
日本森川消失模铸造技术特色与评点
2012-01-24 00:40叶升平孙黄龙
铸造设备与工艺 2012年1期
叶升平,黄 刚,孙黄龙
(1.华中科技大学材料成形及模具技术国家重点实验室,湖北 武汉 430000;2.山西永济圣源机械制造有限公司,山西 运城 044000)
在第十届全国铸造学会消失模与V法铸造学术年会上日本消失模铸造企业——森川产业株式会社(简称森川会社)九鬼芳弘一行4人组团光临本届会议。品质技术部部长莅户弘志先生作大会报告,讲述了森川会社消失模铸造的研发历程和所取得的成就。
森川会社于1984年开发研究消失模铸造,1985年森川开始向本田公司批量提供轴承座等灰铁铸品。1993年以汽车部件中最重要的部件如刹车制动卡钳体及涡轮增压器部件等数十个品种球铁件为公关对象,采用消失模铸造工艺进行大批量生产,良品率达到95%以上。2003年—2010年消失模铸件的主要品种是FCD450球铁制动卡钳体、FC250灰铁轴承座以及FCD550球铁差速器壳体及年产量达到200万台,如图1所示。
2011年消失模铸造产量受到地震、海啸以及核电危机等影响,该公司急需与中国消失模铸造企业合作,以维持日本汽车市场对铸件的需求。他山之石可以攻玉。
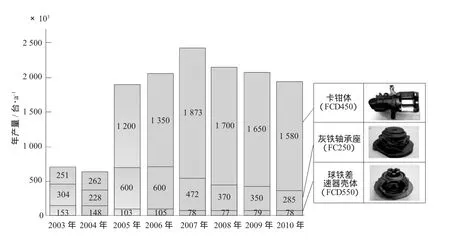
图1 2003—2010年消失模铸件品种与年产量
根据文章和影像资料以及现场参观体会,本文详细介绍日本森川会社在消失模铸造领域做出的研究工作,其中独特的单层涂料无负压串浇球铁铸造工艺值得国内同行借鉴。
1 泡沫成型与模组粘接
不论是灰铁还是球铁全部选用日本共聚物。采用真空预发设备预发。日本共聚物分为两种:灰铁用的共聚物为30%的PMMA+70%PS,而球铁用的共聚物为70%PMMA+70%PS。采用自主开发的卧式成型机或立式成型机泡沫模样。卧式成型机的生产效率120s完成一次循环,每副模具可同时生产8件泡沫模样。立式成型机的生产效率为150s完成一次循环。泡沫模样密度为0.022 g/cm3~0.024 g/cm3。
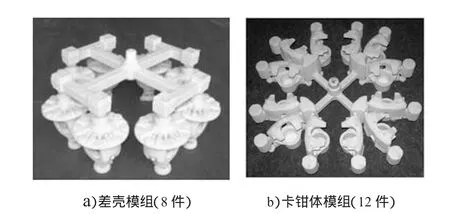
图2 组合后的泡沫模样模组实物照片

图3 浸挂涂料后的泡沫模样
该公司采用专门设计制作的卧式或立式两种泡沫模样的热胶对粘机,实现泡沫模样的对粘和模组成串对粘均自动化热胶粘结。采用热胶粘结机实现模组自动粘接以及泡沫模样与浇道系统的自动粘接,减少了手工粘接带来的效率低下和质量难以控制的难题问题。浇冒系统也是整体成型。图2为一组8件的差壳模组和一组12件的卡钳体模组的实物照片。
2 涂料与自动浸挂涂料
使用FOSECO公司的消失模铸造专业涂料:矾土+二氧化硅系列的水溶性涂料,涂料波美度:70-50Be。图3为浸挂涂料后的泡沫模样。
森川公司所用的涂料分两种。一种为蓝色,另一种为黄色。对较小铸件只涂一层涂层,约为0.4mm厚。较大件可涂两层,总厚度小于1mm。为提高浸挂涂料的生产效率,森川公司发明一种半自动自动浸挂涂料设备,设备简图如图4所示。
3 无负压铸造工艺
美国的消失模铸造工艺是主张无负压浇注工艺,对于铝合金铸造,完全不用浇注时抽负压,对于铸铁件,在砂箱内抽负压,但在砂箱上不铺薄膜,负压只是起到将泡沫模气化的气体抽出砂箱,减少对环境的污染。森川会社的消失模铸造源于美国,又高于美国。该公司设计了一种特殊砂箱,完全不用抽真空,又将泡沫气化的气体及时导出。无负压砂箱结构见图5。
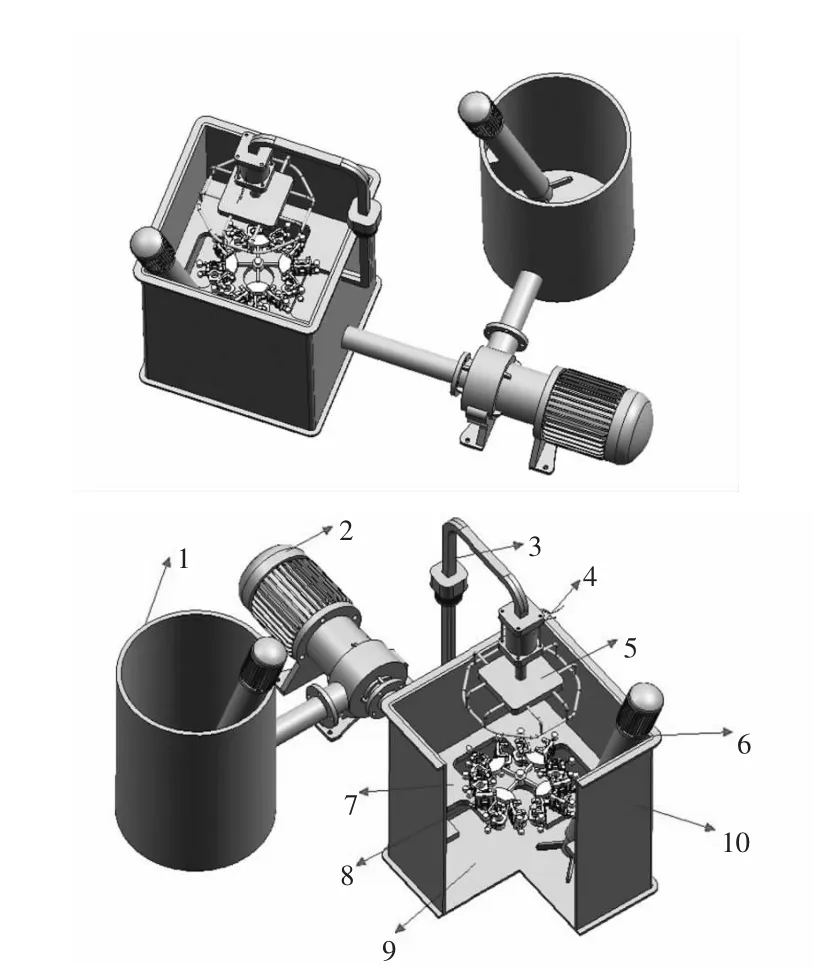
图4 自动浸挂涂料的原理机构图
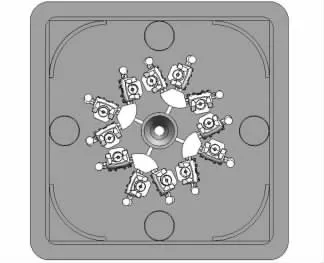
图5 无负压砂箱简图

图6 消失模灰铁与球铁铸件
森川公司造型用干砂为40目~70目近圆形水洗砂。球铁浇注温度1400℃~1450℃。“无减压”即“无负压”的浇注工艺批量生产汽车保安件球铁卡钳体(图6)代表了世界消失模球铁铸造之水平。
[1]莅户弘志.森川产业消失模型铸造法的介绍[G]//第十届全国铸造学会消失模与V法铸造学术年会论文集,2011.
[2]日本森川产业株式会社.光碟介绍(英文版)[CD].
猜你喜欢
铸造设备与工艺(2022年3期)2022-07-13
中国铸造装备与技术(2022年3期)2022-05-27
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
心声歌刊(2020年5期)2020-11-27
电子技术与软件工程(2019年17期)2019-10-09
电子制作(2019年12期)2019-07-16
中国交通信息化(2018年5期)2018-08-21
电子制作(2018年8期)2018-06-26
领导决策信息(2017年13期)2017-06-21
