集装箱正面吊臂架开裂的原因分析与修复改进
2013-08-13 06:42李宁
机械工程师 2013年4期
李宁
(哈尔滨工程机械制造有限责任公司,哈尔滨 150066)
1 引言
我公司生产的集装箱正面吊是一种港口集装箱堆码、装运机械,最大起重量46t,吊臂承受较大载荷,臂架主结构采用Q460c 高强度结构钢板[1],由上、下盖板和腹板焊接成为箱式矩形截面。本文主要通过研究吊臂开裂的原因和修复方法等几个方面探讨工程机械受力构件的焊接工艺。
2 裂纹产生原因
图1 为吊臂的裂纹位置图,裂纹主要分布在主梁上盖板臂头处(裂纹Ⅰ)和主梁下盖板铰支座两侧(裂纹Ⅱ)。根据对吊臂裂纹产生的位置进行分析,造成该裂纹主要有以下原因[2]:(1)环境温度:该吊臂的加工时间大约为12 月份左右,此时正值北方低温环境,由于焊接时温差较大,极有可能产生脆断裂纹。(2)应力集中:该吊臂是新型产品,局部结构采用尖角直棱过渡,很容易造成应力集中,长时间的工作积累就会产生裂纹。(3)加载速率:该吊臂是主要的受力构件,吊载的大部分载荷都作用其上,而且带载伸缩作用频繁,这也是造成裂纹的因素之一。
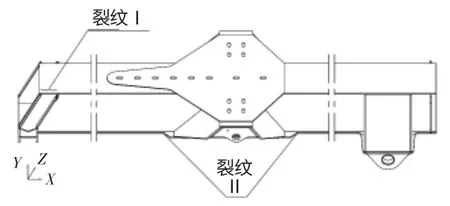
图1 吊臂裂纹示意图
3 修复方法及改进措施
根据裂纹产生的原因并结合现有的结构特点,确定总体方案:首先将裂纹处理修复,然后在此基础上改进结构上的不足。其焊接工序流程图见图2。
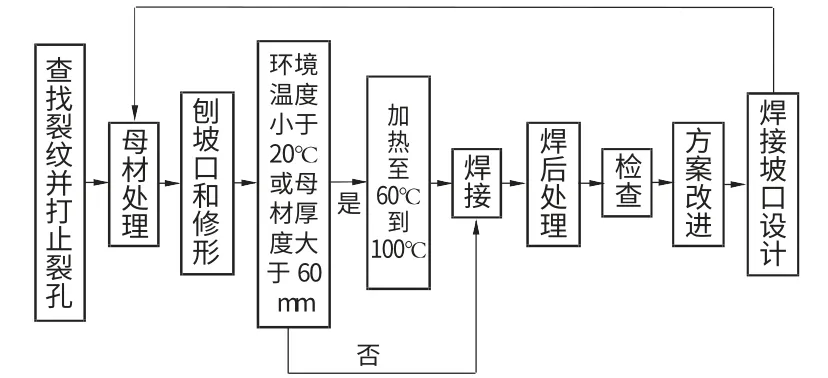
图2 焊接工序流程图
3.1 修复方法
3.1.1 查找裂纹并打止裂孔
仔细查找每条裂纹,一旦发现立即用红色油漆将裂纹标出,并将裂纹附近50~100mm 范围彻底清理干净,然后打止裂孔,防止焊缝受热后向前延伸。
3.1.2 母材处理
为提高焊缝质量,焊接前应对工件焊接部位进行除水、除油、除污处理,防止焊缝出现气孔、裂纹、熔滴飞溅和低温韧性下降等缺陷。
3.1.3 刨坡口和修形
刨坡口使用碳弧气刨进行,并注意坡口角度控制在40°~50°。用砂轮机打磨坡口凹坑,并将电焊修补面修形,修形后要求坡口面平滑整齐。
3.1.4 焊接
(1)裂纹焊接。焊接前一般要对工件进行预热,预热温度为60℃~100℃。采用分层分道焊接法对裂纹进行焊补,焊层分为打底层、填充层和盖面层共3 层[3]。
打底层:母材如未刨透,打底层可薄一些,焊层厚度4~6mm;母材如刨透,打底层要厚一些,焊层厚度6~8mm;如底缝过宽,需加4~6mm的垫板,使焊材和母材熔合。
填充层:填充层每层厚度控制在4~6mm。第一层采用直流手工焊机,后面的填充层采用CO2气体保护焊。
盖面层:盖面层厚度控制在2~3mm,盖面层宽度应超过焊缝宽度,与母材有2~3mm的重熔区域。
(2)端头焊接。端头的焊接分两步进行:第一步从侧面焊缝离端头70~80mm 处开始向端头堆焊;第二步在端头处焊接一条焊高约为10~15mm的焊缝,并且将侧面两条焊缝连接起来,形成对端头的加固。
(3)止裂孔焊接。最后焊接止裂孔,止裂孔处要高于其它焊缝2~3mm,否则容易引起重复开裂。
(4)焊后处理。焊接完毕后,要用石棉布等保温材料进行保温,使焊缝缓慢冷却。也可采用振动时效的方法对工件进行去应力处理。注意必须等焊缝缓慢冷却至环境温度后,才能使焊缝受力,否则容易导致焊缝开裂。
3.1.5 焊缝检查及修形
每道焊缝焊完要进行自检,看有无裂缝等缺陷,确认无缺陷后,方可进行下一步的工作。每条焊缝盖顶后用砂轮机修整,达到圆滑过渡。

图3 吊臂开裂处改进设计
3.2 改进措施
3.2.1 改进方案裂纹虽然修补完毕,但由于原结构形式的缺陷,裂纹可能会继续产生,所以还需进行改进方案的设计。结合使用工况从裂纹产生的原因和发展方向这两个方面对其进行改进(如图3):(1)在吊臂的臂头处加两道加强板Ⅰ,使之与侧面的筋板焊接后形成一框架结构,对臂头起到紧固作用,也从源头阻截了开裂趋势。(2)将下盖板尖角处圆滑过渡,避免应力集中。具体为两端直角处焊接加强板Ⅱ,焊接后形成一斜角的圆滑过渡。
3.2.2 焊接
加强板Ⅰ和加强板Ⅱ的坡口类型均为对称型坡口,并且与吊臂主体的焊接形式均为单边V 形焊缝,焊接步骤如前所述。
3.3 焊接注意事项
(1)随着钢材强度提高,其断裂韧性和可焊性都有不同程度下降,选材时不宜选用比实际所需强度更高的材料,不应单纯追求强度指标而忽视其它性能。
(2)构件截面、焊接接头形式尽量使力线均匀分布,避免截面突变、尖角。
(3)两个不同截面构件的对接接头应尽量平缓过渡。(4)焊接操作时,要注意焊条两侧熔池都要融化。
4 结语
由于工程机械工作环境恶劣,并且承受较大载荷,所以吊臂时常出现开裂现象,通过以上措施进行的修复和改进,效果比较明显,在实践中也经受住了考验,相信对国内同类产品的修复和改进具有一定的借鉴和参考价值。
[1]李智诚.世界常用钢号手册[M].北京:中国物资出版社,1993.
[2]史美堂.金属材料及热处理[M].上海:上海科学技术出版社,1981.
[3]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
[4]李宏亮.TB880E 型岩石掘进机刀盘开裂原因分析及修复方法[J].工程机械,2010,41(3):62-67.
猜你喜欢
山东煤炭科技(2021年9期)2021-10-14
武汉交通职业学院学报(2021年3期)2021-09-23
工程建设与设计(2020年20期)2020-11-08
石油和化工设备(2020年5期)2020-06-09
保健医苑(2019年5期)2019-05-15
中华胃食管反流病电子杂志(2017年2期)2017-10-27
大陆桥视野·下(2017年8期)2017-09-19
中华胃食管反流病电子杂志(2016年1期)2016-10-19
制造业自动化(2014年9期)2014-12-19
济宁医学院学报(2014年4期)2014-08-16