不透明瓶质量视觉检测系统研究
2013-07-19 08:44潘星宇王耀南张辉龚权华
计算机工程与应用 2013年19期
潘星宇,王耀南,张辉,龚权华
湖南大学电气与信息工程学院,长沙 410082
不透明瓶质量视觉检测系统研究
潘星宇,王耀南,张辉,龚权华
湖南大学电气与信息工程学院,长沙 410082
目前,国内对于空瓶检测机器人的研究主要有湖南大学的智能空瓶检测机器人系统[1],浙江大学的基于DSP的空瓶图像检测系统[2]等。空瓶检测机器人主要用于透明瓶的质量检测关节。但是针对不透明瓶的内壁视觉检测,还没有广泛的应用。
回收瓶的清洗质量控制程度不一,洗瓶工序有洗瓶、杀菌、消毒、清水冲洗等[3],洗瓶后洁净度不能达到保证,往往残留污迹和杂质,而瓶内部与灌装的液体接触,对其清洁度要求极高。因此,清洗后的空瓶需要经过严格检测以保证出厂质量。目前,国内玻璃瓶生产厂家大多采用原始的人工灯光目测法[4]。不透明瓶人工灯光验瓶过程复杂,因为瓶壁不透明,只能从瓶口向瓶内目视的方法来检测,该方法不仅动作繁琐,效率低,准确性差,而且检验标准也很难达到一致[4]。
本文创造性地研究了针对不透明玻璃瓶内壁检测的视觉系统,重点研究了动态的光学成像系统、系统整体框架的方案设计。研究的对象是128 mL圆柱形白色不透明回收瓶,研究内容是回收瓶内壁和底部的污迹与杂质检测。该系统采用了视觉传感、数字图像处理、模式识别、人工智能等技术,其原理是通过对内壁图像进行分析从而得到所需检测信息:合格与不合格。该方法具有检测速度快,标准统一,检测效果好等优点[5]。
1 体系结构设计
1.1 检测原理及系统结构
基于机器视觉的不透明回收瓶内壁检测机器采取圆盘间歇式运行方式,如图1所示。导入轮盘周期性地将8个空瓶等间距地导入主轮盘。相机托盘电机控制相机和反光镜一起运动,衔接杆使反光镜与瓶口进行对接,将反光镜伸入瓶内,同时搓瓶电机带动空瓶匀速旋转,主轮盘上方8台高速CCD相机被触发,利用反光镜成像原理采集多帧图像。到达瓶底检测工位时,安装在瓶口上方的相机,触发采集瓶底图像。利用图像中污迹与洁净瓶灰度值上的差异,提取污迹特征值,根据专家决策算法识别污迹,在分拣处实现正、次品分离。

图1 不透明回收瓶质量检测机器机械结构图
不透明回收瓶内壁检测机器主要由以下几个部分构成。
(1)导入轮盘:负责调整待检产品的间距,调整传送方向,导入轮盘分别与输入导轨、主轮盘相切。
(2)主轮盘:瓶体托盘由伺服电机控制,带动回收瓶匀速旋转。主轮盘上方有集相机和反光镜于一体的相机托盘,伺服系统控制相机托盘上、下运动,使反光镜在瓶内上、下动作。
(3)导出轮盘:将内壁检测完后的回收瓶导出,传入直线式生产线。
(4)瓶底检测工位:待检产品到达瓶底检测工位时,频闪光源被触发,同时触发相机抓拍瓶底图像。
(5)分拣机构:次品到达分拣工位时,气动电磁阀动作,快速将次品击入次品轨道,从而实现正、次品的分离。
(6)系统保护:系统中设计了各种限位保护,一旦出现机械碰撞,则自动急停。系统具备声光报警功能。
1.2 光机电一体化控制系统设计
考虑到整个系统需要对9台高速CCD相机的图像并行运算处理,为了实现高速实时检测,开发了2台IPC并行运行+PLC的工作模式。IPC负责图像检测识别,PLC负责底层的运动控制。系统主要由图像采集模块、运动控制模块、分拣模块、安全保护模块、控制器模块等组成,光机电一体化控制系统结构图如图2所示。
(1)图像采集模块:两台IPC负责相机数分别是5台和4台。图像由千兆网传输至IPC,一帧图像的采集、传输时间在20 ms左右,满足速度的要求。

图2 光机电一体化控制系统结构图
(2)控制器模块:2台IPC和1台PLC;PLC负责底层的电气运动控制。图像处理在IPC中进行,IPC之间通过交换机进行通讯。软件设计采取多线程技术,每台相机的图像处理绑定一个线程,并行运算互不干扰,在周期之内将检测结果信号发送给PLC。
(3)运动控制模块:主轮盘伺服电机控制主机间歇式运行的速度;相机托盘伺服电机控制相机和反光镜于一体的托盘做上、下运动;搓瓶伺服电机控制空瓶匀速旋转,确保相机视野覆盖整个瓶内壁区;进、出瓶轨道电机为简单的变频控制。
(4)分拣模块:光电传感器采集检测对象的位置信号。气动电磁阀击出器将次品推入次品轨道。
(5)安全保护模块:保证系统的安全稳定运行,系统中设计了限位开关,有效预防机械的硬碰撞,以及安装了故障报警等装置。
各模块之间相互配合、协调工作。图3给出了主轮盘速度ν0、相机托盘速度ν1、搓瓶电机速度ν2、相机触发脉冲u与时间t的时序图。系统间歇式运转,主轮盘加速-均速-减速实现周期内进瓶;相机托盘加速下降至检测区域后均速运动;搓瓶电机均速转动,同时触发相机拍取空瓶的序列图像;获取图像完毕,相机托盘加速返回原点,同时搓瓶停止,相机停止触发,完成一个周期的动作。
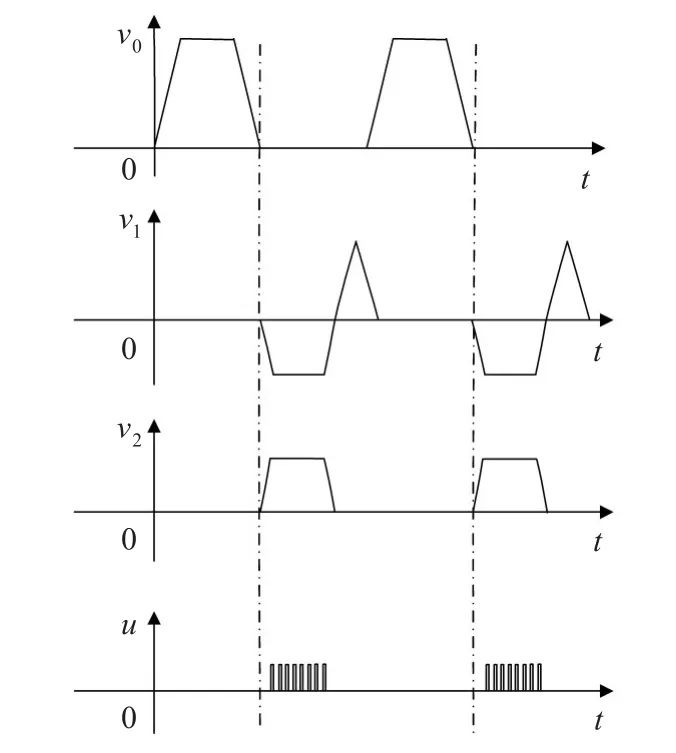
图3 电机速度与时间的关系图
1.3 光学成像系统
机器视觉检测效果取决于检测对象的成像效果和图像识别算法的设计。结合不透明瓶内壁视觉检测系统检测对象的特点,设计了背光检测瓶内壁,高角度环形光源检测瓶底的方式。
检测对象为不透明的白色玻璃瓶上的污迹或异物,光线透过瓶壁经过瓶内反光镜反射,将瓶内壁视野反射入相机感光片成像,光源选择穿透能力最强、波长最长的红色光。由于LED光源具有稳定性好,功耗低,响应速度快,寿命长等优点[6],因此该内壁视觉检测系统选用红色的LED背光光源。红色的背光光源安装方向与被检测的空瓶平行,且安装在大轮盘的外围。
内壁成像系统示意图如图4所示。瓶内壁视野由45°的反光镜片反射入相机。(1)为原点状态,相机在最高点,等待空瓶进入检测工位;(2)为图像采集,相机和反光镜一同均速下降,搓瓶电机带动瓶体托盘均速旋转,同时触发相机拍照;(3)为回原点,图像采集完毕,相机托盘上升以大加速度回原点;(4)回到原点,等待下一次周期的采集。

图4 瓶内壁成像系统示意图
在瓶底检测工位采用蓝色频闪的给光方式,频闪光源有使用寿命长,稳定性好,相比于连续性光源成像效果明显的优点;打光的位置置于瓶口与相机之间,采用高角度的环形光源,使得光线尽可能均匀地照射在瓶底区域,以获得污迹与瓶底的高对比度图像。瓶底成像示意图如图5所示。
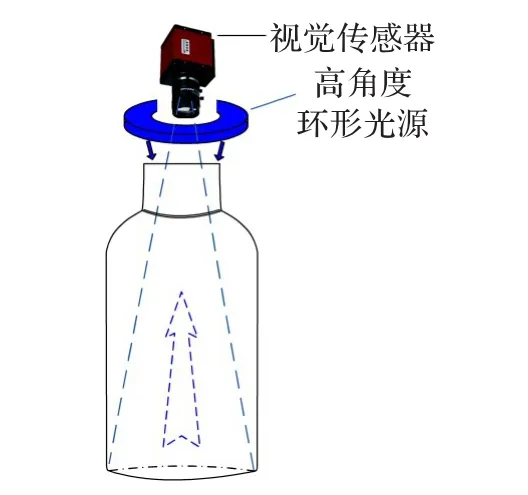
图5 瓶底成像示意图
2 机器视觉检测算法
不透明回收瓶内壁检测系统是机器视觉和数字图像处理技术在生产实践中的典型应用。本文研究的是高速生产线在线实时视觉检测系统,在满足检测要求的情况下,寻求速度最大化,因此研究快速、简单有效的处理算法是本系统的难点之一。
系统中有瓶内壁检测工位和瓶底检测工位,检测对象的瓶身和瓶底都是圆形,因为内壁是通过圆形的反光镜成像,所以两检测工位图像的处理都归于圆形检测区域中污迹的提取。工业高速检测过程中,检测对象是运动的,成像位置也会发生轻微的变化;且CCD相机与检测对象之间的距离恒定,所以检测对象是在圆心未知、半径已知的圆形检测区域内。两检测工位采取相同的检测算法,但在某些参数设置和阈值的选取有所区别,检测算法流程图如图6所示。
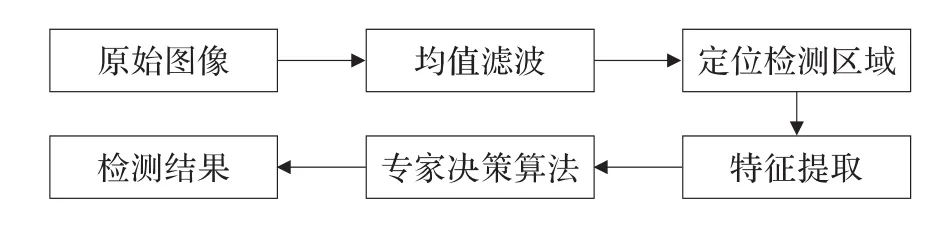
图6 检测算法流程图
(1)图像预处理:由于外界光的干扰和机械抖动等都会对图像造成干扰。采取中值滤波器消除噪声干扰,用该像素的相邻像素的灰度中值代替该像素的值。Sxy表示以(x,y)为中心,m×n邻域内的像素元素。

式(1)中,g(s,t)为该像素的灰度值,(x,y)采取中值滤波器后该像素的灰度值。
(2)检测区域的定位:检测圆的经典算法是Hough变换[7],Hough变换具有很强的鲁棒性,可以搜索信息不完全或出现噪声的图像,但是计算量大,占用内存多,不满足在线内壁检测系统对速度的要求。重心法[8]计算圆心位置具有一定的可行性,但是对于出现大片污迹、异物的缺陷图像,重心法求得的圆心与实际的圆心存在较大的偏差。针对检测对象的特殊性,本文设计了一种120°交叉投影中值法,该方法具有执行速度快,不受大面积污迹缺陷图像的干扰和定位准确等优点。
2.1 消除反光干扰
本系统获取的图像存在光源反光干扰比较严重,灰度值从圆心向四周发散逐渐变小等不足,且反光区灰度值明显低于检测区域。为消除该干扰,本文首先求取原始图像f0(x,y)的直方图CVCalcHist,结果如图7(b)所示,Xd为灰度值,H(Xd)统计不同灰度值Xd的次数。在直方图中求检测区域与反光区域零界点灰度阈值,即图7中(b)图由右向左的第一个波谷的值,将其作为零界阈值。用CV_THRESH_TOZERO对图像进行归零二值化,去除反光区,得到图像f1(x,y)。
2.2 120°交叉投影求圆心坐标
对图像在两两相差120°的3个方向进行投影,获得结果为n行1列或1列n行的矩阵。采用单位步长,从0到n-1进行搜索,矩阵元素值大小与步长成抛物线变化,其中一个方向的投影结果如图7(c)所示,S(x)为x轴投影方向上统计的灰度值总和。圆形边缘区域边界是检测对象与背景的交界,灰度值会有突变,根据这一特性,求该方向的边界点。为了避免孤立噪声点、边缘噪声点的干扰,连续3个点的值都有突变时,确定第一个点为边界点,结果如图7(c)中的a、b两点。根据两点坐标求均值,得到投影方向上中心线l1。如果a、b之间的距离远不在实际的半径范围浮动,则舍去;改变投影角度后,继续重新求解,直到求得投影方向的中心线。另外两个方向求得准中心线l2和l3。相差120°投影法的优势:圆心计算结果不受区域内污迹的影响。

图7 图像处理过程结果图
如图8所示,不同投影方向的坐标变换。设f1(x,y)是原始图像,在其y方向上投影,得到准中心线函数l1:y=k(k为常数);原始图像以(0,0)为原点,逆时针方向旋转θ°,得到新的图像f′(x,y),其坐标计算公式(2)、(3)所示:

在f′(x,y)中用投影方法,求得准中心线l2'=y′,经反变换得到准中心线l2,如式(4)所示:
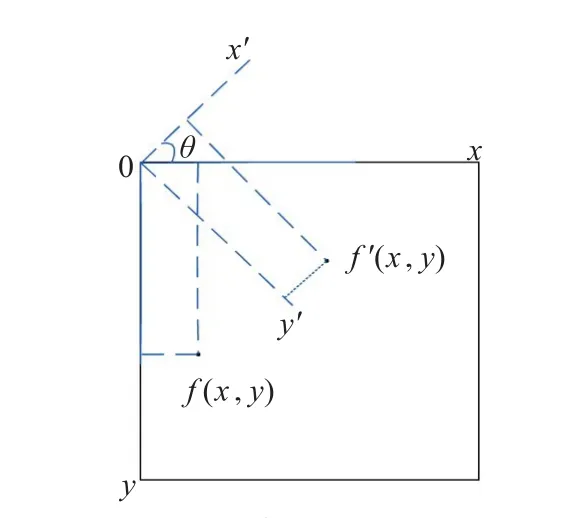
图8 坐标变化示意图

根据l1,l2,l3的函数,求3条直线的相交点坐标为(x1,y1),(x2,y2),(x3,y3)。最后求3交点的坐标均值,得到圆心坐标((x1+x2+x3)/3,(y1+y2+y3)/3),即圆心O0(x0,y0)。
根据圆心坐标O0(x0,y0),已知半径r,得到检测区域,如图7(d)所示绿色圆形。
为了形象说明120°交叉投影中值法,给出示意图如图9所示。图中箭头代表投影方向,圆边上的实心点代表根据投影计算出不同方向上圆的边缘点,虚线为投影方向上的准中心线。
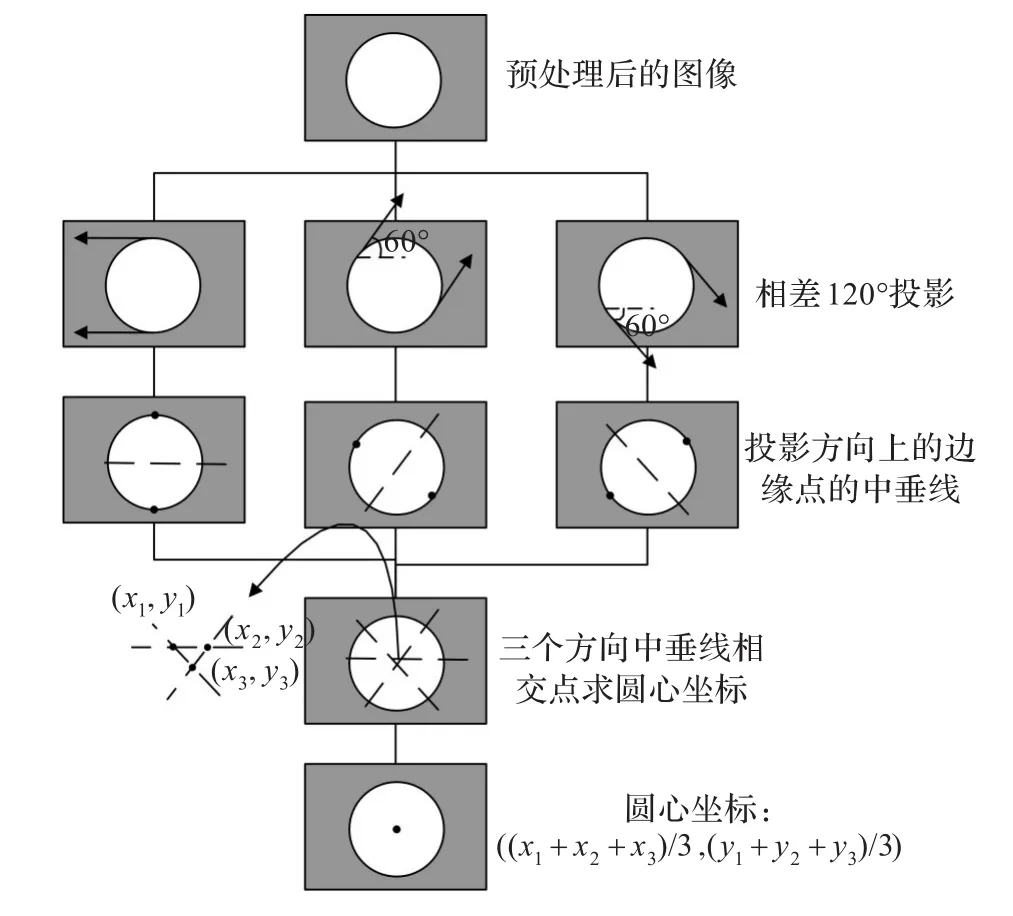
图9120 °交叉投影中值法
2.3 特征提取
(1)平均灰度值Tˉ与给定阈值T0(正常生产环境下,合格品的平均灰度值)之差。

其中,D为定位检测圆,(x0,y0)为圆心,r为半径。
(2)相邻像素点灰度值之差大于阈值T1的像素点为Ri,以3×3为模板包含5个像素点Ri的个数。
(3)以3×3为模板包含5个像素点的灰度值均小于阈值T2的区域数量。
阈值T1和T2的计算,根据污点与背景的灰度值分布情况来确定。为了适应污点面积小,分散分布的情况,且方便搜索污点与背景在直方图中的变化规律,将标定的检测圆形区,以圆心为中心点,垂直、水平划分为4个区域,分别求直方图,如图10所示,图10(b)中Xr为灰度值,H(Xr)为统计不同灰度值Xr的次数。

图10 检测区域中直方图
自适应阈值算法步骤如下:
(1)图10(b)中,背景区域灰度阈值在一定范围内浮动,存在明显的跳变特征。搜索得到背景区的灰度值变化范围B0∈(H3,H4)。
(2)污点区相对于背景区,直方图会有小波峰的特点,且在背景区的两端。搜索得到污点区的灰度值变化范围为B1∈(H1,H2)。
(3)避免污点的漏检,阈值T1大于最小的背景区阈值与最大的污点区阈值之差即可。近似估算为T1=H3-H2,阈值T2=H3。
2.4 专家决策算法
不透明瓶质量检测系统是工业工程应用,实际的检测速度达160瓶/min,在时间上经典的复杂算法难以胜任,为此采取专家决策算法[9]检测速度快,检测效果好等优点。首先建立一套判定规则库,污点特征量根据规则库中的规则进行判定,然后与给定阈值进行对比,最终得到检测结果,用于不透明瓶质量检测专家决策算法,如图11所示。

图11 用于不透明瓶质量检测的专家决策算法
本系统中,洁净区为白色高灰度值,污点的灰度值低于洁净区的灰度值;当光源不变,相机参数设定之后,所有检测对象洁净区的灰度值基本保持不变。根据以上特性,检测过程中针对块状的污点,可以选择特征(1),在污点区域内其平均灰度值低于正常情况下给定阈值;当污点对比不明显时,根据特征(2)判断污点区平均灰度值与给定的洁净图像平均灰度值之差,根据结果进行识别;对于污点面积很小且分散分布时,可选择特征(3),其灰度值小于阈值T2的区域数量,统计小面积污点的个数。
3 实验结果与分析
运行环境:工业相机MVC600DAM/C-GE60,IPC(Inter CORE i5 2430,4 GB内存),SIMATIC S7-300,千兆网卡,CCS环形光源和面光源。软件系统在Window XP SP3系统中设计,利用C++开发环境,结合OpenCV机器视觉库开发。以某灌装瓶回收加工厂128 mL白色不透明瓶作为测试样品,随机挑选该样品中的500个进行测试。视觉检测系统与人工灯光验瓶进行对比,得到的结果如表1所示。
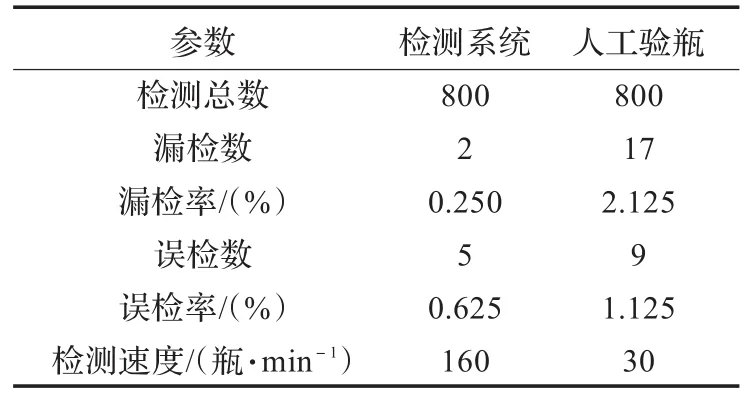
表1 测试结果
从表1中可以看出,视觉检测系统的漏检率0.25%低于人工验瓶2.125%,误检率0.625%低于人工1.125%,得出机检正确率为99.125%,人工验瓶为96.75%,且在检测速度上机检速度远高于人工验瓶。所以,机器检测效果优于人工验瓶,可以取代人工验瓶。本文设计的不透明回收瓶内壁检测系统能够满足回收瓶生产厂家的要求,解放了劳动力。
漏检数5个,主要的原因是在制作工艺的差异导致瓶壁不均匀,有些瓶壁薄厚不一,成像中灰度值有较大的差异,导致误检。因此,今后的研究方向主要是减少误检率,提高整体检测性能。
4 结束语
目前,国内没有关于不透明回收瓶内壁视觉检测技术的研究,本文设计了基于机器视觉的不透明瓶内壁视觉检测系统,从机械结构原理、自动控制系统的设计、光学成像系统、视觉检测算法等方面进行了深入研究,解决了现有人工灯光验瓶方法存在的检测效率低,一致性差等问题,实现了回收瓶生产线上的高速检测。最后,用实际的128 mL的样品进行了大量的测试,结果表明该检测系统的检测效果明显优越于人工灯检,能够满足自动化生产的要求。
[1]段峰,王耀南,刘焕军.基于机器视觉的智能空瓶检测机器人研究[J].仪器仪表学报,2004,25(5):624-627.
[2]蒋庆,蔡晋辉,周泽魁.基于DSP的空瓶图像检测系统[J].科技通报,2003,19(5):424-427.
[3]倪晓东.我国食品用玻璃包装行业质量问题及对策[J].中国包装,2010,30(1):45-49.
[4]陈常祥.基于计算机视觉的玻璃瓶缺陷在线检测系统的研究与实现[D].桂林:广西师范大学,2007.
[5]张辉,王耀南,周博文.基于机器视觉的液体药品异物检测系统研究[J].仪器仪表学报,2009,30(3):548-553.
[6]张磊.关于LED新发展探讨[J].电子质量,2011(1):68-70.
[7]孙亦南,刘伟军,王越超,等.一种用于圆检测的改进Hough变换方法[J].计算机工程与应用,2003,39(20):35-37.
[8]孔兵,王昭,谭玉山.基于圆拟合的激光光斑中心检测算法[J].红外与激光工程,2002,31(3):275-279.
[9]刘焕军,王耀南,段峰.空瓶的智能检测算法研究[J].湖南大学学报:自然科学版,2005,32(1):20-24.
PAN Xingyu,WANG Yaonan,ZHANG Hui,GONG Quanhua
School of Electrical and Information Engineering,Hunan University,Changsha 410082,China
With regard to the problems of low detection accuracy and high labor cost in the traditional detection of opaque bottles, automatic inspection system based on machine vision is studied.This paper researches the mechanical and electrical control system structure of the detection system for the inner wall,and develops the dynamic imaging system.It puts forward the middle-value positioning method based on the 120°cross-projection to make an identification by adopting an expert-deciding algorithm according to the inner wall stains,impurities gray value distribution characteristics.The 128 mL opaque white bottle is selected for testing the object.The correct detection rate at 99.125%is much higher than the artificial lighting inspection.
machine vision;quality detection of opaque bottles;stains identify
针对不透明玻璃瓶传统灯检方式检测精度低,人力成本高的问题,研制了一套基于机器视觉的自动检测系统。研究了内壁检测系统的机械与机电控制系统结构,开发了动态成像系统;提出了基于120°交叉投影中值定位方法,根据内壁污迹、杂质灰度值的分布特征采取专家决策算法进行识别。选择128 mL不透明白色回收瓶为对象进行测试,检测的正确率在99.125%以上,远高于人工灯光验瓶。
机器视觉;不透明瓶质量检测;污迹识别
A
TP391.4
10.3778/j.issn.1002-8331.1205-0362
PAN Xingyu,WANG Yaonan,ZHANG Hui,et al.Research on quality detection system for opaque glass bottles based on machine vision.Computer Engineering and Applications,2013,49(19):265-270.
国家自然科学基金重点项目(No.60835004);国家高技术研究发展计划(863)(No.2007AA04Z244);湖南省研究生科研创新项目(No.CX2009B0703)。
潘星宇(1988—),男,硕士研究生,研究方向为机器视觉与图像处理;王耀南(1957—),男,博士,教授,研究方向为智能控制,模式识别等;张辉(1983—),男,博士研究生,研究方向为工业机器视觉,数字图像处理。E-mail:hn_pxy@126.com
2012-05-30
2012-07-28
1002-8331(2013)19-0265-06
CNKI出版日期:2012-08-16http://www.cnki.net/kcms/detail/11.2127.TP.20120816.1046.028.html
猜你喜欢
阅读(中年级)(2022年9期)2022-10-08
小学阅读指南·低年级版(2021年4期)2021-04-20
文物季刊(2021年1期)2021-03-23
动漫界·幼教365(中班)(2020年3期)2020-04-20
数学大王·中高年级(2019年5期)2019-06-09
中国临床医学影像杂志(2019年5期)2019-01-07
新高考·高一数学(2018年8期)2018-12-03
制造技术与机床(2017年10期)2017-11-28
发明与创新·中学生(2017年10期)2017-10-17
中国食品工业(2017年2期)2017-08-22