
补浇冒口对防止缩孔产生的作用
2012-01-24 00:40邢文滨王文祥
铸造设备与工艺 2012年1期
邢文滨,王文祥
(太原重工铸锻分公司铸钢厂,山西 太原 030024)
2008年下半年起全球性的金融和经济危机,对整个机械行业产生了不小的冲击,特别是经过这两年的运行,一些小的铸造厂已经被淘汰,但一些实力强的大公司为了在竞争中立于不败之地,也开始做大做强,这也就为我国铸造业进行产业结构调整奠定了良好契机。随着机器产品的大型化,对应的大型铸钢件的生产也越来越多,但对铸件的质量要求越来越高,铸造成本也越来越高,而订货价格在相互竞争的情况下却越来越低,同时在大型铸钢件的生产过程中,许多以前从来没有出现过的问题也逐渐的暴露出来。
1 现状及问题分析
冒口作为铸件的重要补缩渠道在铸造工艺中显得格外重要,尽管许多时候在工艺设计时已经把冒口尺寸放的很大了,仍然经常会在冒口下有缩孔出现。再者铸件本身厚大的地方就容易产生晶粒粗大,更何况冒口下还容易有低熔点化合物的聚集造成一种偏析,一旦有缺陷修复起来很困难。如我厂2010年生产的毛重170t牌坊机架,轴头处的冒口下出现缩孔以后,几次补焊都没能修好,超声波探伤还是存在线性缺陷,经过取样化验后发现缺陷处的碳含量由原来的0.37%上升到0.47%比规定高出了0.10%,经过重新选择焊条牌号,最终才把这个缺陷修好。
随着轧机项目的不断增多,厂里生产这类机架数量也不断增加,冒口下缩孔的问题也出了许多,它的出现给后续铸件的交检造成了很大的麻烦,直接影响铸件的交货期,破坏了我们在用户心中的品牌形象。针对这种情况,厂里专门组织人对大型冒口进行了跟踪解剖,并对大型冒口的凝固情况进行了仔细的分析和研究,发现所有厚大件中,一次浇满的大冒口在解剖后都是中间有一个细长孔从上到下一直伸向铸件方向并且离得很近,钢水温度如果稍高点的话,就大大增加了出现缩孔的几率。特别是以前在做大铸件的时候一般都是用平炉钢水,它的钢水浇注温度要求是1560℃,自从平炉全部取缔以后,电炉钢水比平炉钢水的温度平均要高出有40℃,钢水的液态阶段,每降低100℃温度,它的体收缩率下降幅度是1.5%~1.75%[1],而这40℃带给铸件的却是增大十分之一的液态体收缩。这样一来根据正常收缩情况设计的冒口,就显得不够用了。由于这个问题在工艺设计中没有着重被提出来,所以很多人还是在按照常规设计标准去做,这也是产生冒口下缩孔的主要原因之一。
铸件在生产中要经历金属液态充型、凝固两个过程,而这两个过程又是不可见的,钢液的流动性在很大程度上受过热温度的影响[2],同时充型过程中需要一定压力头使金属液能顺利的充满铸型,但当开始凝固时,随着温度的降低,温度低的地方首先开始凝固,温度高的地方还处于液体状态,液态的钢水会向需要补缩的地方补充金属液,铸钢件属于顺序凝固,这个过程更是显著。
冒口是用来补缩铸件的,如何使冒口中的温度始终高于铸件呢,首先要确保冒口中的热节大于被补缩地方的热节,也就是让冒口晚于铸件凝固,让铸件得到冒口的补缩。但是在许多时候冒口不可能做的十分大,一方面考虑能不能起到补缩效果,另一方面还要考虑到成本的因素,为了满足这两个方面的要求,这就需要采取一些工艺手段来提高冒口的热节,使冒口尽可能的最后凝固,以保证冒口能够不断地补缩铸件,避免铸件上产生缩孔。
长期以来人们对热节的认识都只是停留在体积大小决定热节大小,而忽略了温度在这里的作用,实际上在金属液的凝固过程中,温度在起着决定的作用,为了提高冒口补缩效率和提高铸件出品率,工程上普遍采用保温冒口和冒口覆盖剂来达到以上效果[3],保温冒口的使用使得冒口的补缩效果提高了一半以上,它对铸件内部的补缩效果起到了重要作用,但是从冒口解剖来看和前面普通冒口的情况差不了多少,仍然是细长的缩孔一直往下延伸很长,很多时候都快要伸到铸件上,稍有一点不确定的因素,缩孔就会进到铸件里。保温冒口的大量使用同时也提高了铸造成本。
经过长时间的跟踪和观察,发现对于厚大型铸件来说,由于铸件的凝固时间和冒口的没有多大的差距,从模数计算上看冒口要比铸件大,但在实际生产中冒口的散热条件会比铸件要好,尽管许多冒口的直径都超过了铸件壁厚的两倍以上,可是它的凝固时间仍然比铸件的冒口下面快,原因是冒口下的凝固方向是单方面的,其散热条件又比冒口散热条件差了很多,很多时候随着冒口的增大而冒口与铸件相接之处的热节也随之增大了如图1
在一些常规产品如牌坊机架之类的铸件,不管设置的冒口多大,铸件与冒口之间形成的热节都会超过冒口的热节,从第一感觉上就给人冒口不够补缩铸件一样。很多专业人士认为,铸件在整个凝固过程中,金属液的压力头是起非常大作用的,只要给冒口足够的高度,凭借液态金属自身压力就会使铸件获得满意的补缩。一种认识会决定人们的思维方向,顺着这种思路很多企业的工艺人员在很长的一段时间里,在设计冒口的时候大都把冒口做得很高来确保铸件补缩,但是经常还是会产生冒口下的缩孔。

图1 冒口与铸件连接处示意图
2 冒口解剖分析
为了解决这个难题,对十几个大冒口进行了跟踪解剖,并组织专人进行了分析探讨,还将所得数据和有关高等院校的老师进行过讨论,从中发现一个很有趣的现象,用原来的普通冒口,冒口中的缩孔比较浅,但是到了冒口中间仍然会有很小的缩孔一直会延伸的,采用保温冒口的缩孔往上提高三分之一高度,如果有补浇情况的冒口缩孔又比保温冒口向上提升三分之一高度,如图2所示。这一切现象说明一个问题,就是决定冒口凝固的主要因素是温度在起作用(如图2)。但在国内许多有关研究报道中,很少能找见补浇冒口对铸件凝固收缩有什么帮助的报道,就连一些外国专家使用的铸件凝固模拟软件里,也找不见这方面的有关数据,不能很好的指导铸造工艺设计。
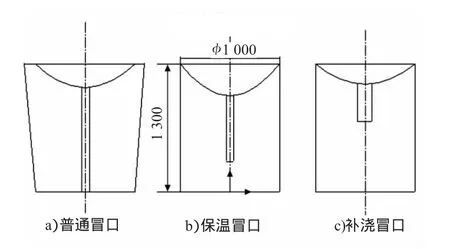
图2 冒口种类与缩孔的高度(直径、高度相同)
3 结论
在铸钢件生产金属液凝固的过程中,从液态到固态就几十度,所以当铸件浇注几小时以后,已开始凝固的地方温度和冒口中心还完全是液态的温度相差已经不是很大,由于热节的大小只是决定温度降低的快慢,它决定不了是否降低的问题,所以怎样提高冒口里的钢水温度和铸件之间温度差才是解决补缩问题的关键所在,我们现有的生产条件中还无法实现对冒口加热,要想提高冒口与铸件的温差,采取了补浇的方法。也就是在生产条件允许的情况下对冒口进行补浇钢水,用这种方法解决了冒口下缩孔的问题。
根据生产铸件结构的不同来确定补浇时间是非常重要的,既要考虑到铸件的凝固又要考虑到冒口的凝固,不同的壁厚决定了补浇冒口的时间,对于结构件来说,不管冒口设置多大,补浇时间都不能太长,如果时间长了才补浇,那只能是往冒口里加了一些热钢水,对铸件已经没有任何作用了。对于厚大件来说,必须要有足够的时间才能起到作用,时间短了会出现铸件还没有开始凝固就往冒口里补浇钢水,二者的温差不会有多大的差距,起不到补缩效果。
从冒口的解剖可看出,冒口缩孔向上边移动位置随补浇时间延长而提高。并通过长期的跟踪观察和收集数据,发现随着冒口直径的变化,补浇冒口的时间也在变800mm的冒口时间应在1 h左右,1000mm~1200mm的要控制在2h左右1500mm以上大冒口点注时间就要相对长一些,对于超过1800mm的冒口,就要不止一次的进行补浇才会更好。
采用补浇冒口这种办法对于大型铸件的冒口下缩孔,有着非常重要的作用,它是解决铸件冒口下质量问题的一个关键环节。随着大型铸件越做越大,这个问题必将要引起更多有关人员的关注,尤其是现在,很多铸件都是采用的外国标准来生产,稍有不慎出现问题就可能直接造成废品,实践证明采用补浇冒口的方法可以很好的解决冒口下缩孔的问题。
[1]中国机械工程学会铸造专业学会编.铸造手册第5卷[M].北京:机械工业出版社.1994:196.
[2]路文华.铸造合金及其熔炼[M].北京:机械工业出版社,2002:26.
[3]王敏.保温冒口在铸造生产中的应用[J].现代铸铁,2005(4):51-52.
猜你喜欢
上海金属(2022年5期)2022-09-26
铸造设备与工艺(2021年2期)2021-06-08
汽车实用技术(2019年20期)2019-11-06
表面工程与再制造(2019年3期)2019-09-18
铸造设备与工艺(2017年6期)2018-01-28
中国铸造装备与技术(2017年6期)2018-01-22
汽车实用技术(2017年11期)2017-07-18
当代工人(2016年11期)2016-07-19
安徽冶金科技职业学院学报(2015年3期)2015-12-02
铸造设备与工艺(2015年1期)2015-01-21
