基于ZigBee和RFID技术的生产能耗采集
2013-06-15 07:15熊智超朱继轩
机械与电子 2013年4期
熊智超,陶 波,朱继轩,毛 博
(华中科技大学数字制造装备与技术国家重点实验室,湖北 武汉 430074)
0 引言
随着工业化进程的步伐不断加快,制造业能源消耗已成为国家能源消耗中的主体部分,而面对新的市场竞争压力,调整产业结构,降低生产能耗已成为推动企业发展的主要竞争力[1]。因此,在新的经济环境下为实现企业的可持续发展,对生产制造过程中所消耗的电力能源进行采集、监测和评估,对企业而言,将具有深远意义。基于以上考虑,经过工厂实地调研和理论分析,提出了一种无线网络结构来实现对能耗数据的采集和传输。无线网络相比有线网络而言,对工厂现有布局影响最小,维护更加容易。根据对数据的传输距离比较分析,提出了利用RFID读写技术,实现对产品从部件制造到装配的全过程能耗采集;并采用ZigBee无线网络传输技术,将能耗数据上传至上位机能耗评估系统的网络结构。评估系统根据既定的优化策略以及加工过程中的实际能耗分布情况,给出相应优化方案,指导优化生产工艺流程,从而达到降低制造能耗的目的,既而降低产品的制造成本。整套系统包含数据提取、数据采集传输和数据分析等几大部分。
1 系统的组成和工作原理
1.1 系统组成
生产能耗采集系统主要实现对各工位能耗的采集,并将所有工位能耗信息传输到终端能耗评估平台。系统主要依靠RFID技术实现对数据的采集,同时依靠ZigBee技术实现对数据的传输。从组件上划分,主要包括标签托盘、工位读写器、终端读写器和网络协调器。各组件的功能描述如下:
a.标签托盘。安装在承载加工件的托盘内,并且能够被RFID读写器读写的标签。由于系统采用的是低频读写,所以标签的频率是125kHz。
b.工位读写器。安装在加工或装配线各工位上,能够实现对标签信息读取的RFID装置。装置主要作用是机床在完成工位的加工任务后,将该工位的能耗信息值以非接触方式写入标签托盘。
c.终端读写器。安装在加工或装配线最后一个工位上,能够实现对标签信息读取并具备ZigBee无线数据收发功能的装置。该装置作为系统的重要组件,主要负责能耗信息的采集和传输,以及接收从上位机能耗评估平台发送过来的产品附加信息。
d.网络协调器。ZigBee网络的发起方,并扮演ZigBee协调器的工作,完成与终端读写器间的数据收发以及与上位机能耗评估平台的数据传输工作。网络协调器负责形成网络,在扫描可用信道后选择一个合格信道以及一个扩展PAN ID,网络形成后,协调器作为网络树的根,以及与其他网络沟通的桥梁,是网络中信息的汇聚点[2]。
1.2 工作流程
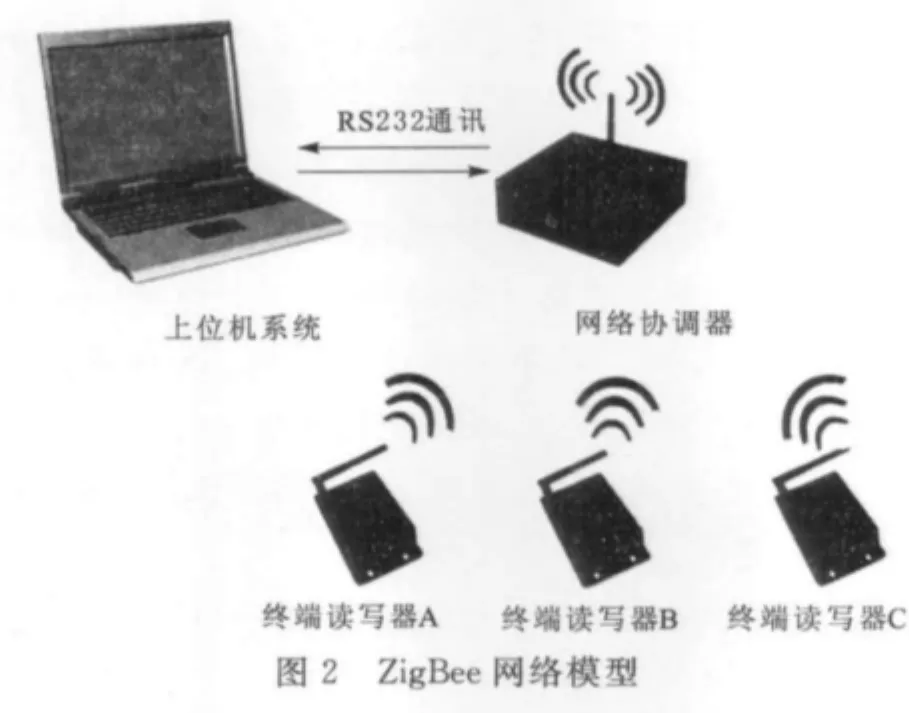
系统上电后由网络协调器发起组建ZigBee网络,并初始化网络信息,设置网络PAN ID;终端读写器在搜寻到ZigBee网络后请求加入网络,当所有终端读写器都加入网络后,ZigBee网络即进入正常工作状态,可进行数据收发任务。当生产线处于正常运行状态时,标签托盘作为能耗信息的载体,按照设定的加工工艺流程在加工线或装配线上各工位依次停留,生产线简化模型如图1所示。在起始工位位置安装的终端读写器主要完成对标签托盘信息初始化的工作,将生产线代号、加工产品代号和产品批次代号写入标签中,并将初始工位的能耗值写入标签托盘。在完成后续相应工位的加工任务后,该工位处安装的工位读写器将会向标签中写入能耗值,标签托盘随传送带进入下一工位。在进入生产线的终端工位后,安装在此处的终端读写器首先需要完成对标签初始化信息的验证工作,在确认信息与设定值匹配后,向标签托盘中写入该工位的能耗值并读取之前所有工位对应的能耗值,同时终端读写器作为ZigBee终端节点将能耗信息发送至网络协调器;网络协调器在完成数据接收后,经过处理,以串行方式发送至上位机能耗评估软件;评估软件完成对数据的最终分析和处理工作,给出能耗优化策略和生产优化建议。ZigBee网络模型如图2所示。

2 方案设计
能耗采集传输系统设计中的重要组件包含工位读写器、终端读写器和网络协调器。从功能上分析,终端读写器既具备工位读写器对RFID标签的读写功能,又具备网络协调器的数据收发功能,因此,针对采集传输系统的方案描述将以终端读写器为主体。
终端读写器主要将最后工位处的能耗值写入标签托盘,并依次读取标签托盘中存储的所有工位的能耗值以及标签的地址信息。标签地址信息主要包括生产线代号、产品代号和批次代号等。在完成对标签的读写操作后,按照约定的数据格式将生产信息和能耗信息发送至网络协调器。其硬件组成主要包括电源稳压模块、微处理器模块、能耗采集接口模块、时钟模块、状态指示模块、复位模块、操作按键、外部通讯接口、RFID射频模块和ZigBee模块。具体组成如图3所示。状态指示模块为系统的工作状态提供直观的指示功能,当系统工作正常时绿色指示灯间歇闪烁工作,当系统出现故障时,红色指示灯闪烁,并根据闪烁频率的差异表明故障产生的原因。

图3 终端读写器结构
2.1 硬件设计
由于读写距离近,同时为降低读写器间的相互干扰,终端读写器射频模块采用低频125kHz设计方案,射频器件采用EM Microelectronic公司的EM4095芯片。EM4095通过天线连续发射射频载波信号,为电子标签提供能量,激活电子标签;在工作模式下主要实现对发射信号的调制,将数据通过天线传送给电子标签;同时通过天线接收电子标签返回信号,并对接收的信号进行解调,从而得到电子标签中的数据[3],传送给微处理器进一步处理。射频收发电路原理如图4所示。LA(天线电感值),C1,C2,C3,C4和C5组成LC串联谐振天线,谐振频率为f=1/(2π),其中C0=C1‖C2‖C3+C4‖C5。天线的工作电流与谐振电路Q值有关,可在天线线圈LA上并联一只电阻,调节Q值。

图4 EM4095射频收发模块
ZigBee模块的主控部分采用TI(德州仪器)公司最新的CC2530芯片。相比以前的CC2430产品,CC2530的RF性能更加优越,在存储空间上具有32kB/64kB/128kB/256kB的可编程 Flash和8 kB的RAM并且支持多种协议。CC2530芯片满足以ZigBee为基础的2.4GHz ISM波段应用,具有低成本、低功耗的特点。芯片内部结合一个高性能2.4GHz DSSS(直接序列扩频)射频收发器核心和一颗工业级小巧高效的8051控制器,用于搭建功能健全、价格低廉的网络节点[4]。
在ZigBee收发模块天线设计上采用PCB印刷天线和Whip天线2种方式。PCB印刷天线成本低、尺寸小,因此在系统调试过程中可直接采用PCB天线,但印刷天线通讯距离较近,达不到工业场合需求,实际运行中采用外接 Whip天线。由于PCB天线设计工艺复杂,芯片提供商一般会给出参考设计。在此系统中,PCB天线按照芯片厂商给出的参考图来设计,如图5所示。

图5 CC2530微带Balun的PCB图
2.2 程序设计
终端读写器主要任务包括:通过对标签数据的读写,获取生产线上各工位加工或组装的能耗信息;将获取的能耗信息按照约定的数据格式发送至网络协调器。其中前一部分工作主要是对RFID射频模块的操作,后一部分工作主要是对ZigBee模块的操作。系统上电后完成初始化工作,主要包括I/O端口初始化、时钟初始化和通讯接口初始化。作为ZigBee节点首先需要搜寻网络,寻找路由节点或者网络协调器,在搜寻到网络的存在后请求加入网络,网络协调器为其分配网络ID,在收到网络协调器的应答后将自身节点对应的端点号、簇号等信息发送至协调器[5]。在加入网络成功后终端读写器需要完成对标签的读写,若标签托盘尚未进入最后工位,读写器则处于休眠模式,在检测到标签托盘进入最后工位并完成该工位的加工任务后,读写器首先对标签托盘进行读操作,验证标签地址信息,包括生产线代号、产品代号和批次代号,在确认以上信息均正确的情况下进行写操作,将该工位的能耗值写入对应的标签地址中,并读取该标签托盘中存储的其他工位能耗信息。终端读写器根据约定的数据格式将所有的能耗信息通过ZigBee模块发送至网络协调器。在收到网络协调器发送的应答信号后进入休眠状态,等待下一个标签托盘唤醒。终端读写器程序流程如图6所示。

图6 终端读写器程序流程
3 能耗分析
能耗数据采集工作主要是为能耗评估软件提供参考数据,针对能耗数据的深度分析才能给出合理的优化方案。因此,设计开发了基于PC平台的能耗评估软件。该评估软件能够记录不同生产线不同工位的能耗信息,并以变化曲线的形式直观表示能耗的变化过程。通过统计产品的总能耗超标率以及各工位能耗超标率找出能耗较高的工位信息,并针对该工位的加工工艺进行优化,从而达到降低生产能耗的目的。
同时通过该评估软件可实现对加工设备稳定性进行分析。如图7所示,工位1超标0.13kW·h,占总超标的13.58%;工位2超标0.45kW·h,占总超标的47.02%;工位3超标0.10kW·h,占总超标的10.45%;工位4超标0.107kW·h,占总超标的11.18%;工位5超标0.17kW·h,占总超标的17.76%。可以看出,工位2超标率最高,说明实际能耗值比理论能耗值高很多,应对工位2处的加工设备进行检查,在设备故障没有完全凸显的时候及时维修,从而降低设备维护成本,延长设备使用寿命。
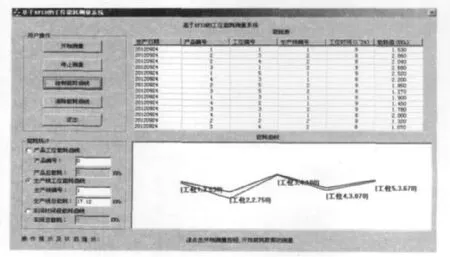
图7 工位能耗超标率
4 结束语
论述了RIFD技术和ZigBee技术在生产过程中实现能耗采集监测的具体方式,并对能耗评估系统中的信息采集传输部分工作流程作了详细说明。同时对RFID读写器和ZigBee节点的硬件设计方案进行了分析,并给出了程序流程图。最后结合实际运行过程中采集的能耗数据以及能耗评估软件给出的能耗变化曲线,证明了采用此种数据交互的方式是有效的,并且其可靠性以及稳定性也得到了一定的验证。
[1]陈佳贵,黄群慧,钟宏武,等.中国工业化进程报告[R].北京:社会科学文献出版社,2008.
[2]沈建华,郝立平.STM32W无线射频ZigBee单片机原理与应用[M].北京:北京航空航天大学出版社,2010.
[3]EM Microelectronic.Read/Write analog front end for 125kHz RFID basestation[Z].2009.
[4]Texas Instruments.CC253xsystem-on-chip solution for 2.4GHz[Z].2009.
[5]高守玮,吴灿阳,杨 超,等.ZigBee技术实践教程[M].北京:北京航空航天大学出版社,2009.
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
车迷(2018年11期)2018-08-30
海峡姐妹(2018年3期)2018-05-09
公民与法治(2016年10期)2016-05-17
杭州(2015年9期)2015-12-21
少儿科学周刊·少年版(2015年2期)2015-07-07
中国交通信息化(2014年4期)2014-06-05
北京航空航天大学学报(2013年6期)2013-12-19