电厂模拟焊接架的研制
2013-08-29 09:19陆亚中
电焊机 2013年5期
陆亚中
(国华徐州发电有限公司,江苏 徐州 221166)
1 研制背景
电厂现场焊接时,存在不少特殊的焊接位置,采取传统的焊接方法无法完成。如视线受到阻拦,必须借助镜子,利用镜中影像进行焊接;位置过于狭小,需借助内加丝等方法进行焊接。这些情况在电厂小容量机组中出现的情况较少,一个工地有一个经验丰富的高压焊工就能解决问题。但随着600 MW以上机组的普及,问题变得突出起来,大机组受热面布置更为紧凑,施焊空间更为狭小,很多地方视线无法达到。在小机组中所谓的特殊焊接位置现在变得更为普遍,这就要求一批具备特殊位置焊接能力的焊工成长起来,依靠过去十字障碍焊架培训和经验积累的方法已不可行。如果能研制一种焊接架,将现场的各种特殊焊接位置按1∶1复制过来,那么就具备了特殊位置焊接培训的条件,可以在车间内实现现场模拟式培训,大大缩短焊接培训时间,培养一批真正适应大机组安装检修需要的焊工。
2 特殊焊接位置分类
为摸清现场特殊焊接位置,组织教学经验丰富的焊接教练和现场经验丰富的焊工,深入600 MW及1 000 MW机组安装工地进行调研。经过分类整理,确定了10种特殊焊接位置,其中9种属于固定角度位置,1种属于非固定角度位置。焊口包括对接焊缝和角焊缝两种。具体如下:
(1)垂直管排内侧焊口,空间仅可伸进焊枪,对面位置视线无法到达。
(2)水平管排内侧焊口,空间仅可伸进焊枪,对面位置视线无法到达。
(3)近联箱部位管排水平焊口,空间仅可伸进焊枪,对面位置视线无法到达。
(4)近联箱部位管排下30°焊口,空间仅可伸进焊枪,对面位置视线无法到达。
(5)近联箱部位管排下60°焊口,空间仅可伸进焊枪,对面位置视线无法到达。
(6)近联箱部位管排上30°焊口,空间仅可伸进焊枪,对面位置视线无法到达。
(7)近联箱部位管排上60°焊口,空间仅可伸进焊枪,对面位置视线无法到达。
(8)近联箱部位管排仰角固定焊口,位置呈仰焊,空间狭小。
(9)联箱下部贴近地面焊口,焊口位置低,空间狭小,下部位置视线无法到达。
(10)各种角度的水冷壁、省煤器、过热器、再热器焊口,对人员角度适应性要求高。
根据上述10种位置,现场测量管件规格及间隙尺寸,对尺寸进行分类汇总。同种位置筛选难度较大的两种管件规格和间隙尺寸加以保留。
3 研制方案
根据上述10种位置和每种位置对应的两个规格尺寸进行模拟焊接架的设计。考虑到9种位置均为固定角度,所以整合9种位置设计为多位置模拟焊接架;第10种位置现场角度较多,设计为多角度模拟焊接架。两种焊接架组合起来基本涵盖了电厂的特殊焊接位置。具体设计如下:
(1)多位置模拟焊接架。
多位置模拟焊接架(见图1)主要包括底座、联箱支架、小径管及紧固螺栓四个部分,纵向布置18组管排,焊件位置设置根据现场尺寸进行确定,一般在外侧起第3~第6根管排。固定焊件的部位采用套管固定和螺栓紧固的方式。焊接架用于管件对接及管板焊接时,将焊件放在套管上,然后紧固螺栓,使焊件固定牢固。由于需焊接管件处在管排的内侧或处在斜焊位置,焊接工具的可达性较差,或者焊接视线不清晰,有时需要借助反光镜才能进行施焊,所以焊接技术难度非常高,对培养高技能焊接人才起到重要的作用。两个联箱距离较远,管子布置较密,故可以同时培训4名焊工而不被弧光伤害。这样大大提高了培训效率,避免在培训高峰时出现焊接位置紧张的现象。
具体如图2、图3所示。
(2)多角度模拟焊接架。

图1 多位置模拟焊接架
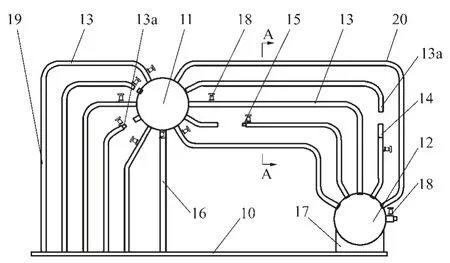
图2 多位置模拟焊接架主视图
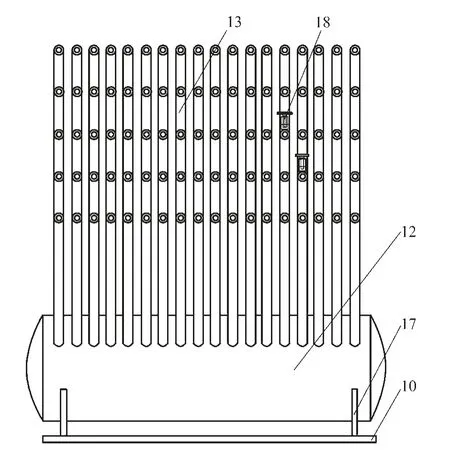
图3 多位置模拟焊接架侧视图
图2、图3中,10为底座;11为第一联箱;12为第二联箱;13为管件;13a为断开端;14为焊接件;15为内套管;16为支架;17为支座;18为紧固螺栓;19为底座管排;20为联箱管排。
多角度模拟焊接架(见图4)主要包括底座、管排组、旋转支架和紧固螺栓四部分。模拟焊架管排组有φ60 mm×6 mm、φ42 mm×5 mm(可以用规格相近的管材代替)两种规格。本方案采用5根组成一排的φ60mm×6mm管件和12根组成两排φ42mm×5 mm管件,规格为φ42 mm×5 mm管件平均分布于规格为φ60 mm×6 mm管件的两侧。多角度模拟焊接架主视图和侧视图如图5、图6所示。

图4 多角度模拟焊接架
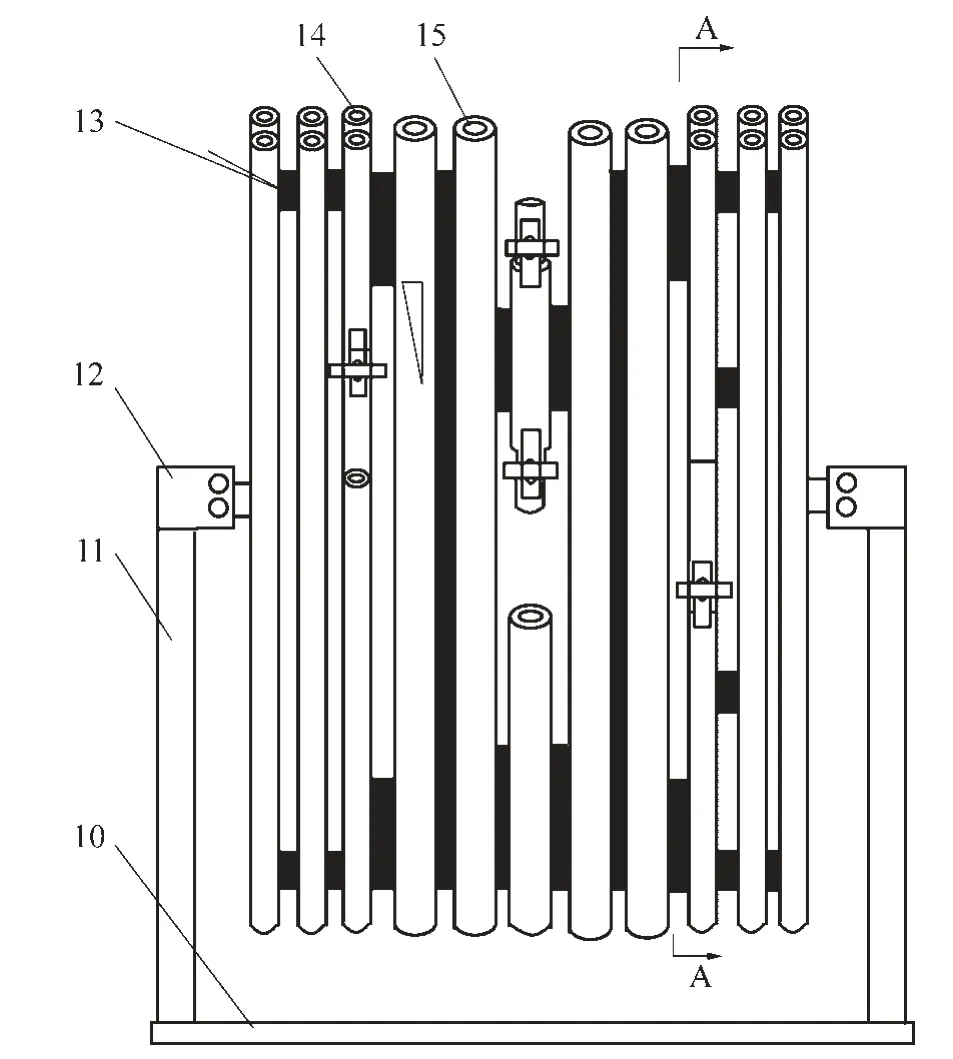
图5 多角度模拟焊接架主视图
其特征有:(1)管排可以随着转轴调整角度,模拟焊架可实现360°无障碍旋转。常用调整角度有45°固定位置、水平固定位置及垂直固定位置三种,这三种位置均可以进行管件对接焊接培训或考核。(2)由于管排能够转动,规格为φ60 mm×6 mm
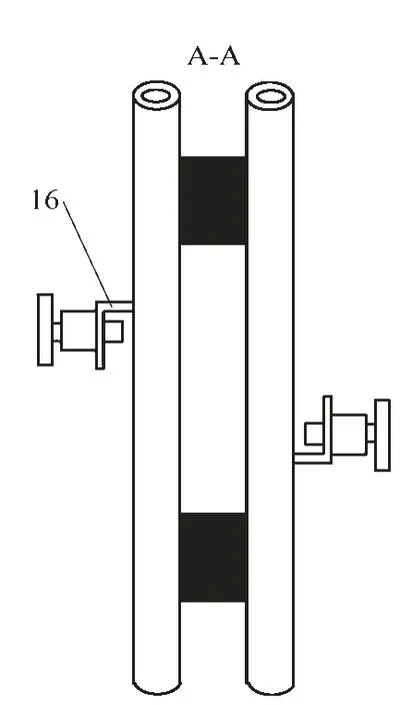
图6 多角度模拟焊接架侧视图
在图5、图6中,10为底座;11为支架;12为旋转机构;13为鳍片;14为φ42 mm×5 mm管件;15为φ42×5管件;16为紧固螺栓。管件边缘的焊件可以调至下部,增加焊接难度。(3)固定焊件的部位采用套管固定、螺栓紧固的方式。(4)规格φ60 mm×6 mm管件间距为20 mm,规格为φ42 mm×5 mm管件的横向间距为42 mm,纵向间距70 mm。
管件对接焊接时,将需要进行焊接的焊件放在套管上,然后紧固螺栓,使焊件固定牢固。水平固定位置的下部,需要采取仰焊完成,焊接技术难度高,对培养高技能的焊接人才起到重要的作用。由于管排两侧的两焊件相距较远,故可以同时进行4名焊工培训而不被弧光伤害。这样大大提高了培训效率,避免培训高峰出现焊接位置紧张的现象。
4 应用效果
多位置和多角度模拟焊接架投入使用后,焊工普遍感觉焊接位置难度过大,一时无法适应。培训中采取基础培训与模拟焊接架培训相结合的方式。如镜面焊,首先开展无障碍情况下的镜面焊培训,当人员掌握并适应镜面焊反向操作要领后,再在模拟焊接上开展镜面焊培训。经过两个多月的集中培训,已经有多名年轻焊工开始适应模拟焊架的特殊位置,焊接一次合格率达到90%以上,基本掌握了特殊位置焊接技术。
模拟焊接架给焊工提供了接触现场特殊焊接位置的机会。有利于公司统一组织集中培训,通过短时间提高人员现场实战能力,更好的适应大机组焊接工作的需要。
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23
焊接(2021年12期)2022-01-20
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
全面腐蚀控制(2020年3期)2020-02-27
中国设备工程(2019年24期)2020-01-14
科技风(2018年9期)2018-05-14
石油化工建设(2018年6期)2018-04-22
沈阳理工大学学报(2018年6期)2018-03-20
制冷技术(2016年3期)2016-12-01
中国科技信息(2015年1期)2015-11-16