
聚丙烯的流变性能和PVT关系研究及在注射成型中的应用
2012-12-01 09:14李永泉
中国塑料 2012年6期
李 峰,孙 晋,李永泉
(中国石化北京化工研究院,北京100013)
聚丙烯的流变性能和PVT关系研究及在注射成型中的应用
李 峰,孙 晋*,李永泉
(中国石化北京化工研究院,北京100013)
研究了聚丙烯在不同温度下的剪切流变性能和压力-比容-温度(PVT)关系,并分别采用7参数的Cross-WLF黏度模型和修正的双域Tait状态方程拟合其变化曲线。在确定注塑工艺参数的条件下,通过PVT状态曲线描述了整个注射成型过程,计算出其理论体积收缩率为5.58%,并与实际注塑样条测量所得的收缩率5.46%相一致。
聚丙烯;注射成型;流变性能;压力-比容-温度关系;收缩率
0 前言
注射成型过程中,非牛顿塑料熔体在模腔中做非等温瞬态流动,熔体一方面因与低温模具接触而快速冷却,另一方面因高速剪切作用又产生热量,在此期间经历了不同的压力、温度和剪切速率变化过程,要完全描述加工条件对熔体流动性质的影响,就必须知道在各种条件下(压力、温度和剪切速率)的黏性。因此注射成型越来越依赖于计算机辅助工程(CAE)分析技术,而其先决条件是明确熔体剪切黏度与温度、压力、剪切速率等诸因素的关系。在注射成型CAE软件中,塑料材料的性能参数对其模拟精度有着至关重要的作用。同时塑料材料的性能又因品种、牌号、生产厂家、甚至批次不同而差异较大。因此,获得所用材料准确的性能参数是使用CAE软件的前提条件。其中,聚合物的流变参数主要是确定聚合物的黏度与熔体压力、温度、剪切速率之间的定量关系,其表征了塑料熔体基本的流动性能,是注射成型模拟中一个非常重要的参量。材料的PVT关系对于计算广阔温度和压力范围内聚合物的体积性质有着重要意义。注射成型过程中,聚合物经历了从高温、高压到迅速冷却和压力下降的过程,并且聚合物从熔融态转变为固态。与此同时聚合物的各项物性参数也经历了一连串剧烈的变化,这些参数都和温度、压力有很大关系,特别是聚合物的比容变化更大[1-2]。
为此,本文通过附有PVT测试模块的高压毛细管流变仪研究了聚丙烯的流变性能和PVT关系,并运用PVT状态曲线描述其整个注射成型工艺路线,预测并计算出其理论收缩率,并与实际测试结果相比较。
1 实验部分
1.1 主要原料
高抗冲聚丙烯(汽车保险杠专用料),PP K9015,固体密度0.8822g/cm3,熔体密度0.7230g/cm3,主要加工性能参数如表1所示,中国石化扬子石油化工有限公司。

表1 高抗冲聚丙烯(PP K9015)的加工性能参数Tab.1 Processing parameters of high impact polypropylene(PP K9015)
1.2 主要设备及仪器
塑料注射成型机,HTF90W2,锁模力900kN,注射容量153cm3,宁波海天集团股份有限公司;
高压毛细管流变仪,Gottfert Rheograph 25,所选用毛细管长径比为30/1,口模直径为1mm,同时仪器附有PVT测试功能模块,最高测试温度400℃,最大测试压力250MPa,德国Gottfert公司。
1.3 性能测试与结构表征
流变和PVT性能测试:利用毛细管流变仪分别测量在210、227、243、260℃下聚丙烯的剪切黏度、剪切应力在不同剪切速率下的变化关系;将普通的测试活塞出口处密封,加入一定质量的样品,通过压力传感器测试熔体的压力或通过力的传感器测试固体材料所受的力值;通过马达驱动测试柱塞运动来改变样品的体积,加热或冷却改变样品的温度,这样就可以得到材料PVT关系的扫描图,压力测试范围0.1~200MPa,温度扫描范围25~260℃;PVT性能测试是在等温加压模式下进行,即温度恒定,改变压力,测定比容同压力的变化;
材料的收缩率测试:材料的收缩率测试方法由Moldflow材料实验室提供[3],模具如图1所示,样条上每个格子尺寸均为20mm×15mm;选定一组注塑工艺参数后,通过注塑机制得样条,在室温等压下放置1周后测量其沿物料流动方向和垂直于流动方向的尺寸变化,并求得其体积收缩率。
2 结果与讨论
2.1 聚丙烯的剪切流变行为
在注射成型CAE分析中,材料的黏度数学模型大多数采用7参数的Cross-WLF黏度模型,这种模型避免了幂率模型的缺陷,不仅可以描述高剪切速率时熔体的幂律流变行为,而且可以描述在接近零剪切速率时的牛顿流变行为。其本构方程如式(1)所示[4]:

图1 收缩率测试模具效果图Fig.1 The shape of mould for shrinkage measurement

式中 τ*——材料常数
n——非牛顿指数
η0——零剪切黏度,Pa·s
T——温度,K
P——压力,Pa
η0和τ*反映了材料剪切变稀的特性,η0由下列公式给出:
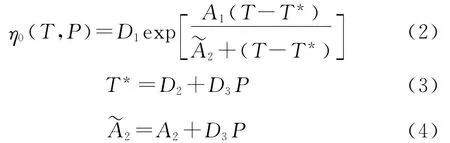
式中 T*——参考温度,通常被认为是材料的玻璃化转变温度,K
D1、A1、A2——模型常数
D2——对应着低压下的玻璃化转变温度
D3——压力影响系数,表示黏度的压力依赖性
聚丙烯(PP K9015)在不同温度(210、227、243、260℃)下的流变性能如图2所示,表现出明显的剪切变稀行为,剪切黏度随着剪切速率的增大而明显减小,且黏度的温度依赖性也随之降低,不同温度下的黏度曲线在高剪切速率下趋向接近。通过Cross-WLF方程拟合得到其参数如表2所示。
2.2 聚丙烯的PVT性能
注射成型制品的质量特性取决于成型时型腔内物料的比容变化,而这些变化是在高温高压下进行的。Arzhakov在研究了成型过程机理的基础上,认为可用压力、体积和温度3个物理状态参数来描述注射充填时聚合物熔体的物理状态及其变化规律,这些变量之间还存在着一定的关系。目前在注射成型模拟方面描述聚合物PVT关系应用最广泛的是修正的双域Tait
状态方程,其表达式如式(5)所示[5-6]:


图2 聚丙烯(K9015)的剪切黏度曲线Fig.2 Shear viscosity of polypropylene(K9015)

表2 Cross-WLF黏度方程参数Tab.2 Parameters for cross-WLF viscosity equation
式中 V(T,P)——在温度T和压力P条件下的比容
V0——在零压下的比容
C——普适常数,对于聚合物一般为0.0894
B——反应材料压力敏感性的参数
因为聚合物的热力学性质,在此需要通过2个温度域来描述其PVT特性。
当聚合物处于玻璃态(T<b5+b6P)时,

当聚合物处于熔融态(T>b5+b6P)时,

式中 b1——通过外推零压等压曲线至转变温度时得到的比容
b3、b4——B(T)在固态和熔融态时的特征
b5——在零压下测定比容的转变温度
b6——转变温度因压力而线性增加的变化
式(8)中b7、b8和b9表征在固态时的比容V1。比容对温度的关系通过b2得到。图3给出了聚丙烯(K9015)的PVT关系曲线。可看出聚丙烯(K9015)的比容随温度的升高和压力的降低而明显增大,且随温度的升高曲线明显出现一个突变。该突变对应了其结晶态到熔融态的转变,转变温度也随着温度的升高向高温方向迁移。温度增加,比容由于热膨胀性也随之增加,达到转变温度时,由于分子热运动发生结晶转变或玻璃化转变而产生明显的体积变化,比容的增加速率变快,曲线斜率明显上升。而结晶型聚合物如聚丙烯由于结构规整且固定的结晶区在温度上升过程中可以自由移动造成自由体积增大,比容会有一个突变[7]。如表3所示,通过对聚合物PVT关系测试数据的非线性回归得到其Tait状态方程的参数b1~b9。

图3 聚丙烯(K9015)的PVT性能曲线Fig.3 PVT property curves for polypropylene(K9015)

表3 Tait状态方程拟合参数Tab.3 Parameters for Tait equation
2.3 注射成型中聚合物收缩率的计算和验证
在注射成型过程中,有4个阶段的温度是至关重要的,分别是:物料的塑化温度(T4),指注射充模时的熔体温度;浇口冻结时的温度(T3),在此温度下物料已经不能再充入模具型腔,型腔内聚合物比容的大小决定了模塑制品的收缩率大小;制品的顶出温度(T2),受模具温度影响较大;环境温度(T1),也指室温。聚合物及选定的加工环境不同,这些温度参数也不同。表4给出了此次试验中选定的注塑加工工艺参数。根据聚合物的PVT特性及其在这几个阶段的状态,可以得出其在注射成型时的一些PVT状态变化曲线,如图4所示,也称Arzhakov曲线。

表4 注塑加工工艺参数Tab.4 Parameters for injection molding process

图4 PVT状态曲线及注塑加工工艺路线Fig.4 PVT curves and injection molding process
PVT关系曲线的应用目的是减少制品的收缩,保证制件的成型尺寸。重点关注的是制品收缩率,对应的是各个状态点比容V的变化。制品的体积收缩率(s)可按下式计算[8-9]:

式中 V1——室温常压下的比容
V2——浇口封闭时的比容
图4所示 A-B-C-D-E-F-G路线是通过表4中的工艺参数和PVT曲线所描述的整个注射成型过程。图中 A(PA、VA、T4)点,表示已塑化好、处于熔融温度下的熔体在注射前的状态。A-B段为物料在T4温度下的填充注射阶段,B-C段为从填充到保压的切换。准确的切换是保证型腔中压力的关键,如果切换太早,则充模要在保压下完成,引起较大的保压压力取向;切换太晚,模腔内压力升高过大可能导致过充,进而使制品产生飞边和内应力。保压过程中浇口处产生的高取向对制品的质量是很不利的,为了减少保压取向.则在保压阶段压入模腔的物料应尽可能少。
因此等压线上的C-D段为物料在型腔内保压冷却的过程。D(PD、VD、T3)点表示型腔内物料在一定的压力下冷却到浇口温度T3,此时其所对应的比容为VD。此时起,物料再不会进入型腔。D-E段是等比容冷却的过程,冷却决定型腔内的压力变化,直至达到常压线。E-F段指制品沿常压线冷却达到顶出温度T2时,制品顶出。G点为环境温度,表示取出制品在常压下冷却到室温T1,这样完成了整个注射成型周期。此时VG为聚丙烯(K9015)在室温下的比容。
按此工艺路线,制品的体积收缩率s可用式(13)计算得到:

从PVT图可以看出,从注射开始到常压线的途径很多,也就是说可以采用不同的工艺条件,使得每次注射成型都在相同点到达常压线,这样便可以获得相同的体积收缩,达到高的尺寸精度。PVT控制最简单的方法是图4所示A-H-D-E-G的加工路线,物料充模压实直至模腔中物料比容达到所要求的比容积(H点),此点与决定制品收缩的D点比容相同。如果忽略成型中模腔体积的变化,那么物料将从H点等比容冷却到E点。采用这种方式,保压时无物料进入模腔,所以没有保压取向,而且温度分布趋均匀,收缩更一致。但采用这种工艺路线时,因要求有比较高的注射压力,如再考虑到其在注射过程中的压力损失,则有可能使其所需的注射压力及锁模力超出原注塑机所具有的水平,而使该工艺路线无法实施。
按照Moldflow实验室提供的材料收缩率测试方法,聚丙烯(K9015)在表4所定的工艺条件下的体积收缩率为5.46%。此结果与上述通过PVT曲线计算的结果大致相符。
3 结论
(1)聚丙烯(K9015)在不同温度下的剪切流变行为表现出强烈的剪切变稀现象,并通过7参数的Cross-WLF黏度模型拟合可得到各个性能参数以备CAE分析;
(2)通过对聚丙烯(K9015)的PVT性能研究,表明修正的双域Tait状态方程可以很好地模拟其曲线;聚丙烯(K9015)的比容在温度和压力的变化下明显呈现了从结晶态到熔融态的突变,而且转变温度也随着温度的升高向高温方向迁移;
(3)在注塑工艺参数确定的情况下,通过PVT曲线可以描述整个注射成型过程,计算出其理论体积收缩率为5.58%,并与注塑样条的实际测量收缩率5.46%相一致。
[1] 杨卫民,丁玉梅,谢鹏程,等.注射成型新技术[M].北京:化学工业出版社,2008:420-455.
[2] 李海梅,刘荣志,申长雨,等.注塑件翘曲变形的CAE研究[J].中国塑料,2003,17(3):53-58.
Li Haimei,Liu Yongzhi,Shen Changyu,et al.Study on the Warpage of Injection Molded Parts by CAE[J].China Plastics,2003,17(3):53-58.
[3] Autodesk Moldflow Plastics Labs.Material Testing Overview (Thermoplastics)[M].USA and Australia:Autodesk,2009.
[4] 周华民,燕立唐,黄 棱,等.塑料材料的流变实验与流变参数拟合[J].中国塑料,2001,15(11):49-52.
Zhou Huaming,Yan Litang,Huang Leng,et al.Rheological Experiment and Parameter Fitting of Polymer Materials[J].China Plastics,2001,15(11):49-52.
[5] Zoller P,Walsh D J.Standard Pressure-volume-temperature Data for Polymers[M].Lancaster:Technomic Publishing Company Inc,1995:43-47.
[6] Chang R Y,Chen C H,Su K S.Modifying the Tait Equation with Cooling Rate Effects to Predict the Pressure-volume-temperature Behaviors of Amorphous Polymers:Modeling and Experiments[J].Polymer Engineering and Science,1996,36(13):1789-1795.
[7] 孙 晋,李永泉,李 峰.注塑成型工艺参数对汽车保险杠翘曲变形的影响研究[J].塑料工业,2011,39(5):49-53.
Sun Jin,Li Yongquan,Li Feng.Effect of the Injection Molding Processing Parameters on Automobile Bumper Warpage Deformation[J].China Plastics Industry,2011,39(5):49-53.
[8] 徐亚君,杨 伟,单桂芳,等.聚丙烯注射成型收缩研究进展[J].中国塑料,2009,23(2):1-7.
Xu Yajun,Yang Wei,Shan Guifang,et al.Research Progress in Shrinkage of Injection-molded Polypropylene[J].China Plastics,2009,23(2):1-7.
[9] 陈 峰.塑料注塑成型的PVT状态曲线及其应用[J].轻工机械,2000,(4):5-10.
Chen Feng.PVT State Diagram for Plastics Injection Molding and Its Application[J].Light Industry Machinery,2000,(4):5-10.
Analysis of Rheological Properties and PVT Relationships of Polypropylene in Injection Molding
LI Feng,SUN Jin*,LI Yongquan
(Beijing Research Institute of Chemical Industry,SINOPEC,Beijing 100013,China)
The rheological properties and pressure-volume-temperature(PVT)relationships of polypropylene(PP)were studied using seven-parameter-Cross-WLF viscosity model and modified two-domain Tait state equation.Under defined molding conditions,the whole injection molding process could be described.The theoretical volumetric shrinkage of PP was calculated to be 5.58%,which was approximate to the practical measured value of 5.46%.
polypropylene;injection molding;rheological property;pressure-volume-temperature relationship;shrinkage
TQ325.1+4
B
1001-9278(2012)06-0062-05
2012-02-06
*联系人,sunjin.bjhy@sinopec.com
(本文编辑:刘 学)
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
上海塑料(2021年3期)2022-01-06
纺织科技进展(2021年3期)2021-06-09
陶瓷(2018年11期)2018-12-17
航空科学技术(2018年8期)2018-09-10
中国塑料(2017年2期)2017-05-17
中国塑料(2017年2期)2017-05-17
汽车零部件(2016年6期)2016-07-18
火工品(2013年3期)2013-10-11
