
SQ37 切丝机烟丝宽细不均问题改进
2013-07-14 09:53朱东华白延洪
设备管理与维修 2013年6期
朱东华 白延洪 李 伟
作者通联:陕西中烟工业有限责任公司延安卷烟厂制丝车间 陕西延安市宝塔区姚店工业园区 716000
E-mail:zdhya1536@sina.com
一、问题的提出
陕西中烟工业有限责任公司延安卷烟厂SQ37 切丝机在生产过程中长期存在烟丝宽度不均匀问题,观察、分析后认为主要原因是切丝机来料流量不稳定,若来料流量过小无法满足烘丝机流量需求而频繁断料,每次断料,切丝机会反复启停,刀辊在惯性力作用下,就会不断产生宽度小于0.5mm的细丝;来料流量过大则造成刀门超高后自动停机,程序中设定切丝机再次启动时,须进行3~5s的退料过程,此时切丝机进料系统已形成坚实的"烟饼",变得松散,再次切制就会出现细丝。切丝机来料流量不稳定,不仅细丝量较多,而且烟丝韧性会明显降低,并在切丝机后工序中形成大量碎丝和烟尘。经检验,小于0.5mm的细丝进入下道干燥工序后就会成为烟土被除尘系统抽走,这样增加烟叶消耗和生产成本。经过调研,采取多种改进措施,解决了烟丝宽细不均匀问题。
二、改进措施
1.调整切丝机进料仓内推烟板位置
将推烟板调整位置分为3 段,当推烟板上端固定点处于调节位置的1/3 时,烟叶在进料仓容易堆满,高位光电管频繁动作,导致进料振槽频繁启停,使物料瞬时流量不稳定,此时切丝机进料系统因光电管频繁动作出现瞬间断料,在惯性力作用下,每次启动或停止,均会产生细丝;当推烟板上端固定点处于调节位置2/3 时,料仓容积比较适中,堆积最为理想;当推烟板上端固定点处于调节位置最末端时,进料仓空间增大,物料在堆积过程中容易向后倒,进料当中容易出现“空穴”,物料到门口形成的"烟饼"密度不一致,出现宽丝或“跑片”;而且物料在下落时,将料仓力的空气向上反冲,进料口漏料严重,影响机身环境。
带动推烟板运动的减速机频率不宜过大或过小,频率过大,物料没有缓冲余地就被推进,容易出现“空穴”;频率过小,物料在形成“烟饼”时的密度不足,在切制过程中也会出现“跑片”现象,一般调至80次/min 较为合理。
2.稳定切丝机气动系统压力
切丝机电气控制系统采用电气和压缩空气交互控制,气动系统压力主要指刀门压力和气动离合器压力。刀门压力偏高,切丝机上排练系统对物料挤压过量,物料被铜排链输送到刀门口时受阻,刀门四周的物料比刀门中央物料速度减慢,切制中会产生细丝;刀门压力偏低,物料会压不实,切制中又会产生宽丝或“跑片”。
在气动三联件后端并联1个比例减压阀,实时稳定供气压力,改进后,刀门压力稳定在0.52~0.55MPa 时细丝量减少。但要注意定比阀压力设置不宜过高,当气压低于定比阀的设定压力时,切丝机容易出现自动停机现象。气动离合器在压力不稳定情况下,容易产生打滑现象,离合器复合不良,导致细丝量增加。通过优化气控系统结构,更换新型电磁控制阀和两位三通阀,提高了气动离合器工作性能,消除了离合器打滑现象。
3.增设HW20型红外式距离探测器
卷烟厂两台SQ37 切丝机产生的细丝主要是额定流量与后续烘丝机的额定流量不匹配,造成切后烟丝在喂料机里出现料满现象,导致切丝机频繁启停,使切出的烟丝宽度低于标准要求,<0.5mm 以下的细丝增多。
在喂料机安装HW20型红外式距离探测器(图1),修改PLC 控制程序,在生产过程中,最大限度减少切丝机启停次数。PLC根据探测器传送的信号实时控制刀辊运行频率,从而改变切丝机的产量自动跟踪喂料机流量,保证喂料机中的烟丝既能满足烘丝机不断料,又不会使喂料机料满。在喂料机尾部安装HW20型红外式距离探测器,并且对PLC 控制程序进行修改,在生产过程中,最大限度减少切丝机启停次数,PLC 控制器根据雷达探测器传送的信号实时控制刀辊的运行频率,从而改变切丝机的产量来自动跟踪烘丝机前喂料机的流量。这样切丝机在生产过程中始终处于运行状态,喂料机中的烟丝既能满足烘丝机不断料,又不会使喂料机料满,从而大幅度减少切丝机频繁启停次数和产生细丝量。

图1 设备布置示意
经过大量测试和经验摸索,将喂料机在生产过程中的存储功能分为3个阶段,分别控制刀辊转速,解决正常生产中该流水线作业的流量匹配问题,相关程序如下。
(1)第一阶段(图2)。当喂料机中物料填充为0%时,PLC 自动赋值44 至刀辊变频器,使切丝机刀辊转速为280r/min,刀辊变频器工作频率44Hz,系统估算产量为5200kg/h。

图2 PLC 程序(第一阶段)
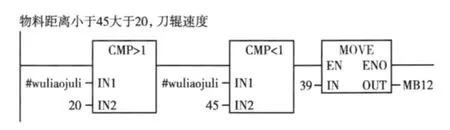
图3 PLC 程序(第二阶段)
(2)第二阶段(图3)。当喂料机中物料填充为20%时,PLC自动赋值39 至刀辊变频器,使切丝机刀辊转速为260r/min,刀辊变频器工作频率39Hz,系统估算产量为4600kg/h。
(3)第三阶段(图4)。当喂料机中物料填充为85%时,PLC自动赋值25 至刀辊变频器,使切丝机刀辊转速为200r/min,刀辊变频器工作频率25Hz,系统估算产量为3800kg/h。

图4 PLC 程序(第三阶段)
三、改进效果
在喂料机安装HW20型红外式距离探测器后,切丝机启停次数大幅减少,2011年6—12月份改造前后4个牌号的月平均细丝率和合格率数据见表1,改造后细丝率明显降低,烟丝质量提高,达到预期目的。

表1 烟丝数据对比
猜你喜欢
航空工程进展(2022年1期)2022-02-22
佳木斯大学学报(自然科学版)(2022年1期)2022-01-14
南方农机(2021年9期)2021-05-18
湖南城市学院学报(自然科学版)(2021年2期)2021-04-24
中国设备工程(2018年6期)2018-03-27
中国机械工程(2017年1期)2017-02-10
现代商贸工业(2016年23期)2017-02-04
现代农机(2016年6期)2016-02-08
黑龙江工业学院学报(综合版)(2015年5期)2015-12-12
读者(2015年20期)2015-05-14
