
自升式钻井平台结构制造误差控制要点
2013-09-07 10:36胡素芹
石油矿场机械 2013年10期
杨 丰,胡素芹
(渤海装备 辽河重工有限公司,辽宁 盘锦124010)①
自升式钻井平台属于浅海作业装备,因为长时间受到海浪、大风、海水腐蚀等恶劣工况的影响,其整体结构的强度和稳定性比一般船舶的要求高[1],在建造过程中的质量要求、建造精度更加严格。一般船舶企业虽然对船舶的精度控制[2]技术比较成熟,但对大型海洋工程建设的精度控制仍然难以把握。本文根据生产过程中的实际情况,就自升式钻井平台总体结构部分在建造过程中,应注重哪些部位的精度控制,以及如何保证建造精度进行了分析和讨论。
1 自升式钻井平台结构特点
自升式钻井平台的结构通常为三角形船体,带有3个三角形桁架桩腿,每个桩腿由下端的桩靴支撑。主船体上有3个围阱区,每个围阱区安装3套升降锁紧系统,用于平台的升降。主船体中心线艉部设有悬臂梁,悬臂梁上安装有井架(如图1)。从平台的整体结构上看,主船体的围阱区、桩靴、桩腿、升降锁紧系统和悬臂梁部分是整个平台的主要受力结构,所以这几部分结构的制造误差要作为精度控制的重中之重。本文针对这几部分在分段建造和分段上船台合拢阶段,在制造误差控制方面,应注意的事项和采取的措施进行分析。

图1 自升式钻井平台的主体结构
2 分段建造过程中的误差控制
2.1 围阱分段的误差控制
自升式钻井平台主船体和生活楼的分段建造,与一般船舶分段的建造形式基本一致,而且由于平台主船体相对于船舶线型简单,平台主船体和生活楼分段的建造相对比较简单。这里除围阱分段外,其他主船体分段暂不做介绍。
围阱分段在上工装建造前,需在工装区域的地面上画出地样线,地样线包括:分段轮廓线、围阱十字中心线、围阱圆筒壁轮廓线。因围阱分段较大,圆筒直径一般在13~20m,圆筒内部没有结构,所以整个分段在建造过程中容易产生变形[3](如图2)。围阱分段在生产设计过程中可划分为2个或3个小分段[4],以便于建造和控制分段变形。若没有划分为多个分段而进行整体建造,外底板上胎拼板时,工装应根据实际情况加反变形量,安装外底板骨架时纵向和横向加放适当的焊接收缩量,避免受焊接热量和应力的影响导致底板上翘,或者分段整体结构尺寸变小。
围阱壁的制造要在专门的工装上进行,用以保证围阱壁的半径尺寸。围阱壁上分段组装时,要制造专门的模板胎,以控制围阱壁与地样线更好的对位,围阱壁焊接时,要实时监控围阱壁与地样线的误差,产生误差及时调整。
围阱分段在总组完成后,焊前和焊后都要对分段的主尺度、舷侧外板垂直度、尤其是围阱壁的精度进行测量[5]。测量围阱壁时,应在上下口对应处多取几个测量点,测量的数据包括:围阱壁上下口各测量点到围阱地样中心点的半径、围阱壁上下口的垂直度。

图2 围阱结构
2.2 桩靴分段的误差控制
桩靴应在专门设计的工装上建造,为保证桩靴的建造精度,控制好桩靴工装是第一步。工装整体结构设计要牢固,并与地面连接固定。胎面的型值高度及工装立柱的垂直度误差一般控制在0.5~1.0mm,并且需交验合格后方可使用。桩靴上胎前,在工装底部需画出地样线(如图3),包括:桩靴轮廓线、桩靴中心点、120°主立板理论线,此三样地样线一定要保证精确,并且交验合格。桩靴外围壁需在同一高度画出一圈腰线,做为桩靴水平度的测量点。
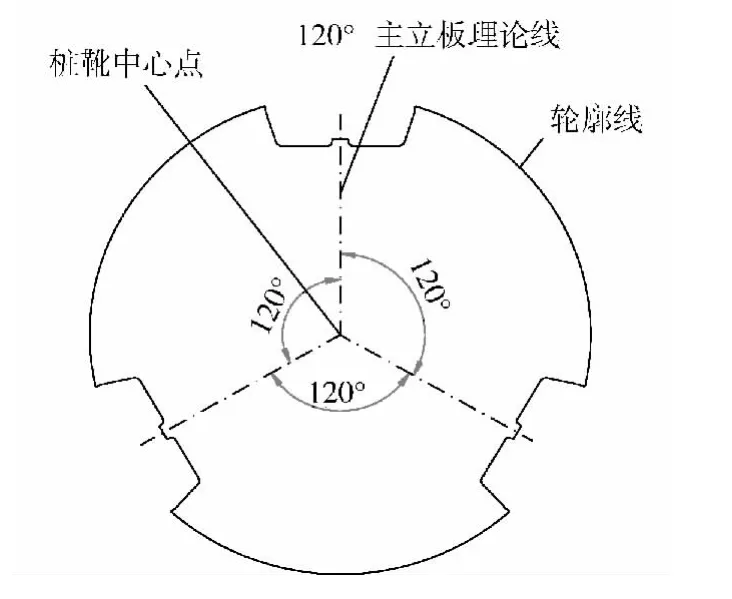
图3 桩靴工装底部的地样线
桩靴在整个建造过程中,要实时监控上下中心圆板中心点与地样中心点的误差、120°主立板与地样线的误差、120°主立板垂直度、桩靴腰线水平度误差,误差过大应及时调整。只要能够控制住以上几个要素在公差范围之内,就能保证在后续的船体合拢阶段满足桩靴与桩腿合拢的各项参数要求。
2.3 桩腿分段的误差控制
目前桩腿分段的制造通常都是分为:单根齿条板接长、桩腿单片分段的制造、桩腿分段总组3个工艺步骤进行。
2.3.1 单根齿条板接长
齿条接长时需在专门设计的工装上进行。在接长的焊接过程中要严格按照相应的 WPS进行,并实时监控齿条板的拱高、旁弯、合拢口相邻两齿的间距(如图4),尤其是合拢口相邻两齿的各项误差数据要及时观察,发生误差及时采用平三套拉、千斤顶顶等方法及时调整。

图4 齿条对接的误差测量点
2.3.2 单片制造
每个桩腿分段通常分3个单片单独制造,单片需在专门设计的工装上制造,工装底部需画出地样线(如图5),包括:齿条板中心线、水平管中心线。在组装和焊接过程中,要实时监控齿条板的拱高、旁弯、角度、水平管的水平度、水平管间距、水平管长度、水平管与地样线误差、齿条板中心线与地样线误差,发现误差及时调整。
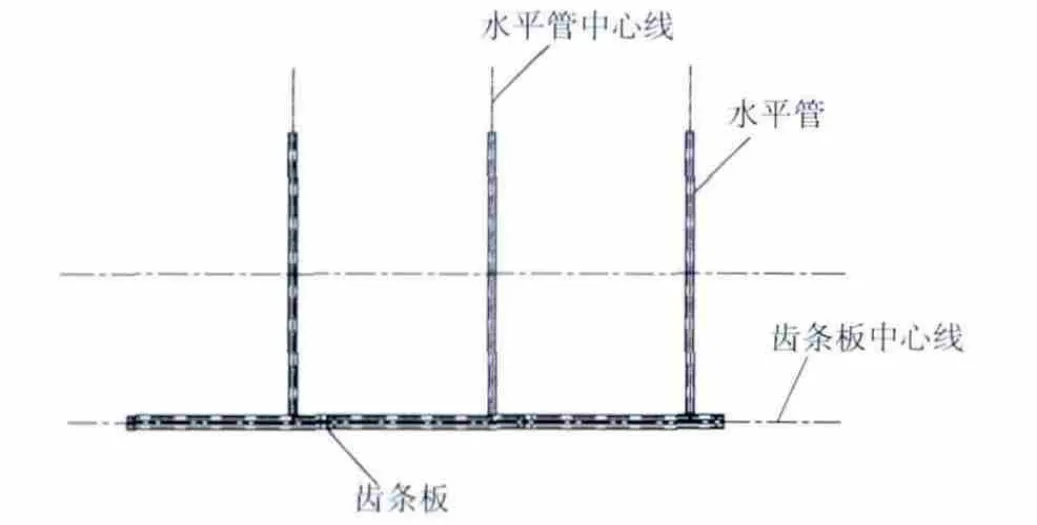
图5 桩腿分段单片的地样线
2.3.3 桩腿分段总组装
桩腿分段的总组装是在专门设计的工装上,将3个单片组装成一个桩腿分段(如图6)。工装底部需画出地样线,包括:3根齿条板的中心线、齿条板合拢口第1齿中心线。在焊接前,考虑到总组装时焊接收缩量较大,要根据各施工队伍的施工经验,3个单片分段之间要留焊接间隙,避免焊后分段整体尺寸变小。在焊接过程中,要实时监控齿条板的拱高、旁弯、3根齿条板之间的距离、齿条板中心线与地样线的误差、齿条板合拢口第1齿中心线与地样误差、齿条板合拢口第1齿中心线同面度,发现误差及时调整。
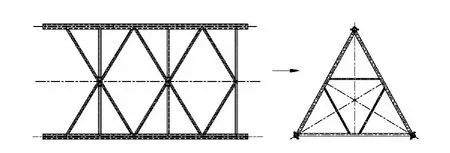
图6 组装后的桩腿分段
2.4 升降锁紧系统结构的误差控制
升降锁紧系统上安装有用于与桩腿齿条板啮合的升降齿轮,升降锁紧系统结构的建造精度直接影响平台是否能够顺利的升降。升降锁紧系统结构的制造分为:升降结构制造、锁紧结构制造和升降锁紧结构预合拢3个步骤。
2.4.1 升降结构
升降结构的制造需在专门设计的工装上进行。因升降结构板材厚度大,焊接过程中产生的焊接应力较大,所以工装的结构设计、工装与地面的连接要牢固,防止焊接应力过大将工装拉伸变形,影响升降结构的制造精度。工装上表面水平度公差应在0.5~1.0mm,交验合格后方可使用。升降结构在制造过程中,外板要与工装焊死,防止焊接应力导致结构上翘变形。在安装内部格板时,应在纵向和横向加放焊接收缩量,防止焊接收缩导致整体尺寸变小。升降结构侧面外围要画一圈腰线(如图7),便于测量分段水平度和便于锁紧基础对接。
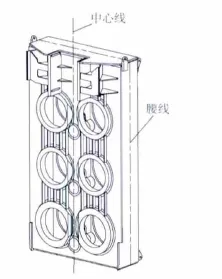
图7 升降结构
2.4.2 锁紧结构
锁紧结构的制造也需在专门设计的工装上进行,工装的强度要求与升降结构要求相同,必须稳固牢靠,并且工装高度与升降结构工装相同。这样便于升降和锁紧结构预合拢,更加容易保证预合拢的精度。锁紧结构侧面外围也需画出腰线,腰线高度与升降结构腰线需在同一高度(如图8)。锁紧结构在制造过程中,外板与工装也要焊牢,并且在安装内部格板时,纵向和横向加放焊接收缩量。
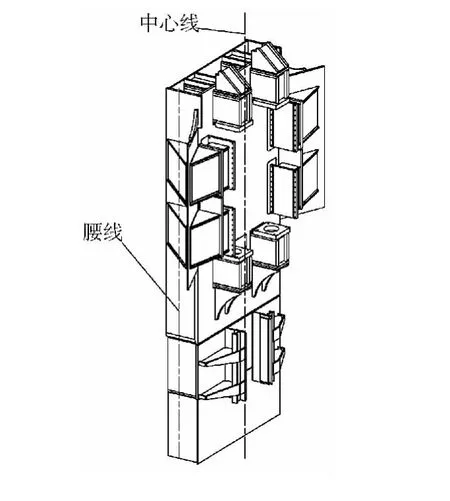
图8 锁紧结构
2.4.3 升降锁紧结构预合拢
升降锁紧结构预合拢时可重复利用原有的2个分段制造工装,只需将两个工装组合在一起便可。预合拢前要重新复查组合工装的水平度,满足公差要求后方可使用。预合拢焊接合拢口时,要实时监控升降锁紧结构的中心线直线度、腰线直线度、合拢口相邻结构间距,发现误差,及时调整。只要严格控制住这3项误差,就能够完好的保证预合拢的精度。
2.5 悬臂梁的误差控制
悬臂梁是整个钻井模块的承重结构,悬臂梁上的钻台基座与上方的钻台底座相连,悬臂梁的两个主立板可在主甲板上的轨道内滑移(如图9)。悬臂梁的两个主立板、钻台基座、管支架堆场等结构基本都是由大型的工字梁总成。所以,在悬臂梁的小组过程中,要严格控制大型工字梁的制造精度。工字梁制造时,要实时监控工字梁上下面板水平度、旁弯、腹板垂直度。悬臂梁总组时,要严格控制两个主立板之间的间距、主立板下面板的水平度和直线度。悬臂梁制造完成后,因主立板之间跨距大(通常在15~20m),在两个主立板之间需用大型工字钢等型材作为背梁加以连接固定,防止分段制造完成后长时间摆放,造成两主立板因重力向外侧偏离变形。严格控制住主立板的精度,就能保证悬臂梁在以后向主甲板滑移,或者吊装上主甲板时,与滑移轨道完好的结合。
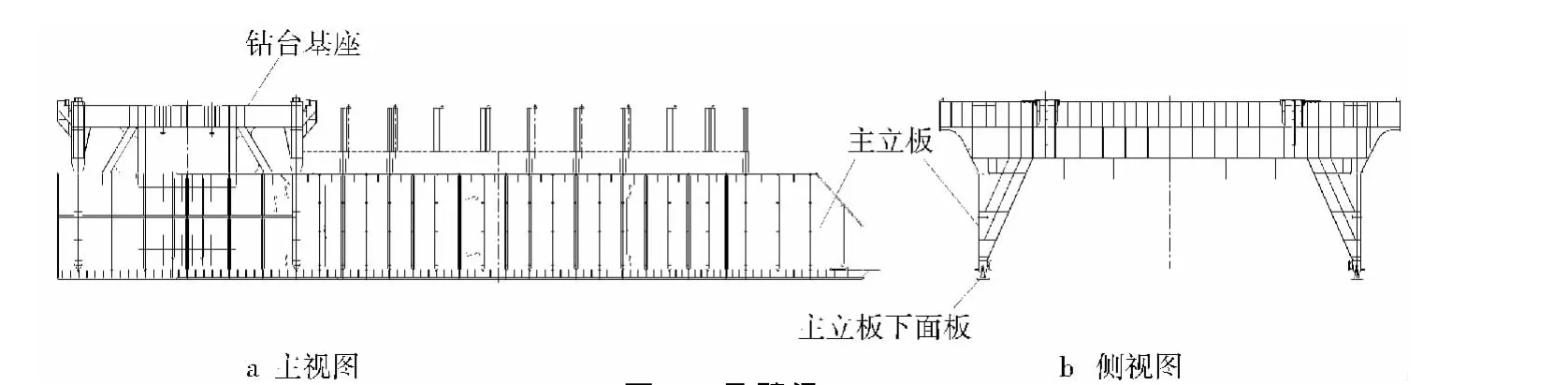
图9 悬臂梁
3 分段合拢的误差控制
一般船舶建造的合拢顺序通常为由下向上,由船中向首艉两侧呈塔式进行合拢[6]。自升式钻井平台的分段合拢顺序与普通的船舶不同,平台是以3个桩靴所处的位置为基准,进行分段合拢。因为桩靴定位准确与否直接影响平台在作业时的稳性。自升式钻井平台主要结构的分段合拢顺序为:桩靴—围阱分段—其他主船体分段—桩腿—升降锁紧结构—生活楼分段—悬臂梁。
其中一般的主船体分段、生活楼分段的合拢定位方式与一般船舶分段的定位方式类似,大多数的施工单位都能熟练掌握。悬臂梁的合拢一般是通过整体吊装上主甲板,与主甲板上的轨道咬合;或者是在平台下水后,在陆地上搭设与主甲板轨道平行滑移工装,将悬臂梁整体滑移到主甲板轨道上,因有轨道作为悬臂梁的定位依托,所以悬臂梁的合拢定位相对容易。
根据自升式钻井平台的特点和从实际工作中来看,平台分段合拢过程中最复杂和最关键的是进行桩靴、桩腿和升降锁紧结构这3大结构的定位,只有保证这三者的定位精度,才是确保整个平台稳定与升降作业顺畅的关键所在。这3大结构在合拢定位过程中,要相互参照、相互做为定位依据。下面就针对这3大结构的合拢定位时的精度控制进行分析。
3.1 桩靴定位精度控制
分段上船台合拢前,船台表面应画出船台合拢地样线,并交验合格。桩靴以地样线为基准,将桩靴中心点、120°立板与地样线对位,并调整桩靴水平(桩靴船台定位地样线如图10)。为防止定位好的桩靴位置发生变化而影响定位精度,在桩靴上船台合拢前,可在桩靴底部铺设大面积厚度较大的钢板,钢板与船台地筋焊接牢固,在桩靴和钢板之间用工字钢等型材连接焊牢,对桩靴进行封固。
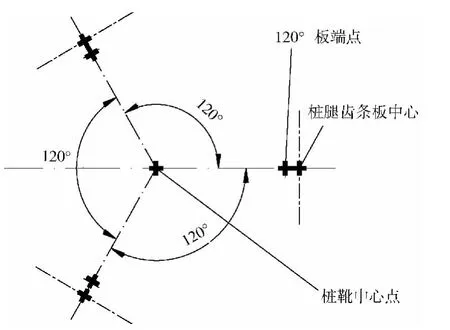
图10 桩靴组装的地样线
3.2 桩腿定位精度控制
桩腿与桩靴连接,一般在平台下水前只安装2~3节,可在安装升降锁紧结构前安装,也可在安装升降锁紧结构后安装,具体工序可根据各施工单位工艺要求而定。桩腿合拢定位时,将桩腿3个主弦管中心点与地样对位、3根主弦管齿条板中心线与桩靴120°立板中心线对位,对正后调整桩腿垂直度。测量桩腿垂直度时,要在桩腿上合拢口和下合拢口的每个齿条板上,至少各取5齿作为垂直度测量点。桩腿的定位精度调整好后,需将桩腿和主船体用工装封固,并且桩靴也需用工装与主船体封固,防止焊接桩腿与桩靴的合拢口时,因焊接应力导致桩腿和桩靴定位尺寸发生变化,影响合拢精度。
3.3 升降锁紧结构定位精度控制
升降锁紧结构的合拢定位,最主要的是在主船体各层甲板上画出升降锁紧结构的定位中心线,中心线要与桩腿主弦管中心线精确对位,否则直接影响升降系统齿轮与桩腿齿条板的啮合程度(如图11)。目前主要有2种画线方法。
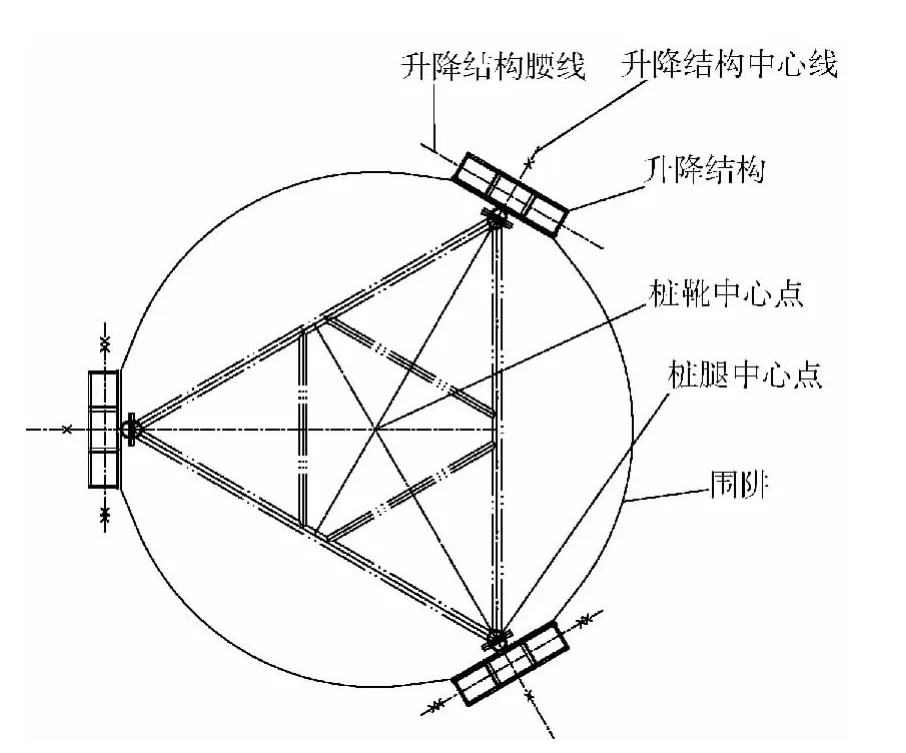
图11 升降锁紧结构的定位中心线
1) 方法一 以桩靴顶部圆板中心点为基准点,利用经纬仪将3条120°地样线分别反到主甲板上,做为升降锁紧结构中心线。然后用经纬仪将中心线转向90°,画出升降锁紧结构的腰线。
2) 方法二 以桩腿3个齿条板端头中心点的地样线为基准点,利用经纬仪在相临两点拉直线,然后旋转120°将120°地样线反到甲板上作为基础定位的中心线。然后用经纬仪将中心线转向90°,画出升降锁紧结构的腰线。最后再以桩靴盖板上的中心点为基准点,利用经纬仪校验甲板上的3条120°中心线,做为参考。
方法一操作步骤相对较少,但是容易因桩靴分段的建造精度误差(即桩靴中心点存在误差),形成累积误差,使升降锁紧结构中心线产生误差现象。方法二虽然步骤更加繁琐,但能保证精度。
画出升降锁紧结构的定位中心线和腰线后,进行升降锁紧结构合拢定位,然后再测量升降锁紧结构上的中心线和腰线的直线度和垂直度。测量数据满足精度要求后,将升降锁紧基础用工装与主船体封固,防止在焊接过程中产生变形或移位。
4 结论
1) 自升式钻井平台工况恶劣,对结构的强度和稳定性要求高,其制造精度比一般船舶要高。
2) 采用本文的方法,可以更好地控制自升式钻井平台的制造误差,提高平台的建造精度。
3) 一艘平台的整体精度还与焊接质量、测量工具、施工人员水平等有直接的关系。在实际的工作中需加强各个施工环节的管理、完善施工工艺、减少建造过程中的累积误差,才能建造出合格的平台。
[1]史永晋,刘 旭,赵泽茂.自存工况下自升式平台关键结构强度分析[J].石油矿场机械,2011,40(3):15-21.
[2]CB/T4000—2005,中国造船质量标准[S].
[3]丁振斌,朱元伟,王 波,等.大型复杂船体分段焊接变形研究[J].中国舰船研究,2011,6(3):79-82.
[4]钟宏才,向 东,谭家华.船体分段划分方法研究概述[J].造船技术,2002(02):1-4.
[5]郭一鸣,殷义勇,盛建国.船体建造精度控制测量方法研究[C]//2011中国造船工程学会造船工艺学术委员会造船企业精益生产学术研讨会论文集,2011:12-18.
[6]刘 俊.船舶总组与搭载精度控制研究[J].广东造船,2011,30(3):63-66.
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
水运工程(2020年2期)2020-02-26
物流技术与应用(2019年6期)2019-07-16
模具制造(2019年4期)2019-06-24
重型机械(2016年1期)2016-03-01
中外医疗(2015年5期)2016-01-04
Coco薇(2015年10期)2015-10-19
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
河南科技(2014年8期)2014-02-27
