锅炉膜式壁脉冲MAG弧长协同控制技术
2013-08-29 09:19孙萍,李朋
电焊机 2013年5期
孙 萍,李 朋
(1.山东体育学院,山东 济南 250101;2山东奥太电气有限公司,山东 济南 250101)
0 前言
膜式水冷壁(以下简称膜式壁)管屏是锅炉主要受压部件,制造工作量大,周期长,生产工艺复杂,是锅炉制造的薄弱环节之一。目前国内外主要采用埋弧焊和脉冲MAG焊两种焊接方法焊制锅炉膜式壁管屏。其中埋弧焊工艺焊速较高,但对焊剂处理和保存要求较高,只能采用单面焊接,焊后产品变形大。脉冲MAG焊能实现双面同时焊接,工件受热均匀,管屏变形小、焊缝成型饱满、生产效率高,且熔深呈弧形,金属流动性好,易获得致密焊缝。同时脉冲电弧解决了普通MAG焊不易实现仰角焊和外观尺寸不符合要求等技术难题。
脉冲MAG焊的熔滴过渡形式有三种[1]:多脉一滴、一脉一滴和一脉多滴,其中一脉一滴是最理想的过渡形式。本研究在设计合理的脉冲电流波形的基础上,通过协同控制的方式实现弧长的快速、稳定,对膜式壁焊接过程中的不稳定因素具有较强的抗干扰能力。
1 脉冲电流波形设计
在脉冲焊接时,对熔滴过渡影响最大的是焊接电流波形。实验证明,脉冲电流波形的形状、大小决定着单个熔滴的过渡行为特性。在普通脉冲波形的基础上增加了一个介于峰值电流和基值电流之间的过渡区,通过合理选择过渡电流和过渡时间可提高熔滴过渡的可控性,使得熔滴过渡大多发生在峰值电流的下降沿至过渡区内,有助于实现稳定的一脉一滴。
1.1 普通脉冲电流波形
普通脉冲电流波形如图1所示。焊接过程中,若因外部因素使某个周期内熔滴的过渡时刻发生偏移[2],几个脉冲积累起来就会发生一脉多滴或多脉一滴现象,导致熔滴过渡的不均匀性和熔滴大小的不一致性,导致弧压不一致,从而影响焊接质量。
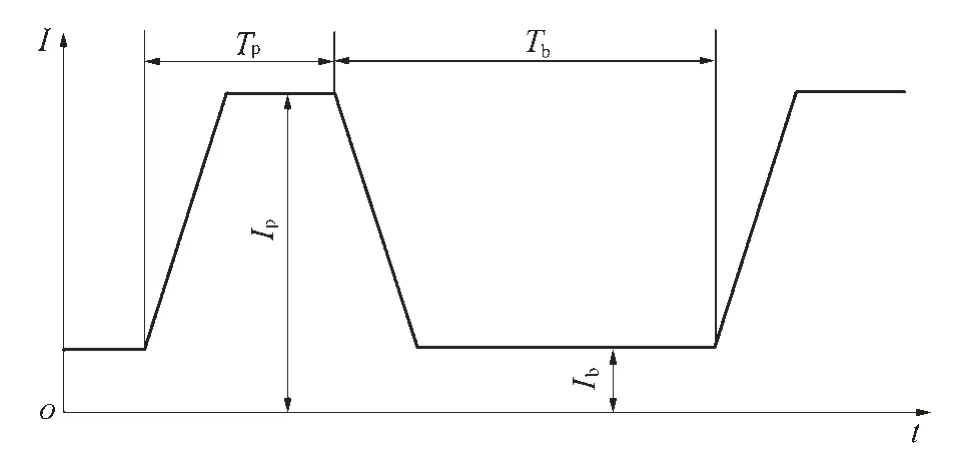
图1 普通脉冲电流波形
1.2 具有过渡区的脉冲波形
为了控制一脉一滴的过渡熔滴的大小和均匀一致,较好的方法是控制波形的形状。脉冲电流波形以下的面积确定了应用于单个熔滴的能量大小,为此提出具有过渡区的脉冲电流波形[3],如图2所示。
具有过渡区的脉冲电流波形增加了一个介于峰值电流和基值电流之间的过渡区。其控制思想是:熔滴在峰值后期已经形成,并没有发生过渡,减小了熔滴对熔池产生的较大冲击;通过合理选择过渡电流和过渡时间,利用熔滴向下的动量和电磁力产生足够大的力使熔滴脱离焊丝,保证了熔滴过渡的规则性和可预测性,为进一步实现弧长控制打下基础。
2 当前周期弧长闭环控制
焊接过程中,由于焊丝送进速度的不稳定、手的抖动以及工件因热而产生的变形,会引起弧长的不稳定,所以单靠焊丝伸出长度的自身调节作用并不能保持电弧稳定。弧长控制系统框图如图3所示。
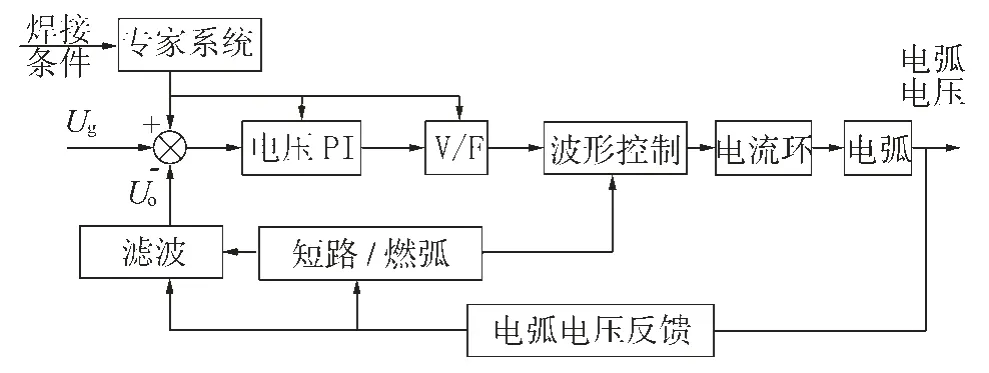
图3 协同控制脉冲MAG焊控制框图
为了保证弧长稳定,选取电弧电压作为表征电弧长度的反馈物理量[3]。根据实时弧压反馈进行PI运算,运算结果调节基值时间Tb,当运算结果与实际基值时间相等时当前脉冲周期结束,从而保证弧长稳定。当前周期弧长变化示意如图4所示。
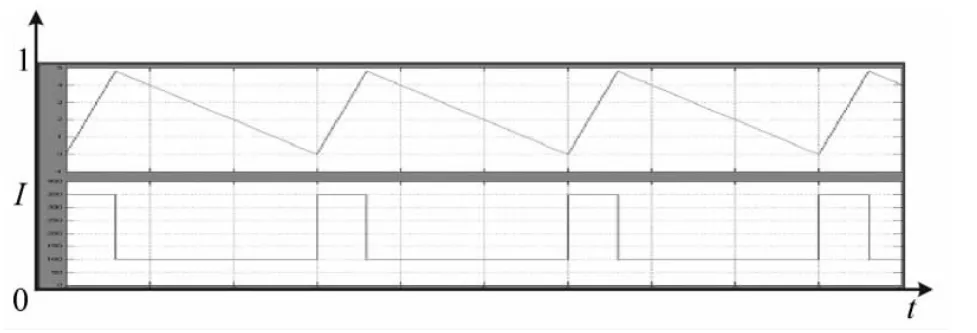
图4 当前周期弧长变化示意
3 弧长协同控制技术
弧长协同控制技术是指针对由于焊接过程中干伸长变化引起的电压降进行补偿的技术。
输出电压

式中 I为输出电流;Rω为输出电缆和接触电阻;ρr为焊丝单位长度电阻;ls为干伸长;U0为电势常数;Ra为电弧电阻;Ea为描述弧长和电弧压降的常数。
当干伸长减小,输出电流减小;当干伸长增加时,输出电流增加。所以焊接输出电流的变化反映了干伸长的变化趋势。为了补偿干伸长的压降,根据上一周期电压PI调节输出的值来动态地改变,对当前峰值电流进行动态调整,补偿干伸长上的电压,从而保证电弧上的压降不变,弧长就可以保持不变。脉冲电流波形调整示意如图5所示。
4 控制系统建立
单片机(MCU)和数字信号处理器(DSP)构成双机控制系统。控制电路各个部件之间采用485数字通讯的方式连接。显示板采用单片机(主机)控制,实现焊接状态控制功能和电流、电压给定等参数设定;DSP主控板进行运算功能,实现数字弧长控制算法和灵活的波形控制,从而精细控制熔滴过渡。控制框图如图6所示。

图5 脉冲电流波形调整示意

图6 控制系统框图
5 焊接专家系统的建立
为了获得一脉一滴过渡形式,焊接参数之间的配合尤为重要。每一种焊丝对应一套专家数据,包括电流与电压的对应关系、脉冲电流波形的各个参数、弧长控制算法等。
在焊接某种材料时,设置脉冲参数对焊工来说较为困难。本研究设计的焊接专家系统[5]模仿焊接专家的知识和推理方法,指导焊接操作者快速掌握脉冲MAG焊接过程的软件系统。具体过程如下:焊接操作者在焊机显示面板上选择焊丝牌号、焊丝直径、保护气体、母材厚度、送丝速度等输入条件,焊接专家系统根据所选用的焊接条件推理确定频率、脉冲电流控制波形的参数和控制算法。焊机显示面板和遥控器面板如图7所示。

图7 焊机显示面板和数字遥控器面板
焊接规范调节流程:(1)在控制面板上选择好焊丝材料、焊丝直径;(2)将遥控器电压旋钮调节到标准位置;(3)调节电流旋钮就可进行焊接。
6 20头膜式壁自动焊应用实例
6.1 焊接设备及主要参数
某军区锅炉厂目前拥有的脉冲MAG膜式壁自动焊机的主要技术参数如表1所示。管子及扁钢材质为低碳钢及低合金钢。
焊机选用山东奥太Pulse MIG-500逆变焊机,ESS-500S光栅转速反馈送丝机,TBI-511直柄水冷焊枪。焊枪排布结构是:上6+下6+上4+下4。
6.2 焊接工艺参数
焊接工艺参数范围如表2所示,碳钢焊接时采用SM-70焊丝,直径φ1.2 mm,保护气体为φ(Ar)80%+φ(CO2)20%混合气。
焊接效果如图8所示。

表1 膜式壁自动焊机技术参数

表2 焊接工艺参数
7 结论
具有过渡区的脉冲波形提高了熔滴过渡的可控性,当前周期弧长控制和弧长协同控制技术保证整个焊接过程中电弧长度的稳定。
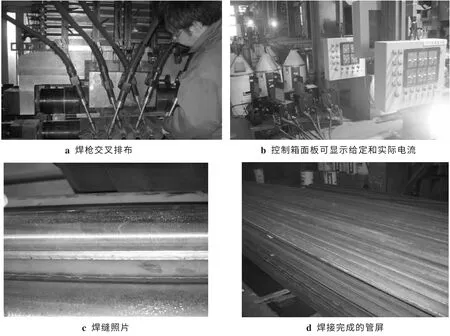
图8 焊接效果
基于以上技术的脉冲MAG焊机已经在20头的膜式壁自动焊中成功应用,各项焊接指标全部达到工艺要求。
[1]林三宝.电弧焊基础[M].北京:机械工业出版社,2003.
[2]蒙永民.GMAW-P焊熔滴过渡模糊控制的研究[D].广州:华南理工大学,2001.
[3]李 朋.逆变焊机波形控制技术[J].电焊机,2009,39(2):38-42.
[4]王伟明.逆变式GMA单脉冲和双脉冲焊机数字控制系统研究[D].北京:北京工业大学,2004.
[5]彭金宁,陈丙森.焊接专家系统在我国的发展[J].焊接,1993(11):10-15.
猜你喜欢
机械工程材料(2022年6期)2022-08-03
南昌大学学报(工科版)(2022年1期)2022-06-16
煤气与热力(2022年2期)2022-03-09
煤气与热力(2021年12期)2022-01-19
焊接(2021年2期)2021-05-07
兵器装备工程学报(2019年4期)2019-05-05
电镀与环保(2016年2期)2017-01-20
工业设计(2016年6期)2016-04-17
焊接(2016年1期)2016-02-27
西南军医(2016年1期)2016-01-23