
MP4播放器双色外壳的注塑模设计
2012-12-01 09:11匡唐清
中国塑料 2012年6期
匡唐清,阎 智,付 伟
(华东交通大学机电工程学院,江西 南 昌330013)
MP4播放器双色外壳的注塑模设计
匡唐清,阎 智,付 伟
(华东交通大学机电工程学院,江西 南 昌330013)
针对MP4双色外壳内外层包覆的特点,确定采用转盘式双色注塑机成型,浇注系统为热流道与冷流道相结合的方式,内外层分别采用潜伏浇口和扇形浇口。借助Moldflow软件,首先基于熔接痕结果优化了进胶位置,而后通过双色成型分析预测了其充填状况、气穴分布、注射压力及锁模力、顶出时间等,为双色模具的设计及注塑机规格选择提供了依据。最后详细阐述了该转盘式双色注塑模的结构及工作原理。
播放器;双色外壳;模具设计;模流分析
0 前言
随着人民生活水平的提高,塑料产品不仅要满足人们的功能需求,还要求能给人良好的视觉、触觉感受以及对低成本的追求,因而双色、甚至多色产品应运而生。双色产品是由2种不同颜色的塑料成型的,2种颜色塑料之间有着明显界限。双色塑件不仅具有良好的视觉效果,同时,用不同性能塑料构成塑件相应结构,还能使塑件的功能和品质提高[1]。生活中常见的双色产品有:车灯罩、相机外壳、手机外壳、MP3/MP4外壳、小刀柄、按钮、牙刷柄等。
随着模流分析技术的成熟,其在模具设计中的应用也日益广泛。借助模流分析技术可有效地降低模具开发风险与成本,优化模具结构。本文以一款MP4双色外壳为例,介绍了双色产品转盘式成型模具的设计方法及Moldflow模流分析技术在此的应用。
1 塑件工艺分析
该MP4双色外壳分为内层部分和外层部分,如图1所示。内层部分被外层部分所包覆。内层结构较为复杂,具有多处侧孔侧凹,矩形框为显示屏区域,圆孔为导航按键区域;外层结构较为简单。制件尺寸长×宽约为110mm×47mm,内外层主体厚度均为1.2mm,内层筋条厚度为0.5mm。
内层部分材料选用丙烯腈-丁二烯-苯乙烯共聚物加聚碳酸酯(ABS+PC)。ABS/PC合金综合性能好,与ABS相比,提高了耐热性、抗冲性及薄壁制品的刚性;与PC相比,改善了熔融流动性、成型性、可电镀性、外观性,并降低了成本。外层部分材料选用硬化聚甲基丙烯酸甲酯(PMMA,又称有机玻璃或亚克力),硬化PMMA具有极高的透明度、优秀的耐热性、高力学性能、不易碎或变形、强耐化学性和高表面硬度。ABS/PC与PMMA具有较好的相容性。
因该塑件生产批量大,决定用双色模具自动成型,并采用热流道浇注系统,以节约原材料、确保成型品质和提高生产效率。

图1 MP4双色外壳Fig.1 Appearance for the two-component cover of MP4
2 模具设计要点
2.1 注塑机类型的选择
双色注塑机分为转盘式和转轴式2种:转盘式注塑机在动模座侧具有能往复180°旋转的转盘,动模(整体式或分开的两动模)安装在转盘上,开模后成品被顶出、半成品在动模中随转盘的旋转换位到成品型腔;转轴式是动模中成型制品非双色部分作为旋转块固定在转轴上,开模后成品被顶出、转轴带动旋转块伸出并旋转,半成品随其旋转换位缩回成品型腔[2]。本文 MP4双色外壳为包覆结构,因而选择转盘式双色注塑机。
2.2 浇注系统的确定
由于制件对外观要求极高,且制件外层为透明材质,为此制件内层与外层均不可采用点浇口。由于制件的内外层在双色模的两型腔中依次成型,只有成品侧制件才能顶出,为此要求开模时半成品侧无浇注系统冷凝料或冷凝料不影响成品侧的成型及产品品质,因此制件内外层的浇注系统均采用热流道和冷流道结合的方式,竖流道采用热流道,分流道及浇口采用冷流道。为避免冷凝料对制件外层成型的影响,制件内层采用潜伏浇口形式,分流道位于动模侧,竖流道下端在制件圆孔中心,如图2(a)所示。制件外层为透明材质,且包覆内层,因此只能采用侧浇口形式,为便于浇口凝料的清除且保证顺利进胶,避免浇口处过大的剪切,为此采用扇形浇口,分流道及浇口均位于定模侧,如图2(b)所示。

图2 MP4双色外壳的浇注系统Fig.2 Runner system for the two-component cover of MP4
2.3 模流分析
先进行内层的充填分析,材料为CMOLD Generic Estimates公司的牌号为ABS+PC Generic Estimates的ABS/PC合金,模温为70℃,料温为265℃。充填后发现其存在的主要问题为熔接痕问题,结果如图3(a)所示。熔接痕主要出现在制件中心线上,圆孔下端整个为熔接痕,且熔合角度较小,最大才65°,会严重影响到该处的外观及力学性能。为此将进胶位置调整到偏离中心一定距离,其熔接痕位置如图3(b)所示,圆孔下端熔接痕位置偏向了制件角部,熔接痕长度相对较短[这里是相对图3(a)熔接痕整个贯穿而言,并且图3(a)、(b)经对照可见其绝对长度也有所缩短],且熔合角度也较大,熔合末端达到133°,因此极大减小了熔接痕的不良影响。

图3 内层不同进胶位置的熔接痕结果Fig.3 Weld line in different injection location of the inner part
然后进行双色成型分析,内、外层整合在一起如图4所示。材料外层材料为CMOLD Generic Estimates公司产的牌号为PMMA Generic Estimates的PMMA。内、外层成型工艺均为:模温70℃,料温265℃,在充填到99%体积时进行V/P切换。外层熔接痕结果如图5所示,熔接痕出现在圆孔下端,熔接痕长度较短,且熔合角度也较大,对制件品质影响很小。

图4 双色重叠成型网格模型Fig.4 Assembled model for over molding
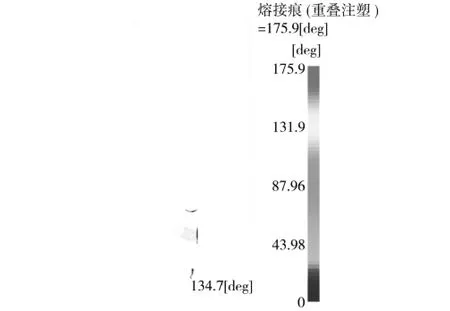
图5 外层熔接痕Fig.5 Weld line for the outer part
内、外层的充填过程分别如图6和图7所示,由充填时间图也可看出熔接痕的形成过程。制件内层0.72s充满,制件外层0.55s充满,且都存在一定程度的充填不平衡,这是由进胶位置的局限导致。

图6 内层充填时间Fig.6 Filling time for the inner part

图7 外层充填时间Fig.7 Filling time for the outer part
内、外层充填后的气穴分布分别如图8和图9所示。制件内层的气穴较多,主要分布在制件边缘及筋、柱等特征的末端,可利用分型面、镶块、滑块及顶杆等的间隙排气。制件外层的气穴较少,分布在制件边缘,可利用分型面间隙排气。

图8 内层气穴Fig.8 Air trap for the inner part
内、外层的充填注射压力曲线分别如图10和图11所示。制件内层的最大注射压力约为94MPa,制件外层的最大注射压力约为40MPa。
内、外层的成型锁模力曲线分别如图14和图15所示。制件内层的最大成型锁模力约为14t,制件外层的最大成型锁模力约为11t。
内、外层达到顶出温度的时间结果分别如图14和图15所示。制件内层达到顶出温度时间多为3s左右,而制件外层达到顶出温度时间除矩形框内区域在6.5s左右,其他区域多为30s以上。这主要是由于制件外层成型时包覆着内层,而塑料的导热性能很差,因此导致其冷却时间大大增加,为此在模具中应加强成品型腔的冷却。

图9 外层气穴Fig.9 Air trap for the outer part

图10 内层注射压力曲线Fig.10 Injection pressure curve for the inner part

图11 外层注射压力曲线Fig.11 Injection pressure curve for the outer part

图12 内层锁模力曲线Fig.12 Clamp force curve for the inner part

图13 外层锁模力曲线Fig.13 Clamp force curve for the outer part

图14 内层顶出时间Fig.14 Ejection time for the inner part
2.4 注塑机的选择
根据模流分析确定的成型注射压力需求、锁模力需求,选择富强鑫(宁波)公司的FB-220T转盘式精密双色注塑机,该注塑机有2套可独立控制的水平注射单元,2套独立控制的顶出系统。该双色注塑机2个注射单元的额定注射压力均为150MPa,完全满足成型注射压力的需求(上述模流分析结果预测的制件内层的最大注射压力约为94MPa,制件外层的最大注射压力约为40MPa);其额定锁模力为220t,远超内层与外层成型最大锁模力之和(上述模流分析结果预测的制件内层的最大成型锁模力约为14t,制件外层的最大成型锁模力约为11t)。确定注塑机后接着根据其料管中心孔距、模盘尺寸、模厚等相关参数确定模具大小。

图15 外层顶出时间Fig.15 Ejection time for the outer part
3 模具结构及工作过程
该双色模总体结构如图16所示。该套模具的热流道采用点浇口的开放式喷嘴,该类喷嘴应用广泛,只有很短的冷却料柄,不影响成品区的合模注塑,无需清除冷却料柄,且由于喷嘴芯离型腔底出料处很近,降低了注射压力,从而减少成型周期,又提高了生产效率[3]。内层部分的侧孔、侧凹均采用斜顶机构实现其侧抽并辅助顶出。内层成型区与外层成型区动模部分包括顶出系统完全相同,但顶出动作各自独立[4]。保证模具的动、定模以中心往复旋转180°能完全吻合。由于动模要180°回转,所以动模侧的进出水口不能在模具外侧,只能设在中间,连接水管通过注塑机转盘、动模固定板的中心孔接入。

图16 模具结构图Fig.16 Structure for the mould
成型时,内层成型型腔注入的材料为ABS+PC,成品型腔注入的材料为PMMA。成型完毕后开模,动模向后运动,达到开模行程后停止,成品区的注塑机推出机构开始推动推板2向前运动,斜顶(4、5、17)和顶杆(13、15、19)将成品推出,同时斜顶(4、5、17)从制件内扣中脱出。而在半成品侧注塑机的顶出机构无动作,保证半成品箍在型芯上。推出动作结束后,注塑机推出机构回撤,推板2、顶杆(13、15、19)、斜顶(4、5、17)在复位杆22和压缩弹簧作用下复位,然后注塑机的转盘开始旋转,带动动模旋转180°后停止,而后合模;这时半成品随型芯转换到了成品型腔,而半成品型腔已被空出,再继续下一个生产循环。
4 结语
(1)根据该MP4播放器外壳的包覆结构,确定采用转盘式双色注塑机成型;制件内外层的浇注系统均采用热流道和冷流道结合的方式,竖流道采用热流道,分流道及浇口采用冷流道,内层采用潜伏浇口,外层采用扇形浇口;
(2)通过模流分析优化了内层潜伏浇口的位置,通过双色成型模流分析预测了其内外层的充填状况、气穴分布、注射压力及锁模力、顶出时间等,由此确定模具无需特别设置排气槽,根据预测的注射压力和锁模力选择了富强鑫(宁波)公司的FB-220T转盘式精密双色注塑机;
(3)设计的MP4播放器双色外壳的转盘式双色注塑模的结构合理,动作可靠,产品质量较好。实践表明,双色模具设计中采用模流分析技术可大大提高其设计的科学性与可靠性。
[1] 付 伟,陈碧龙.注塑模具设计原则、要点及实例解析[M].北京:机械工业出版社,2010:335.
[2] 匡唐清,李树桢,黄创业.双色牙刷柄的注塑模设计[J].中国塑料,2008,22(11):75-77.
Kuang Tangqing,Li Shuzhen,Huang Chuangye.Design of Injection Mould for Two-component Toothbrush Handle[J].China Plastics,2008,22 (11):75-77.
[3] 丹尼尔·弗伦克勒,享里克·扎维斯托夫斯基.注射模具的热流道[M].徐佩弦,译.北京:化学工业出版社,2005:176-178.
[4] 匡唐清,周慧兰,彭琛琛,带把双色塑料杯的注塑模设计[J].中国塑料,2010,24(2):100-102.
Kuang Tangqing,Zhou Huilan,Peng Chenchen.Design of Injection Mould for a Two-component Cup with Handle[J].China Plastics,2010,24 (2):100-102.
Design of Injection Mould for Two-component Cover of MP4Player
KUANG Tangqing,YAN Zhi,FU Wei
(School of Mechanical &Electronical Engineering,East China Jiaotong University,Nanchang 330013,China)
According to the coated structure of a two-component cover of a MP4,two-component injection molding machine with rotary plane was adopted to molding it.The runner system was a combination of hot runner and cold runner.Latent gate and fan gate were adopted to molding the inner part and outer part respectively.Based on the flow analysis of Moldflow,the gate location was optimized firstly,and then the fill pattern,air trap distribution,injection pressure,clamp force and the time of ejection were predicted.These results were helpful for the design of the mould structure and the choice of the injection machine.Finally,the structure and working process of the two-component injection mould were introduced in detail.
player;two-component cover;mould design;Moldflow analysis
TQ320.66+2
B
1001-9278(2012)06-0117-06
2012-02-06
江西省自然科学基金项目(2010GQC0029)
联系人,kuangtq@yahoo.cn
(本文编辑:刘 学)
猜你喜欢
橡塑技术与装备(2022年9期)2023-01-15
小天使·二年级语数英综合(2022年6期)2022-06-22
装备制造技术(2020年3期)2020-12-25
陶瓷科学与艺术(2019年10期)2019-12-18
制造技术与机床(2019年6期)2019-06-25
模具制造(2019年4期)2019-06-24
学苑创造·B版(2019年2期)2019-02-19
课程教育研究(2017年28期)2017-08-29
三联生活周刊(2015年26期)2015-06-26
中外玩具制造(2013年9期)2013-12-16
