通用加工工装结构的模块化设计*
2013-08-02 00:47黄军军王立夫桑弘鹏
机械制造 2013年2期
□ 黄军军 □ 王立夫 □ 勾 波 □ 程 浩 □ 桑弘鹏 □ 杨 毅
唐山轨道客车有限责任公司制造技术中心 河北唐山 063035
夹具在制造过程中起着重要的作用,夹具的结构、功能直接影响加工产品质量、生产效率与成本,制约新产品上市时间。
本公司近年来先后研发了时速250 km平台等动车组以及多种类型城轨项目。这些轨道车辆的车顶边梁、地板焊前件、底架边梁等长大型材件结构差异较大,断面型材种类多,工件种类达50多种,这些工件加工部位各不相同,加工定位压紧的方式也各不相同,针对小批量加工件生产特点,为了提高加工效率,笔者运用基于事例的推理方法[1],通过对夹具相似性的分析,设计了一种能适用多种型材断面的通用工装,满足多车型、小批量加工工艺要求。
1 加工件工艺分析及问题提出
轨道车辆的底架边梁、车顶边梁、地板焊前件等三大类长大型材长度尺寸在7~24 m不等,每种加工件均是左右对称结构,加工工艺性相同。因此,考虑设计一套加工工装能同时满足左、右加工件的装夹,以提高加工效率。图1为之前用的加工工装结构。

图1 某长大型材通用机械加工工装简图(部分)
该工装安装在两条纵梁上且与横梁垂直,而横梁则平行布置在机床基础导轨上,整个工装安装多个夹装单元,并左右对称布置,根据不同车型不同型材的加工工艺特点,布置数量不等的夹装单元对工件进行装夹。
上述组合工装断面图主要包含以下几个特点[2]:(1)复合夹紧机构,由倒L型压臂构成,下端通过铰接轴件与基础座连接且设置有定位销;(2)压板式垂直压紧机构,由支架件和水平压板件组成;(3)侧向夹紧机构,采用的是倒L型结构进行侧向夹紧。
从上述工装结构特点可以看出,该组合式机械加工工装存在一定不足,主要表现在该工装基础结构横梁、纵梁的位置和数量均是根据型材加工工艺特点进行布局的,因此其结构为固定式,不能根据不同车型、不同加工件进行适应性调整,因此,该组合式机械加工工装有待进一步优化改进。
2 基于事例的工装结构优化设计
通过对夹具结构特征和夹具功能分析以及企业中存在大量相似结构特征的工件事实,在保持原有工装特点的情况下对工装结构进行了适当的优化改进,提供一种通用性更强的机械加工工装来满足上述各项要求,工装适应性得到较大程度的提高,图2所示为边顶加工工装截面图。
在加工中心的基础导轨上布置相同的平行可移动式横梁,横梁两侧均带手动锁紧装置,横梁上方分布4条T型槽,用于在横梁上安装工装基础座所用。图2为结构优化设计后的工装结构截面视图,图中工装横梁上对称布置两套工装以满足左右件的同时装夹、找正、加工。下面以边顶加工工装进行阐述该工装结构优化改进的特点,该工装结构分为4个部分,分别为可移动式横梁、垂直压紧装置、支撑座组成、侧向调整装置。
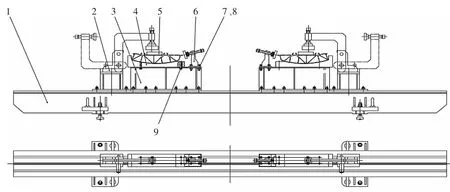
图2 边顶加工工装截面图
(1)可移动式横梁。在加工中心导轨上布置可移动式横梁,根据待加工件长度通常采用5~8组即可,横梁上设置有T型槽,用于安装垂直压紧装置、支撑座组成等,侧向安装4个手动锁紧装置,用于对横梁位置的锁紧。每组横梁上可安装左右两套加工工装,便于对称件的装夹加工。
(2)垂直压紧装置。采用一倒L型压臂及垂直压紧机构,增加了倒L型压臂连接底座,采用两排销孔定位,压臂长度可根据工件特点及加工工艺要求自行调整设计,在工件上方可垫压夹垫块,防止工件上压夹位置产生压痕。
(3)支撑座组成。由支撑座和支撑块组成。支撑座采用钢板焊接而成,上下表面需精加工,底座长×宽尺寸为:700 mm×140 mm,底座上有双排6个螺纹孔与横梁的T型槽通过螺栓固定;支撑座上安装有定位支撑块,通过定位销连接,每个定位块采用2个定位销,斜对角布置;定位支撑块采用聚四氟乙烯材质制作,按照待加工工件外形轮廓加工出定位面,侧向加工出一立面,用来工件的侧向定位,定位高度根据工件外形尺寸特点而定,通常30~50 mm即可。
(4)侧向调整装置。在支撑座上安装侧向锁紧装置,将原倒L型结构侧向调整改为安装座结构,安装座与底座采用螺栓连接,上端焊接一带内螺纹圆管,通过调整螺杆达到对工件侧向的微量调整;侧向调整装置中螺杆侧向压夹角度可根据工件特点单独设计;侧向调整装置只需在工件端部的两根工装横梁支撑座上分别安装1个即可,即可达到调整工件装夹的不平行度要求。
在加工不同车型、不同截面尺寸的加工件时,只需要对支撑座上的定位支撑块或侧向调整装置进行拆装即可满足多种车型、不同截面尺寸的长大型材的加工,由于定位支撑块采用定位销定位,拆装方便,较大程度上提高了装夹效率,节省了工位,降低了工装成本。
3 应用实例及使用方法
以某型动车组边顶加工为例来说明本工装的使用方法。通常该类加工件需要去除端部、型槽及其它加工部位等。因此,工装横梁根据工件长度大致均匀布置即可,以型槽朝上压夹,将工件吊至工装上,手动推工件侧面与工装块侧向立面密贴,然后预压紧垂直压紧装置,侧向调整装置对工件侧向进行预紧,测量工件与工作台的不平行度,调整侧向装置对工件侧向进行微调,然后压紧垂直压紧装置,对工件进行压紧。然后铣削工件,加工完成后松开侧向调整装置、上部压紧装置,清除铝屑吊出工件至存储区域。装夹、加工效果如图3所示。

图3 边顶装夹、加工效果图
4 工装展望
结构优化后的工装达到模块化设计的要求,装夹单元安装在可移动的横梁上,横梁位置调整非常灵活,通过更换支撑座上的定位支撑块,可使装夹装置适应多种断面结构的型材加工,同时也可适应多种截面的长大组焊件的加工。因此,该工装结构大大扩展了加工件范围,对于多种加工件均可灵活改造使用。图4所示为该工装结构改造为B型地铁侧墙组成加工的截面示意图。

图4 B型地铁侧墙组成加工工装截面图
B型地铁侧墙组成采用通长型材组焊而成,长度为19 600 mm,需切割为3种模块长度的短侧墙,为此整体装夹布置10组横梁。从图4可看出,支撑座、压紧装置均不需改变,仅需更换定位支撑块即可满足不同型材截面的加工要求,在定位支撑块上按照工件轮廓加工出定位基准面,侧向加工出1个立面用来侧向定位,取代了侧向定位装置。工装结构达到了模块化设计,通过对定位支撑块的改造可以适应多种型材件、组焊件的加工,该改进方法可大大降低工装成本。
本工装结构简单,装夹方便,适用性广,可大大节省工位,提高设备利用率,降低生产成本,提高加工效率,目前已完成多列动车组、地铁车辆等轨道车辆长大型材、组焊件等加工件的加工,加工效果很好,有较好的应用前景。
[1] 王琪,廖文和,黄翔,等.基于事例的夹具设计关键技术研究[J].南京航空航天大学学报,2003(5).
[2] 李秀艳.高速动车组长大型材通用机械加工工装[J].内燃机车,2011(6).
猜你喜欢
北京航空航天大学学报(2021年4期)2021-11-24
上海建材(2021年5期)2021-02-12
中国建筑金属结构(2019年4期)2019-05-15
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
山东工业技术(2016年15期)2016-12-01
光学精密工程(2016年3期)2016-11-07
通信电源技术(2016年1期)2016-04-16
焊接(2016年9期)2016-02-27