
铝合金FSW过程中搅拌针前缘金属周期性流动行为研究
2012-09-12 07:06熊江涛李京龙张赋升李瑞迪
航空材料学报 2012年1期
黄 甫, 熊江涛, 李京龙, 张赋升, 李瑞迪
(1.西北工业大学凝固技术国家重点实验室,西安 710072;2.西北工业大学陕西省摩擦焊接重点实验室,西安 710072)
搅拌摩擦焊(FSW)是一种固相连接技术,具有热输入低,接头质量高,安全性能好的特点,此外FSW还是一种绿色无污染的焊接方法。在航空、航天领域中高强铝合金的连接方面有着广阔的应用前景。美国早在1999年发射的德尔塔Ⅱ火箭燃料贮箱上已经采用搅拌摩擦焊接技术。在搅拌摩擦焊接过程中,搅拌针带动其前缘金属的流动行直接影响焊核区组织微观演变以及焊接缺陷如隧道型孔洞的形成从而影响焊接接头的力学性能。在搅拌摩擦焊焊核区组织研究方面,Yang,Mironov,Xu,Li,Cui等人分别从不同的角度(晶粒大小,组织演变以及金属流线)分析焊核区组织,并且证实焊核区组织存在明显的周期性变化。而Yan等人研究了焊接过程的焊接参数的变化,结果表明压力、扭矩呈明显周期性变化。
但是很少有学者从工艺参数的周期性及焊核区组织周期性的角度研究搅拌针前缘金属流动行为。因此,本研究利用高速摄像手段分析搅拌摩擦焊接过程中搅拌工具与被焊板材之间的相对运动,并结合焊核区焊后组织形貌从周期性的角度揭示搅拌针前缘金属的流动行为。
1 实验方法
实验采用规格为200mm×100mm×8mm铝2024板材在由C52型立式铣床改装的搅拌摩擦焊机上进行搅拌摩擦焊接。该设备工作时搅拌工具只做旋转运动,进给则是由机床平台完成。高速摄影设备型号为进口PhotomV310,用于分析搅拌摩擦焊接过程中铝2024板材进给的运动学数据。拍摄采用碘钨灯作为光源,频率为200fps,曝光时间为1.9ms,光圈为f8。表1所示为实验组配。图1所示为取样示意图。试样采用keller试剂(1 mLHF+1.5 mLHCl+2.5 mLHNO3+95mLH2O)腐蚀并在光学显微镜下观察焊核区组织形貌。

表1 实验参数Table1 Processing parameters
2 实验结果与分析
2.1 搅拌摩擦焊接过程时间位移分析
图2所示为高速摄影数据处理示意图。数据处理采用示踪法,在整个焊接过程中跟踪标记点在X方向的位移变化。图3所示为不同工艺参数下搅拌摩擦焊接位移时间曲线及475/60工艺参数下焊核区水平剖面组织形貌。由曲线可知搅拌工具前进过程具有明显的周期性,并且每一个周期可分为两个阶段进行。第一个阶段搅拌针与被焊母材保持相对静止,即图3曲线所示平台阶段。搅拌针前缘金属在这一阶段仅仅被加热并没有发生流动行为。第一阶段结束后搅拌工具进入到下一个阶段即进给阶段。被焊板材无法继续与搅拌针保持相对静止,焊缝的成型也主要由这一阶段完成。因此在该阶段搅拌针与其前缘金属必然发生剧烈的相互作用。
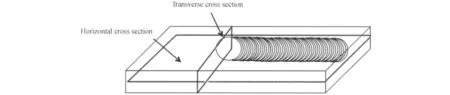
图1 焊接试样取样示意图Fig.1 The schematic diagram showing the Positions were taken from the FS weld

图2 高速摄像数据处理示意图Fig.2 The schematic showing how to process the high-speed photography
图3所示焊核区水平剖面金属组织呈明显的周期性分布,每一层金属的厚度λ与由Cui等人[9]从微观组织角度入手获得的关系表达式,即公式1,计算得出的值相吻合。表2所示为不同工艺参数下测得的Ti,λi在十个周期内平均值与理论值。由此可见,由实验所测得的位移周期Ti,以及每个周期搅拌工具前进的距离λi与Cui等人得到的理论值基本一致。这表明微观组织上的周期性现像与位移周期性现象有着必然的联系,而这种必然联系就是搅拌针带动前缘金属的流动行为,也即搅拌针带动前缘金属流动具有周期性。


式中v为搅拌头前进速度,ω为搅拌头旋转角速度,α为搅拌头倾角,由于α很小所以有cosα≈1。
2.2 搅拌针前缘金属流动行为
由上述分析可知搅拌针带动前缘金属的流动行为存在明显的周期性,因此,本研究以一个周期作为研究对象分析搅拌针前缘金属的流动行为。图4所示为475/60工艺参数下焊核区前进侧横剖面组织形貌。焊核区组织在前进侧呈层状分布,Ⅰ区金属层较薄而Ⅱ区则相对较厚,并且Ⅰ区和Ⅱ区之间存在明显的分界线。这表明搅拌针在进给阶段带动金属流动存在两个阶段如下文所述。
图5所示为搅拌针前缘金属流动行为示意图。在一个周期内搅拌针与被焊材料之间的相互作用从时间上可分为两个阶段即平台阶段和进给阶段。进给阶段又可分为两个阶段,即挤压搅拌针前方粘塑性金属阶段和整体流动阶段,分别形成图4Ⅰ区和Ⅱ区所示组织形貌。在平台阶段搅拌针与被焊材料之间的相对位移几乎为零,母材金属的温度在轴肩和搅拌针的摩擦加热作用下升高。在平台阶段结束后搅拌针前缘金属形成如图5a所示一层较薄的粘塑性金属层。进入到进给阶段后,搅拌针对被焊材料的作用力增加。在进给阶段初期,由平台阶段生成的粘塑性层金属由于流变应力较低被直接以挤压的方式挤到搅拌针后方,如图5b所示,形成图4Ⅰ区组织形貌。这时搅拌针与其前缘较冷金属接触从而以“整体流动”的方式将其带到搅拌针后方形成焊核区,如图5c所示,最后形成图4所示组织形貌。
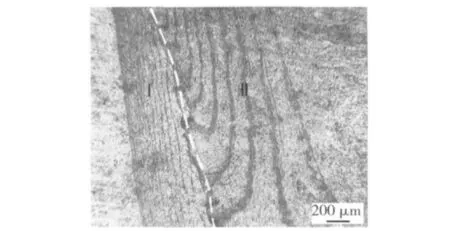
图4 475/60工艺参数下焊核区前进侧横剖面组织形貌图Fig.4 Microstructure of transverse cross section in nugget zone with parameter of 475/60
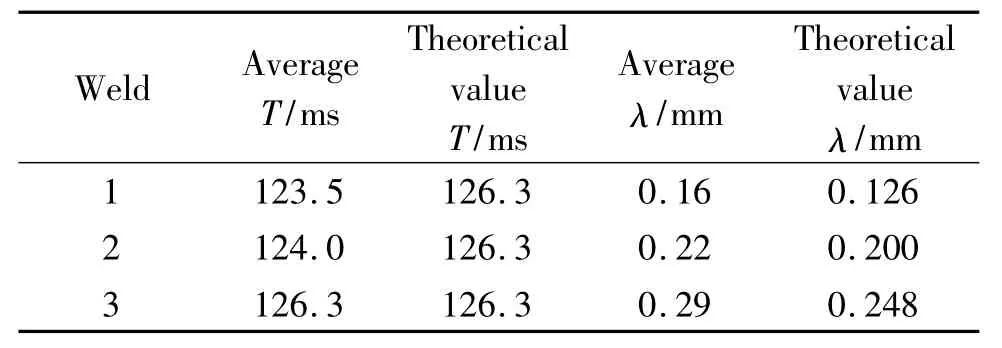
表2 实验平均值与理论值比较Table 2 Compare the value of experimental to the value calculated by formulation
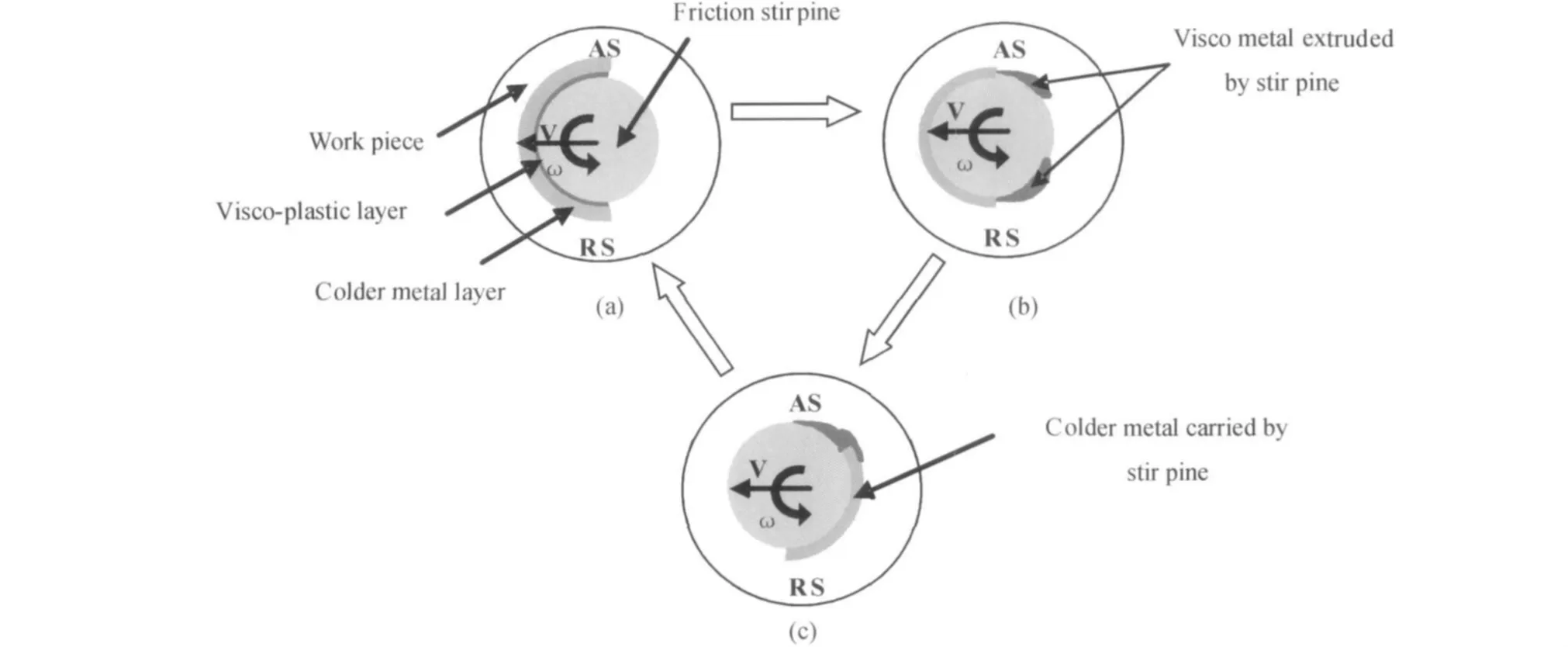
图5 搅拌针前缘金属流动行为示意图(a)搅拌针平台阶段;(b)搅拌针挤压前缘金属阶段;(c)搅拌针整体搬运前缘金属阶段Fig.5 The schematic diagram shows the flow behavior of metal front stir pine in one periodical(a)platform stage;(b)the stage of metal front of stir pine extruded;(c)the stage of metal of front of stir pine carried
3 结论
(1)搅拌摩擦焊接过程中搅拌工具与被焊接板材之间的相对运动存在着明显的周期性现象,且位移的周期T以及每个周期的进给λ与搅拌摩擦焊过程中Cui等人所得理论值相吻合。
(2)搅拌针对其前缘金属作用具有周期性,且一个周期可分为两个阶段即平台阶段和进给阶段。
(3)在平台阶段搅拌针对其前缘金属只起到加热作用,并产生一定厚度较软的粘塑性金属层;当搅拌针进入到进给阶段这层粘塑性金属被挤向搅拌针后方形成图4(b)所示Ⅱ区;在搅拌针继续进给时与相对较冷金属接触,以整体流动的方式将前缘金属带到搅拌针后方,形成焊核区。
[1]张华,林三宝,吴林,等.搅拌摩擦焊研究进展及前景展望[J].焊接学报,2003,24(3):91-96.(ZHANG Hua,LIN San-bao,WU Lin,et al.Current Progress and Prospect of Friction Stir Welding[J].Transactions of the China Welding Institution,2003,24(3):91-96.)
[2]张友寿,何建军,谢志强,等.搅拌摩擦焊技术基础及其工程应用[J].材料导报,2008,22(1):78-84.(ZHANG You-shou,HE Jian-jun,XIE Zhi-qiang,et al.Engineering Research Application of an New Technology of Friction Stir Weldin[J].Materials Review,2008,22(1):78 -84.)
[3]姚君山,张彦华,王国庆,等.搅拌摩擦焊技术研究进展[J].宇航材料工艺,2003,(4):24-29.(YAO Jun-shan,ZHANG Yan-hua,WANG GuoFqing,et al.Progress in Friction Stir Welding Technology[J].Aerspace Materiale and Technology,2003,(4):24 -29.)
[4]张华,林三宝,吴林,等.AZ31镁合金搅拌摩擦焊接头焊核区域成型过程及影响因素[J].航空材料学报,2004,24(2):6-10.(ZHANG Hua,LIN SanFbao,WU Lin,et al.The weld nugget formation of friction stir welded AZ31 magnesium alloy its affecting factors[J].Journal of Aeronautical Materials,2004,24(2):6 -10.)
[5]YANG BangFcheng,YAN JunFhui,SUTTON Michael,et al.2-Banded Microstructure in AA2024-T351 and AA2524-T351 Aluminum Friction Stir Welds Part I Metallurgical Studies [J].Materials Science and Engineering,2004,A364:55-65.
[6]MIRONOV S,SATOY S,KOKAVA H.Microstructural E-volution during Friction Stir-Processing of Pure Iron[J].Acta Material,2008,56(11):2602 -2614.
[7]XU S,DENG X.A Study of Texture Patterns in Friction Stir Welds[J].Acta Material,2008,56(6):1326 -1341.
[8]LI Ying,Murrle,Mcclure J.C.Flow Visualization and Residual Microstructures Associated with the Friction-stir Welding of 2024 Aluminum to 6061 Aluminum[J].Materials Science and Engineering(A),1999,271:213-223.
[9]CUI G R,MA Z Y,LL S X.Periodical Plastic Flow Pattern in Friction Stir Processed Al-Mg alloy[J].Scripta Materialia,2008,58(12):1082-1085.
[10]YAN J H,SUTTON M A,REYNOLDS A P.Processing and Banding in AA2524 and AA2024 Friction Stir Welding[J].Science and Technology of Welding and Joining,2007,5(12):390-401.
猜你喜欢
焊接学报(2022年6期)2022-07-13
中国典型病例大全(2022年12期)2022-05-13
成都体育学院学报(2021年1期)2021-07-16
湖南大学学报(自然科学版)(2021年4期)2021-04-25
民用飞机设计与研究(2020年1期)2020-05-21
中等数学(2019年5期)2019-08-30
航空材料学报(2019年2期)2019-04-15
中等数学(2018年12期)2018-02-16
新课程·中学(2016年4期)2016-11-19
南方文学(2016年4期)2016-06-12
