热焊工艺对2.25Cr1Mo钢焊接构件疲劳寿命影响
2012-09-04 05:44李国志贾宝全张智超
当代化工 2012年12期
李国志,贾宝全,张智超,任 航,吕 品
(1. 湖北省荆门市荆门石化总厂,湖北 荆门 448039; 2. 中国寰球工程公司辽宁分公司,辽宁 抚顺 113006)
焊接残余应力是由于焊接部位局部高温加热,在焊缝及其附近区域产生不均匀弹塑性形变从而残存于构件内的应力。焊接过程中产生的残余拉应力往往是造成设备损坏的最根本原因之一,它直接影响设备的使用寿命[1]。因此,采用各种措施将焊接残余应力减少,可以保证焊接结构的可靠性,改善其使用性能,提高其使用寿命,具有重要的经济意义。热焊工艺可以有效地降低焊接残余拉应力,提高焊接试件的疲劳寿命[2]。
1 试验过程及结果
1.1 试验过程
试验采用的材料为2.25Cr1Mo钢板,制作成4块尺寸为220 mm×150 mm×16 mm,中间带有V型坡口的试件,采用手工电弧焊分别进行焊接。所选择的焊接参数为:电源交变电压220 V,工作交变电流140 A,工作电压36 V,焊接速度为快速焊接,选用焊条CMA-106N,焊条规格为φ4.0 mm.第1组试板常温下焊接,焊接后在空气中自然冷却;第 2组试板要先在加热炉上进行高温加热,选定温度为600 ℃,待加热到选定温度后,从加热炉中取出,在自行设计的加热炉板上进行焊接,焊接的同时用TM902C型测温仪测定试板温度,尽量使温度保持在所选定温度。焊后立即放入保温棉中进行保温缓冷,此即热焊处理工艺。再采用同样的方法对第 3组和第4组试板进行焊接,所不同的只是把选定的温度分别选定在700 ℃和 800 ℃ 。采用小盲孔法测出各试件中焊接残余应力的大小。应变片的粘帖位置如图1所示。
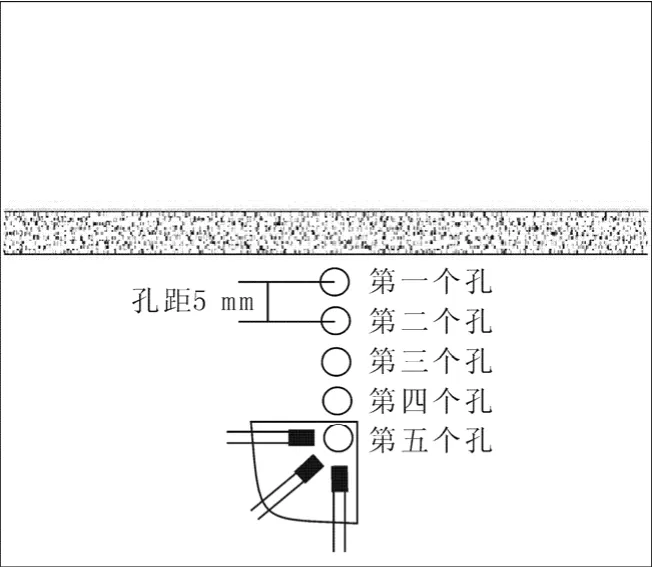
图1 应变片位置示意图Fig.1 The location of the strain piece affixed
测试完焊接残余应力后再采用钼丝切割的方法在紧贴焊缝两侧的热影响区切取两个长130 mm宽15 mm的试件毛坯,1#、2#标定为常温焊接的疲劳试件,(3#、4#)、(5#、6#)、(7#、8#)分别标定为经600,700,800 ℃高温焊接处理的疲劳试件。试件毛坯的截取位置如图2所示。把截取下来的毛坯件经机加工切削成为如图3所示的试样,切削后允许偏差为0.5 mm,本试验采用圆柱形光滑轴向疲劳试样,夹持部分为螺纹夹持。试验采用的是由美国引进的MTS880型试验机进行试样疲劳寿命的测试,载荷的控制方式:采用应变控制,本实验采用应变控制值为0.8%,载波频率 f=2 Hz,T=1⁄f =0.5 s。
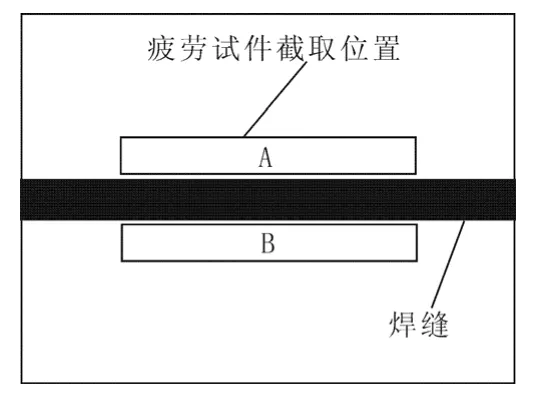
图2 疲劳试件截取位置示意图Fig. 2 The intercepting position of fatigue samples

图3 疲劳试样图及尺寸Fig. 3 Fatigue sample and its dimension
1.2 试验结果
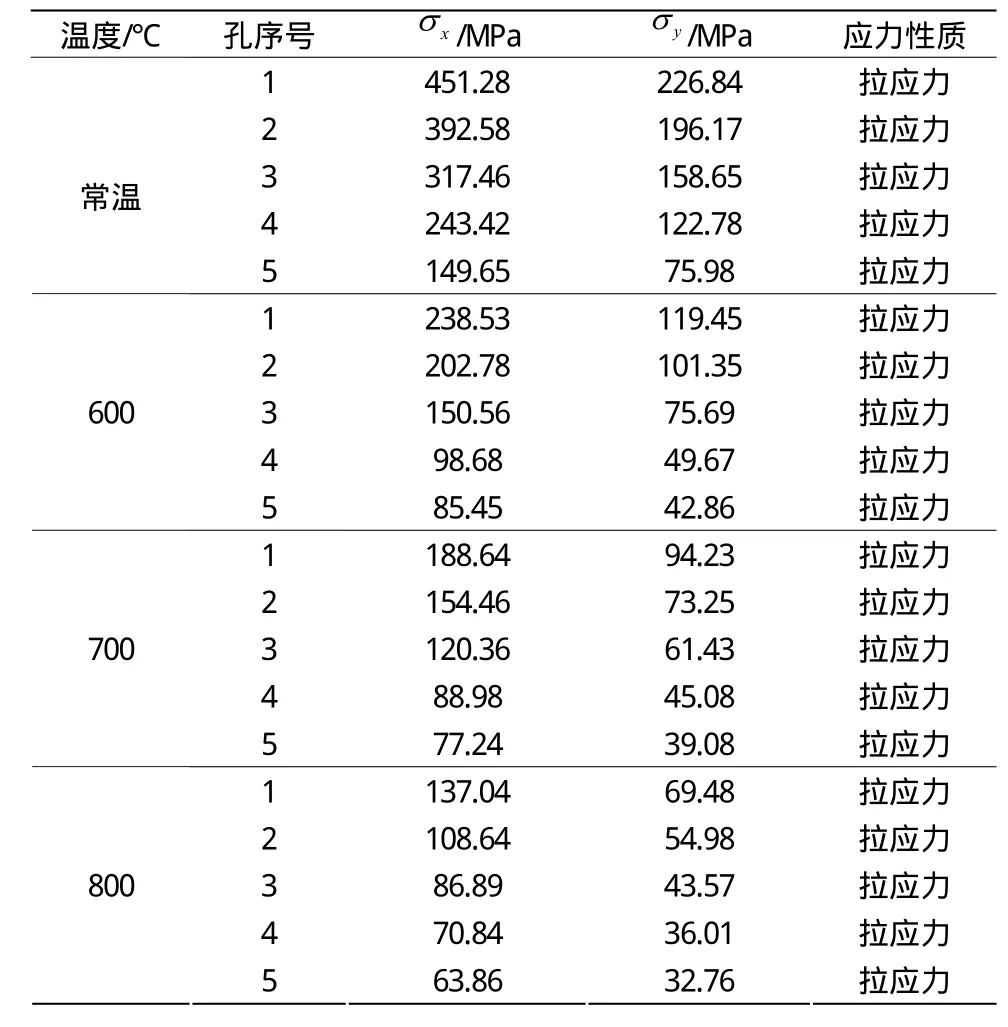
表1 2.25Cr1Mo钢的焊接残余应力数值Table 1 The data of welding residual stresses of 2.25Cr1Mo steel
从表1数据可知,常温试件焊缝热影响区的残余应力平均值为:纵向 σx=310.88 MPa,横向 σy=156.08 MPa,计算其他试件焊接残余应力平均值与常温试件比较,可以得到残余应力下降程度分别为:600 ℃高温处理试件下降幅度为纵向ηx=50.08%,横向ηy=50.15%;700 ℃高温处理试件下降幅度为纵向ηx=59.49%,横向ηy=59.88%;800 ℃高温处理试件下降幅度为纵向ηx=69.94%,横向ηy=69.66%。
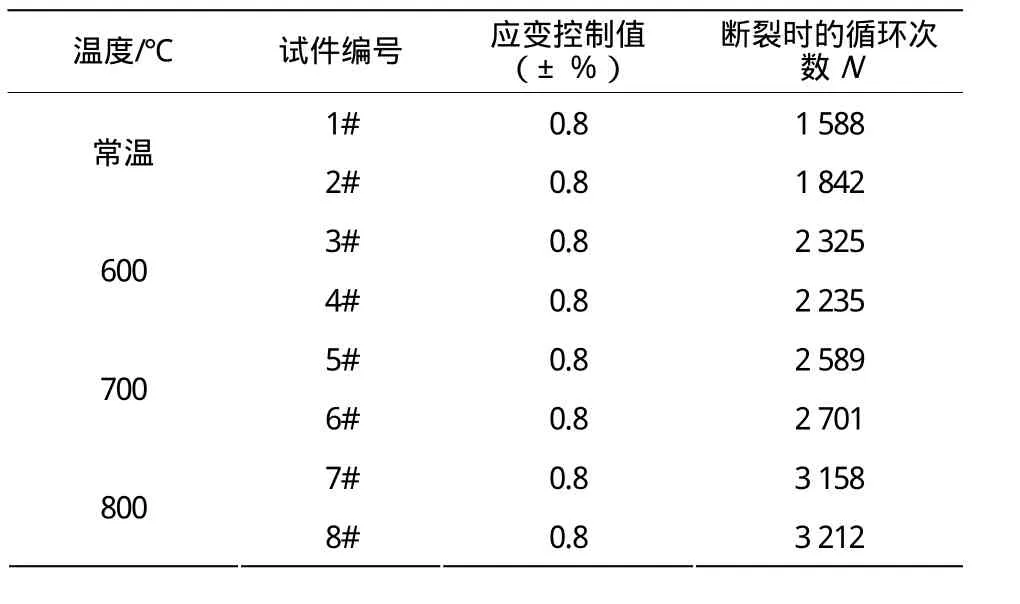
表2 2.25Cr1Mo钢疲劳试验数据Table 2 The fatigue test data of 2.25Cr1Mo steel samples
由表2的数据可知,常温下焊接试样的疲劳循环次数平均值为:1715。经600 ℃高温焊接处理后试样的疲劳循环次数平均值为2 80,比常温下焊接试样提高了η=32.9%。经700 ℃和800 ℃高温焊接处理后试样的疲劳循环次数平均值分别为 2645和3185,比常温下焊接试样提高了 η=54.2%和η=85.7%。
2 机理分析
拉应力在疲劳断裂发生的过程当中起着至关重要的作用。焊接构件发生疲劳破坏的时候存在一个极限振幅值,残余应力振幅大于极限幅值时,就将发生疲劳破坏,而残余应力振幅小于极限幅值时则是安全的[3]。随着平均应力的增加,极限应力幅值将逐渐下降[4]。若焊接构件中的残余应力σ0为残余拉应力时,它将与工作应力相叠加使应力循环提高σ0,这样随着平均应力的增加,其极限应力幅值将降低,构件的疲劳强度将有所降低。在拉伸残余应力区使平均应力增大,其工作应力有可能达到或者超过疲劳极限而破坏,因而对疲劳强度有不利的影响[5]。
采用热焊工艺时,在焊接过程中,焊缝区和母材金属热影响区的温度梯度变小;在冷却的过程中,用保温棉保温缓冷,母材和焊缝的温度相近,都有效地减少了不均匀变形量,降低了焊接残余拉应力,从而叠加出的应力值也减小,这样随着平均应力的减小,它的极限应力幅值就增加,焊接构件的疲劳强度得到加强[6]。
4 结 论
采用热焊工艺对2.25Cr1Mo试板进行焊接,能有效地降低焊接残余拉应力,残余拉应力值的减小使得叠加出的应力值也减小,疲劳强度得到加强,提高了焊接试件的疲劳寿命,并且焊接前加热温度越高,焊接试件的疲劳寿命越长。
[1] 宋天民.焊接残余应力的产生与消除[M].北京:中国石化出版社,2005:5-34.
[2] 焊接手册第二卷第1篇.材料的焊接性基础[M].第二版.北京:机械工业出版社,2001:26-28.
[3] 王国庆,贾宝全,张智超.热处理消除Q235钢焊接残余应力机理的研究[J].焊接技术,2011,40(10):56-57.
[4] 中国机械工程学会焊接学会编.焊接手册[M].北京:机械工业出版杜,1992:35-38.
[5] 王江超,周方明.小孔法测量焊接残余应力[J].电焊机,2008,38(2):47-48.
[6] 王者昌.关于焊接残余应力消除原理的探讨[J].焊接学报,2000,21(2):55-58.
猜你喜欢
武汉工程职业技术学院学报(2022年1期)2022-04-13
中老年保健(2021年8期)2021-12-02
数学物理学报(2020年2期)2020-06-02
作文评点报·低幼版(2020年3期)2020-02-12
华人时刊(2018年17期)2018-12-07
奥秘(2017年12期)2017-07-04
电子制作(2017年7期)2017-06-05
电测与仪表(2016年15期)2016-04-12
电源技术(2015年5期)2015-08-22
电测与仪表(2015年7期)2015-04-09