
铝合金消失模铸造技术的研究及应用现状
2012-01-24 00:40冯清梅谭建波李增民李立新
铸造设备与工艺 2012年1期
冯清梅,谭建波,李增民,李立新
(河北科技大学材料科学与工程学院,河北 石家庄 050018)
消失模铸造技术因其铸件的尺寸精度高、表面光洁度高,以及其高生产率、低成本等特点被认为是“21世纪的新型铸造技术”及“铸造中的绿色工程”[1,2]。消失模铸造技术发展到今天趋于完善,在黑色金属领域已广泛投入生产,并取得了良好的经济收益。而随着汽车工业的发展,铝合金消失模铸造技术受到世界各国企业及科研人员的关注。在欧美,日本等一些发达国家广泛投入工业生产,并取得不小的收益,而我国一些企业虽然也建立了消失模铸造生产线,虽然取得的一定的经济效益与社会收益,但我国消失模技术仍存在许多需要探索研究的课题,尤其我国有色合金的消失模铸造技术与欧美等国家相比存在不小的差距。
1 铝合金消失模铸造技术的研究现状
与砂型铸造及金属型铸造技术相比,铝合金消失模铸造技术因其熔炼及浇注温度的提高,铝合金密度小等特点,容易产生气孔、渣孔、浇不足、冷隔等缺陷。各国学者从熔炼,充型,模样分解,涂料等方面进行研究,并取得了一定的成就。
进入将90年代来,国外消失模铸造技术迅速发展,逐渐迈入成熟期,无论在黑色金属还是有色金属领域都取得了很大的成就,中国对实型铸造的开发与研究始于20世纪60年代,几乎与国外同时起步。于70年代末具备试生产条件,发展至80年代已初具规模,与此同时消失模铸造也在登上了中国舞台。经过几十年数多科研工作者的研发,逐渐形成了具有中国特色的消失模铸造技术。在黑色金属领域消失模技术已稳步发展,但是铝合金消失模技术仍处于探索阶段,其中消失模吸气易造成针孔等缺陷成为当前面临的一大难题[3]。
国内清华大学、哈尔滨工业大学、一汽等单位率先对铝合金消失模技术做了大量工作进行研究,汽车工业推动铝合金消失模铸造技术的发展,其应用前景非常大,但国内铝合金消失模铸造技术仍与国外有一定差距。
在铝合金消失模铸造充型研究方面;S.Shivkumar[4]研究结果表明浇注系统的设计显著影响着合金液的充填形态;并指出,水平充型时充填速度先快后慢,而垂直充型则先慢后快再慢。H.S.Lee[5]认为,铝合金消失模铸造采用顶注、侧注、底注三种方式均可,但其中底注方式充型平稳,有利于气体排出,应优先考虑选用。魏尊杰[6]研究结果表明:降低聚苯乙烯发气性,提高涂料层透气性以及减少涂料层厚度,可以降低金属液前端的气隙压力以及金属液充型时的流动阻力,提高其充型能力。
关于铝合金消失模涂料的研究方面,Tseng[7]曾对有关涂料及干砂温度的变化进行了初步研究,考察了涂料/干砂界面以及干砂内部各点达到最高温度所需的时间等。C.A.Goria[8]研究结果表明:当涂料层的厚度达到0.3mm时,便具有足够的强度来保证模样不发生变形;如果涂料层太厚,涂料层透气性降低,则易在铸件表面皱皮、浇不足等缺陷。福特公司David[9]认为为保证金属液具有较高的充型速度,实现充型完整,消失模铸造涂料必须要有高的透气性,并且涂料透气性对铸件尺寸精度及冶金质量也有很大影响。
关于铝合金消失模模样热分解研究方面,J Brenne[10]认为聚苯乙烯是以缓慢裂解的方式形成二聚物、三聚物以及少量的单体。模样分解的气相产物比液相产物少一个数量级。在660℃~900℃范围内,模样发气量约为(205±25)cm3·g-1。而 suny[11]则认为铝合金的浇注温度较低,在实际充型过程中基本只有液相聚苯乙烯。
针对铝合金消失模铸件的缺陷,shins R和Leez H等[12]研究消失模铸造过程中氢气增加的问题,通过降低压力进行测试,发现随着金属替代聚苯乙烯数量的增加,金属熔体中氢气增加;流动长度的增加,氢气也增加,距铸件最远处氢气量最大。赵忠[13]通过对铝(镁)合金消失模铸造压力凝固的理论分析,建立数学模型,得出结论在压力凝固下针孔基本消失。吴国华[14]通过对干砂消失模铸造铝合金针孔形成机制的研究,得出结论:采用适当提高浇注温度和低透气性涂料,提高真空度来达到减少干砂消失模铸造铝合金铸件的针孔的目的。1991年法国提出加压凝固Castyral先将此技术投入生产并申请了专利。美国Vulcan公司买断该专利,并在美国Mercury Castings应用。Castyral工艺是在常压下浇注铝合金,然后迅速将压力容器盖扣紧,快速建立150psi(1034 kPa),保压15min。用Castyral工艺生产缸体、缸盖,铸件质量得到显著改善[15]。
近五年来,模拟仿真技术已逐渐用于铸造领域,并能成功预测消失模铸钢件的孔隙率,但因铝合金凝固区间宽,以及消失模铸造温度梯度变化较复杂,致使铝合金消失模铸件的孔隙率甚至较大的气孔都不能有效地进行预测。然而在发达国家利用凝固理论及改进的凝固程序成功的预测了小至几毫米的气孔,如图1所示,并模拟得到冷却曲线比已经发布的要精确的多[16]。张志莲[17]采用数值模拟的方法对某铝合金直列式六缸发动机的消失模充型凝固过程进行模拟,分析充型过程中金属液流动过程、泡沫气化过程以及凝固的过程,预测缺陷的产生,找到造成缺陷的根本原因,从而优化了铸造工艺,达到降低成本的目的。
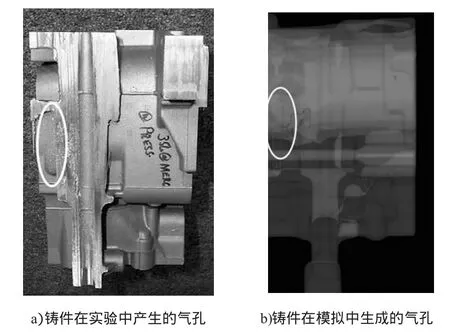
图1 实验模拟铸件产生气孔的对比图
2 铝合金消失模铸造技术的应用现状
国外铝合金消失模铸造技术较中国铝合金消失模铸造技术要成熟,已广泛应用于工业生产。在欧洲,1993年德国宝马汽车公司开始建设一条年产20万只各种规格铝合金气缸盖的消失模生产线,于1995年5月正式投产,成品率高达90%以上,每天生产约1500个铝合金气缸盖。1986年通用汽车在Massena建成另一条大批量的消失模制模和浇注生产线,为Chevrolet生产铝合金缸体、缸盖。随后通用汽车在肯塔基州的Greenfield建成为Saturn配套的消失模铸造线,生产铝合金缸体缸盖,球铁曲轴和壳体件,确定了其在消失模领域龙头老大的地位[18,19]。
随着汽车行业的迅猛的发展,美国铝合金消失模铸造也逐渐占有不可或缺的地位,据2007年最新数据显示,美国有消失模铸造企业近百家;其中,铸铝20余家,但铝合金消失模铸件产量将达到15万t,超过美国消失模铸钢、铸铁的总量(13万t),在消失模铝合金产量中,应用于汽车行业的约占总量的96%。以下图片为近期美国在铝合金消失模铸造方面取得的成就[20]。图2为MercuryCastings公司生产的船艇发动机铝合金6缸缸体和缸盖,该产品荣获AFS铸件金奖。

图2 铝合金六缸缸盖和缸体泡沫模样
图3为Willard Industries公司开发复杂铝合金铸件,其铸件外观质量可与金属型铸造件媲美。图4、图5为Irish公司生产的铸件,其中2001年生产的医疗X射线发生器上的363铝合金散热片(质量为1.4 kg,尺寸为381mm×50mm×50mm),该铸件荣获2001年全美铸件精品奖(图3),2003年该公司生产家庭取暖和热水器燃气喷嘴,尺寸为203mm×38 mm,质量为1.35 kg,材质为A356铝合金的。铸件内腔为环形空壳结构,211个喷焰通孔(r3.2mm×8.6 mm)全部铸造而成,大大提高了生产效率(图4)。该产品于2004年获得AFS铸件精品奖[21]。

图3 Willard公司铝合金铸件

图4 铝合金散热片

图5 铸铝燃气喷嘴
与美国铝合金消失模的发展相比中国在这方面要逊色些,中国消失模铸造的铸件多集中在铸铁件与铸钢件,铸铝件不到0.5%,仅仅与百吨左右徘徊。但近几十年中国一些国营及民营企业在铝合金消失模的技术的发展上取得了显著成绩,其中2007年陕西法士特集团铸造公司自制两条年产万吨的全自动消失模铸造生产线,该生产线除浸涂模样,放置模样造型与浇注等少数工序有人工操作完成外,其余工序均采用PLC自动控制,是目前国产消失模铸造生产线中机械自动化水平最高的生产线,基于两条生产线的成功投入生产并取得较好效益,该公司于2009年又建立了三条全自动生产线,其中一条为引进国外主要设备建成的全自动铝合金消失模铸造生产线,大大加快了中国铝合金消失模铸造的发展步伐,尽快与国际接轨。与此同时,泊头天利达机械有限公司于2005年成功铸造了重达42 t的龙门磨床床身,泊头市东建铸造有限公司于2009年顺利生产了多件重达75 t的机床铸件,连续获得世界新实型铸件大件之最[22],温州瓯海实型铸造有限公司2007年在上海特种铸造及有色合金展览会上展出的铝合金水冷隔套排气管获得专家好评,荣获铸件金奖(图6)等等,一些企业同样获得令人欣喜的成绩。虽然中国消失模铝合金铸件产量较少,不过从铸件的重量及复杂程度看都具有较高的生产技术,相信不久的将来中国消失模铝合金铸造同样会取得骄人的成绩。
3 发展前景
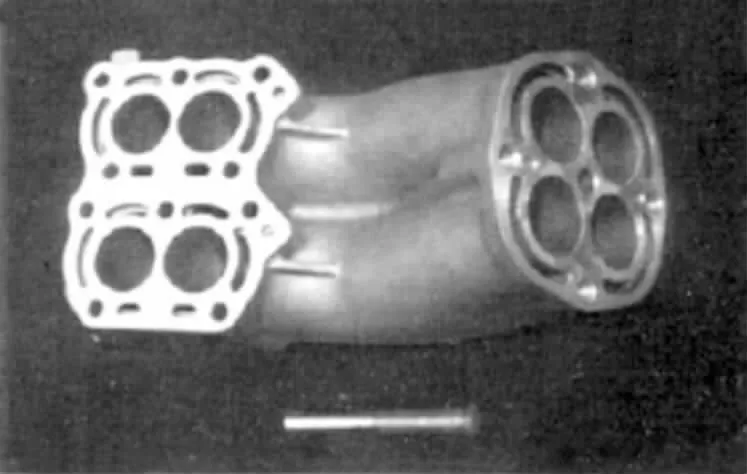
图6 铝合金水冷隔套排气管
航空工业、电子工业,以及交通运输业不断追求“轻量化”与“精密化”,铝合金因其良好的物理性能以及铸造性能,广泛用于这些领域。同时消失模铸造技术是一种近无加工余量,精确成形而著称的铸造技术,两者凭借其各自的特点,成为航空工业,电子工业等领域的生力军,受到国内外各大企业及研究学者的普遍关注。
自从20世纪70年代,在欧美等发达国家消失模铸造技术相继投入了生产,生产很多复杂的航空,汽车等零件,取得了一定的经济效益与社会收益。中国的研究几乎与国外同时起步,发展至今已经从最初的衬板等简单铸件到缸体,阀门等结构复杂精密的铸件,但与国外相比仍有一定差距,中国消失模铸造技术仍有很大的进步发展空间。目前国际市场对我国铸件的需求量不断增加,给我国铝合金铸造创造了机遇,为我国铸造企业带来了效益。铝合金消失模铸造技术会成为铸造行业不可忽视的一股力量。
[1]黄乃瑜.气化模铸造的特点、应用范围及国内外概况[G]//第五期气化模铸造技术培训班培训资料.1997.
[2]粱光泽.中国实型铸造的现状与发展前景[J].特种铸造及有色合金,1999(1):48-51.
[3]陶杰,刘子利,崔益华.有色合金消失模铸造原理与技术[M].北京:化学工业出版社,2006.
[4]Shivkumar S.Characteristics of Metal Flow in the Full Mold[D].Hoboken,NJ:Stevens Institute ofTechnology,1991.
[5]Lee H S.Gating of Full Mold Castings with Unbonded Sand Molds[J].AFSCast Metals Research Journal,1973(9):112-116.
[6]魏尊杰.消失模铸造充型过程的研究:[D].哈尔滨:哈尔滨工业大学,1996.
[7]TsengC H.Thermal and Chemical analysis of the Foam[J].RefractoryCoatingand Sand in the EPC Process.AFS Trans,1992(100):509-518.
[8]Goria CA.CoatingPermeability:ACritical Parameter of The Evaporative Pattern Process[J].AFSTrans,1986(94):589-600.
[9]David,Kanickl P.NewTechnologies Shaping Foundries of The Future[J].Mod Cast,1985(10):29-30.
[10]Breuner J,P Frederick,N Moll.PMMA Molded Foams for Use in the Fermus EPCProeess[J].AFSInc.(USA),1990,667-670
[11]Sun Y.Investigation of Wettingand WickingProperties of Refractory Coating in the EPC Process [J].AFS Trans,1992(100):297-308.
[12]Shin SR,Lee ZH,ChoGS.Hydrogen gas pick-up mechanisms of Al-alloy melt during Lost Foam Casting[J].Journal of Materials Science,2004,39(5):1563-1569.
[13]赵忠.振动压力下铝(镁)合金消失模铸造组织性能研究[D].武汉:华中科技大学,2010.
[14]吴国华,罗吉荣,黄乃瑜.铝合金干砂消失模铸造针孔研究[J].铸造,1999(6):7-10.
[15]叶升平,吴志超.消失模铸造图片集[M].武汉:华中科技大学出版社,2006.
[16]Scarber P J,Littleton H.Simulating Macro-Porosity in Aluminum Lost Foam Castings[C].Copyright 2008 American Foundry Society.2008.
[17]张志莲,肖云峰.直列式六缸发动机的消失模铸造三维数值模拟[J].特种铸造及有色合金,2010,30(8):743-745.
[18]陶杰,刘子利.欧美消失模铸造技术的现状及发展趋势——第四届(2006)Paderborn消失模研讨会侧记[J].特种铸造及有色合金,2007,27(2):123-136.
[19]Michalik U,Segau D J M.Zylinder kopfim lost foam giever fahren furden neuen R6 motor mit valvetronic[C].Proceedingof the 4th LFCsymposiumin Paderborn,Germany.2006.
[20]叶升平,孙之城.美国铝合金消失模铸造现状及我国铝合金消失模铸造技术攻关建议[J].铸造,2008,57(3):203-206.
[21]魏莉,叶升平.美国消失模铸造中小型企业现状介绍[J].特种铸造及有色合金,2007,27(1):59-61.
[22]梁光泽,李增民.中国实型(消失模)铸造的现状与展望[J].铸造技术,2008(8):1072.
猜你喜欢
奇妙博物馆(2022年9期)2022-09-28
机械工业标准化与质量(2022年3期)2022-08-12
河北科技师范学院学报(2021年3期)2022-01-14
大型铸锻件(2021年3期)2021-04-30
建材发展导向(2019年5期)2019-09-09
汽车实用技术(2019年14期)2019-08-07
中国铸造装备与技术(2019年2期)2019-04-01
中国铸造装备与技术(2017年6期)2018-01-22
中国公路(2017年15期)2017-10-16
凿岩机械气动工具(2017年2期)2017-07-19
