
刨花切削控制参数优化的计算机视觉方法研究
2012-07-04 09:42董本志李海霞任洪娥
制造业自动化 2012年11期
董本志,李海霞,任洪娥
(东北林业大学 信息与计算机工程学院,哈尔滨 150040)
0 引言
刨花板工艺中,刨花的形态是决定刨花板性能和用途的主要工艺因子之一,它不仅影响刨花板的热压工艺,而且对产品的力学强度和尺寸稳定性有着重要的影响作用,所以板材的质量很大程度上决定于木材切削所得到的刨花的质量。由于木材是各向异性材料[1],切削木材产生的刨花受切削方向和切削速度的影响很大,因此合理控制切削过程中的速度和方向能大大提高刨花的质量。本方法采用计算机视觉技术对数控盘式刨花机的切削控制参数进行优化,通过实时检测与分析刨花切削的工艺过程来及时的调整加工参数,以得到最佳的刨花形态。采用这种方法,不仅能提高加工质量而且能节约木材资源、降低生产成本,从而很好的满足了现代刨花板的原料需求。目前,数控加工工艺参数优化的相关研究较多[2],但利用计算机视觉技术进行数控加工参数优化的研究还比较初步[3],有必要进行进一步的深入研究。对采集到的图像序列进行预处理得到利于后期分析的目的图像,分析处理后的目的图像,运用基于主成分分析法的支持向量机分类方法进行分类,得到各个图像序列与各类刨花形态之间的对应关系,从而建立刨花形态与视频图像序列之间的关联模型;规整各加工控制参数与其对应的刨花形态的记录,建立刨花形态与加工控制参数的关联模型;由于图像序列、刨花形态及刨花切削控制参数之间是一一对应的关系,拟合上两步得到的模型就可以建立最终的刨花图像序列与切削控制参数之间的关联模型,实现刨花板工艺中刨花形态智能化控制。总体框架如图1所示。
1 方法总体框架

图1 方法总体框架
在设置好某一加工控制参数及系统运行方式和采样周期后进行图像采集并记录加工产生的刨花的形态,主要考虑刨花的数量、尺寸及厚度;变换设置加工参数进行多次试验实现对多幅刨花图像序列的获取及各加工参数下刨花形态的记录;
其中刨花形态与图像序列之间关联模型的建立主要包括图像序列的处理和图像的分类。刨花形态与刨花切削控制参数之间关联模型的建立主要是在熟悉刨花切削装置和切削原理的基础上进行实验,分析控制参数的变换对刨花形态的影响。
2 图像序列与刨花形态的关联分析
2.1 图像序列处理
设置好某一加工控制参数后启动设备进行刨花切削,调整并固定摄像头进行图像采集,通过视频处理软件将监控所得的刨花图像视频转化为连续的一帧帧图像。运用数字图像处理技术将帧图像进行灰度化,通过高斯滤波对图像去噪,从去噪的灰度图像中选出背景图像完成背景的建立,运用帧间差分和背景差分相结合的方法进行目标检测[4]。由于刨花的颜色较浅,实验发现处理后得到的图像中刨花的显示不太明显,分析起来比较困难,所以需要对图像进行进一步的处理。对图像进行阈值分割得到刨花显示明显的二值化图像,由于光照原因图像中出现了明显的非目标区域,影响目标的提取。反复实验,选择最合适的分割阈值或进行适当的形态学滤波后得到了理想的只含刨花的目的图像,从而为后期的分析提供了较好的基础。视频处理模块结构图如图2所示。
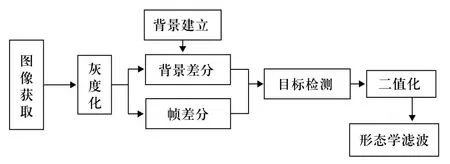
图2 视频处理模块框图
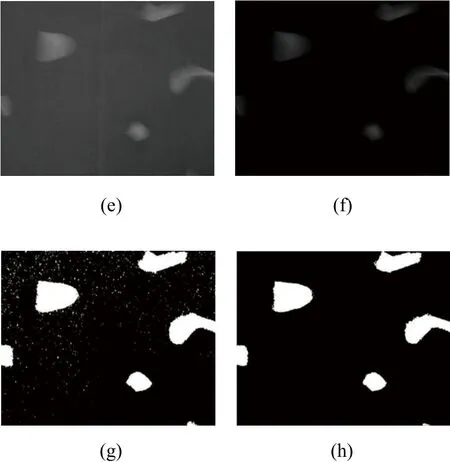
图3 运动目标检测结果
取每帧图像大小为720×480,帧率为30的刨花降落时的视频,进行如上所述的处理后得到的实验结果如图3所示。
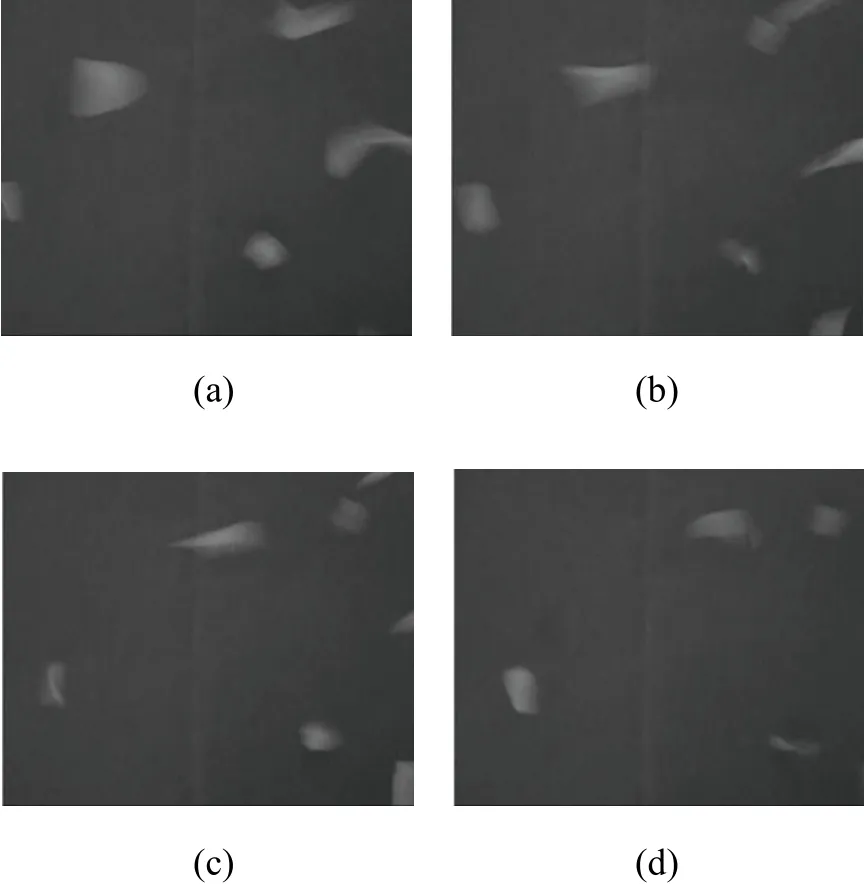
图3(a)~(d)为视频序列中第79~82帧的灰度图像,从中可以看出同一图像序列中的刨花在监控区域内的分布很相似,由此可以得到类别特征较明显的刨花图像,为后期的关联分析提供了丰富的图像资源。(e)~(h)为目标提取的过程显示,(e)为对获取的图像进行灰度化后所得的结果,(f)为运用背景差分得到的刨花显示不太明显的目标提取图像,(g)为进行阈值分割后得到的含有非目标区域的二值图像,(h)为形态学滤波后得到的只含刨花的目的图像。
2.2 图像分类
2.2.1 分类方法
刨花本身形态较小而且帧图像中的刨花处于运动状态不便于对单个的刨花进行特征提取,适合通过对样本帧图像进行整体分析来达到分类的目的。本文采用基于主成分分析法(PCA)的支持向量机方法(SVM)进行分类。支持向量机是Vapnik等学者在统计学习理论的基础上提出的结构化风险最小化原则的实用算法[5],兼顾训练误差和测试误差的最小化,在处理非线性问题和高位数据问题显示出优越的性能。基于PCA的SVM分类方法不直接根据训练样本确定最大分类间隔的分割超平面,而是对样本进行PCA或核PCA变换,再利用SVM对变换后的样本进行训练,得到最优超平面来进行类别划分。这种分类方法可以在不改变样本分布特性,保持样本分类信息的基础上提高训练速度和测试速度。

图4 分类识别流程图
图像分类部分主要负责对目标图像进行基于主成分分析的特征向量的提取;归一化,是指将特征的某个属性的取值范围投射到一个特定范围之内,以消除数值型属性因大小范围不一定而影响基于距离的分类方法结果的公正性;SVM多分类器的建立和决策,多分类器建立的重点是运用一对一的投票策略将SVM推广至多类问题[6]和径向基核函数(RBF)的参数优化;最终实现对图像识别后的类别输出。本文着重介绍基于主成分分析的特征提取过程和分类器参数优化方法,总体分类识别流程图如图4所示。维数从2维到12维以2为间隔进行变换,将训练数据送入SVM进行训练,训练好后去测试相应的测试集数据。测试结果如表1示。从图中可以看出,随着特征向量维数的增加,分类的正确率也相应地增加,但在增加到一定维数后,分类的正确率反而有所下降,在维数6附近分类的正确率达到最大值(96.3% )。因此在后面的分类器设计中就采用6维的特征向量,这样120幅刨花帧图像所对应的每一个特征向量就变成了6维,这就使后续的分类问题变成一个在6维空间中的划分问题,简化了分类识别的过程。

表1 特征向量维数与识别率联系图
2.2.2 基于主成分分析的特征提取
特征提取是指通过已有特征的组合(变换)建立一个新的特征子集。主成分分析(PCA)即通过特征的线性组合来实现降维的方法,其实质是在尽可能好得代表原始数据的前提下,通过线性变换将高维空间中的样本数据投影到低维空间中的一种特征抽取方法。PCA降维丢弃某些特征所损失的信息通过在低维空间中更加精确的映射可以得到补偿,从而可以在低维空间中得到和高维空间中相当的识别率。为了提高处理速度可以适当的缩小图像,本实验将图像缩小为200×149的图像,特征提取的具体步骤如下:
1)建立训练集和测试集:将整个数据集(15类,每类12幅)分成两个部分——一个训练集和一个测试集,将每类刨花帧图像分成两组,前8张放入训练集,另外4张用作测试,这样得到训练集8×15幅图像与测试集4×15幅图像。
2)读入训练集图像:将每张图像按列存储为1个200×149维的行向量。这样15类图像共组成一个12×15×200×149的2维矩阵,每行一幅刨花帧图像。
3)利用PCA降维去除像素之间的相关性:首先要做的是将选用的120幅刨花帧图像转化为向量形式,进而组成样本矩阵。运用一个快速PCA算法计算出样本矩阵降维后的样本特征向量组成的矩阵。对样本进行特征向量提取时让特征向量
2.2.3 分类器参数优化
本文采用LIBSVM软件包来构造支持向量机,该软件包是台湾大学林智仁(LinChih一Jen)副教授等开发的一个简单、易于使用和快速有效的SVM模式识别与回归的软件包。建立SVM分类器时在选择了RBF核函数的情况下总共有两个参数需要确定,即RBF核自身的参数γ以及错误代价系数C。这个问题本身就是一个优化问题,变量是C和γ,目标函数值就是SVM对于测试集的识别率。但是很难写出变量C和γ的目标函数表达式,不适合采用一般的优化策略。LIBSVM中提供了一个基于交叉验证和网格搜索的参数选择方法和grid.py工具来自动计算C和γ参数的值,使得分类效果最好。

图5 SVM分类器参数设定
图5显示当特征向量维数取5维,错误代价系数C取32,参数γ值取0.0078125时,训练集上的交叉验证识别率为93.75%。
在得到刨花帧图像准确分类的实验结果基础上,结合前期记录的各个图像序列实际对应的刨花形态,建立图像序列与各类刨花形态之间的关联。

图6 刨花机主要结构简易图
3 刨花形态与控制参数的关联分析
3.1 刨花切削装置及切削过程
盘式刨花机主要由以下五个组成部分:进料输送台、进料压辊、切削刀盘、余料压辊和余料输送台。主要结构简易图如图6所示,其中压辊及压板是保持木料切削时的平稳,切削刀盘上有3个刀片。
刨花切削的主要工序是木料进送,切削刀盘上升,进料端压板加紧,开始切削,切削完毕后刀盘下降,余料输送,循环切削。切削过程中主轴以速度v匀速上升同时刀盘以转速w匀速转动。
3.2 刨花形态与控制参数的关联分析
切削控制参数主要考虑刀盘转速w和主轴上升速度v,刨花形态主要考虑刨花切削产生的数量及刨花的尺寸和厚度。
主要分析以下内容:
1)刨花数量与刀盘转速之间的关系:刀盘上的刀片数是一定的,切削时木料是固定不动的,所以切削产生的刨花数量只于刀盘的转速有关。由实验得知刀盘的转速w越大时切削产生的刨花数量n越大,即w与n之间存在正向关系 。
2)刨花尺寸与刀盘转速之间的关系:刀盘数量一定时,刨花的尺寸与横向切削的速度即刀盘的转速有关。由实验得知刀盘的转速w越大时刨花的尺寸s越小,即w与s之间存在反向关系 。
3)刨花厚度与主轴上升速度之间的关系:刨花的厚度与主轴上升的速度有关,由实验得知主轴上升的速度v越大时切削产生的刨花厚度h越大,即v与h之间存在正向关系。
4)最终归总切削控制参数与刨花形态之间存在函数关系 。
4 参数优化结果分析
为了便于分析,选用同样性能的木材进行切削,依据传统刨花切削方法进行切削,采用人工检测的方法进行刨花形态的测量,得到图7(a)中的刨花成品。对切削过程进行监控,获取视频图像,运用本文提出的方法在确定最佳刨花形态标准的情况下进行刨花切削控制参数的优化,得到图7(b)中的刨花成品。
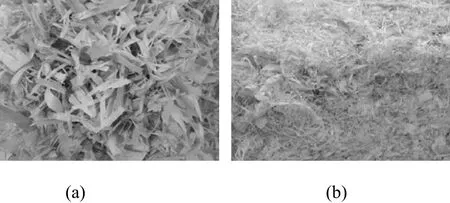
图7 刨花成品对比
由图可知(a)中刨花成品的长度、宽度及厚度差异较大,不是理想的刨花板原料。(b)中刨花成品的形态比较均匀,经测量其长度在55~80mm之间,宽度在31~65mm之间,达到了轻质刨花板的刨花最佳形态要求。
5 结论
针对目前刨花板工艺的技术要求,提出利用计算机视觉技术与数控技术相结合的方法来实现刨花切削工艺的智能化。优化结果表明本文提出的方法能够很好的控制切削产生的刨花形态,不仅提高了工艺的精确度和灵敏度,而且降低了生产成本,具有很高的经济价值。
[1] 马岩.微米木纤维低密度轻质板制造技术探讨[J].木材工业, 2006, 20(4): 19-21.
[2] 徐剑.基于粒子群算法的双工位切削参数优化[J].制造业自动化, 2011, 33(9): 42-44.
[3] 郑魁敬.数控机床的图像监控技术研究[J].制造业自动化, 2005.27(9): 60-62.
[4] 李广伦, 殳伟群.视频监控系统中运动目标的实时检测[J].计算机工程, 2009, 35(17): 217-219.
[5] 张淑雅, 赵一鸣.基于SVM的图像分类算法与实现[J].计算机工程与应用, 2007, 43(25): 40-43.
[6] 赵春晖.多类支持向量机方法的研究现状与分析[J].智能系统学报, 2007, 2(2): 11-17.
猜你喜欢
矿山机械(2022年10期)2022-10-20
林产工业(2022年4期)2022-04-20
中国重型装备(2022年1期)2022-02-11
洛阳理工学院学报(自然科学版)(2021年2期)2021-07-14
绿色科技(2020年1期)2020-11-29
农家科技中旬版(2020年4期)2020-05-25
绿色科技(2020年1期)2020-04-19
科学与财富(2017年15期)2017-06-03
科技创新与应用(2017年1期)2017-05-11
科技与创新(2017年3期)2017-03-17
