行满缸生产和不满缸加不绣钢边条的对比试验,可得出如下结论:
(1)电镀不满缸生产情况下,使用常规边条(常规边条电镀面积没有计算在内),对孔铜存在一定的影响,而且一挂板使用常规边条数量越多,对孔铜厚度的影响越大;
(2)不锈钢边条的使用能较好地改善不满缸生产情况下孔铜不足的现象,可有效提高孔壁铜厚的保证性;
(3)在加夹不锈钢边条生产时,并不会因为每一挂不满缸板件拼板数的减少或者增多而对孔铜产生影响。
4 不满缸电流指示电脑系统的开发与应用
在图形电镀生产过程中,许多年前我们已成功自行开发一套计算电镀面积和电流密度的自动查询电流指示程序,可实现每一种生产编号在每一条电镀线上生产条件的精确控制。但由于不满缸生产时增加边条面积,因此实际电镀面积将随着板件块数和使用边条数量不断发生变化,需重新进行计算,如果每次加夹不锈钢边条时都要人工重新去计算电镀面积,那么这样不仅会耽误生产时间,还极有可能造成人工计算的错误,为避免这种情况的出现,在IT部门的协助下,完成“不满缸加不锈钢边条新电镀面积”电脑自动计算系统”。如图5所示。
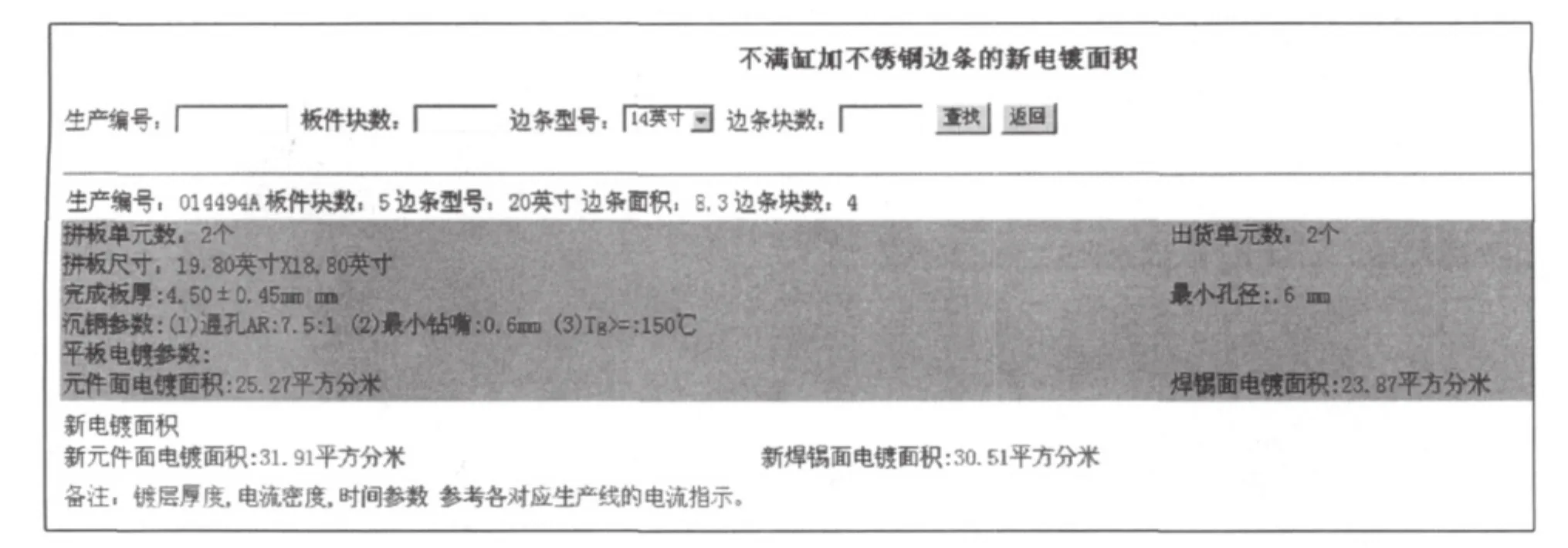
图5 不满缸新电镀面积查询界面
在这个自动计算系统的帮助下,通过输入“板件编号、拼板数”选择“边条型号”和“块数”,我们就可以很快完成新电镀面积的计算,省去了繁琐的人工计算过程,节约了时间,也很好的避免了人为操作上的失误。
5 生产线批量使用情况
PCB加工过程中十分注重细节管理,特别是电镀线的控制上,俗话说:“把每一件简单的事做好就是不简单,把每一件平凡的事做好就是不平凡!”做为生产线平时不起眼的电镀条边,只要于细微之处用心,也能发挥出很大的作用!
猜你喜欢
机床与液压(2022年8期)2022-09-19
表面工程与再制造(2022年1期)2022-05-25
一重技术(2021年5期)2022-01-18
内燃机与配件(2022年2期)2022-01-17
小哥白尼(军事科学)(2021年12期)2021-03-29
计算机辅助工程(2019年4期)2019-12-20
汽车维护与修理(2018年18期)2018-10-10
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27