
AZ31镁合金等通道转角挤压应变累积均匀性分析及组织性能研究
2013-09-14 00:45任国成赵国群
材料工程 2013年10期
任国成,赵国群
(1山东大学 模具工程技术研究中心,济南250061;2山东建筑大学 材料科学与工程学院,济南 250101)
镁及镁合金是迄今在工程应用中最轻的金属结构材料,在航空航天、交通运输以及3C产品制造领域有着广阔的应用前景。但密排六方的晶格结构决定了其塑性变形能力差,制约了镁合金的应用,因此提高镁合金塑性变形能力已经成为镁合金研究的热点 。Gleiter[4]指出,当材料的微观结构达到纳米量级时,便有可能使该材料的强度和塑性同时增加。等通道转角挤压(Equal Channel Angular Pressing,ECAP)是一种有效制备超细晶乃至纳米晶结构材料的方法,已广泛应用于各种金属材料的制备,不仅改善了其超细晶材料制备方法存在的问题,同时拓宽了传统塑性加工技术的应用领域,使传统材料的性能获得大幅度提高与改善;Figueiredo等[5]和 Matsubara等[6]研究发现,经ECAP加工后的镁合金具有相当高的高温伸长率,甚至具有高应变速率超塑性或者低温超塑性,这说明ECAP可以显著地细化组织,提高镁合金的力学性能,在提高镁合金塑性变形能力方面具有很大的研究价值和现实意义。
镁合金ECAP加工工艺的基本原理如图1所示,工件在凹模弯曲通道的拐角处发生近似理想的纯剪切变形从而实现晶粒细化及改变力学性能。为获得足够大的应变累积量,在镁合金ECAP工艺过程中,一般需要进行多道次重复挤压变形,不同的挤压路径具有不同的剪切应变特征,因此对挤压件微观组织及力学性能也存在较大影响[7]。虽然有关ECAP工艺的研究已持续多年,但ECAP工艺累积的应变对镁合金组织性能的影响规律仍缺乏完整的认识,尤其在多道次变形过程中,对不同路径ECAP工艺处理的应变累积均匀性仍需要进一步深入的分析[8,9]。以连续塑性变形为理论基础的有限元模拟方法是研究金属变形的一种重要手段,本研究利用三维有限元模拟软件DEFORM-3D,分析不同挤压路径应变累积均匀性的变化特点,并通过对不同路径ECAP加工AZ31镁合金的室温拉伸实验及断口形貌分析,探讨不同变形路径对AZ31镁合金力学性能的影响规律。

图1 AZ31镁合金ECAP工艺示意图Fig.1 Schematic diagram of an ECAP die for AZ31magnesium alloy
1 镁合金多道次模拟的相关场量传递
根据试样在相邻道次间绕试样长轴旋转方向和角度的不同,镁合金ECAP工艺过程中一般可以把变形分为四种变形方式,具体如图2所示。这4种路径的差别在于试样在重复挤压过程中不同的方位改变。对于路径A,每道次挤压后试样不旋转直接进入下一道次挤压;对于路径Ba,每道次挤压后试样按90°交替旋转进入下一道次挤压;对于路径Bc,每道次挤压后试样按同一方向旋转90°进入下一道次挤压;对于路径C,每道次挤压后试样旋转180°进入下一道次。不同的挤压路径具有不同的剪切应变特征,多道次挤压后材料内部具有不同的应变累积,因此对微观组织及力学性能也存在着较大影响[10]。

图2 ECAP工艺的挤压路径及空间转换法Fig.2 Schematic illustration of the press route and the spatial switching method used in the multi-pass ECAP simulations
ECAP多道次有限元模拟中的关键技术是将前一道次挤压获得的相关场量尽可能准确全面地传递到下一道次挤压过程。Cerri等[11]通过改变模具型腔为S型实现了ECAP的多道次有限元模拟分析,但模具拐角为90°时,S型工艺难以获得挤压件,且该工艺变形机理与ECAP的多道次挤压并不完全相同。而Xu等[12]则采用节点映射法实现了ECAP多道次挤压过程中应变场量的准确传递,在该种方法中忽略了变形道次间的质点位移问题,这同样也会引起最终结果存在一定偏差。采用空间转换法可以准确实现对ECAP多道次变形的应变分布分析,空间转换法的原理如图2所示。图2(a)所示为在前一次挤压终了时挤压件变形状态,以该时刻的各物理场量为基础进行下一道次的有限元建模,然后按照ECAP多道次模拟中各变形路径中挤压件的方位变化,通过空间几何变换,调整挤压件与模具的相对位置,建立下一模拟过程的有限元运算模型,图2(b)所示即为下一次挤压过程初始时挤压件的相对位置及等效应变场量分布状态。由图2可见,空间转换法不仅继承了前一变形过程中的各应变场量,而且对挤压过程中变形质点的几何分布也实现了准确继承,因此利用空间转换法能够更有效地完成对镁合金多道次ECAP挤压过程中变形均匀性的有限元分析。
2 AZ31镁合金ECAP挤压件的应变累积分析
2.1 工件纵截面等效应变累积分布
在多道次挤压过程中,由于采用的变形路径不同,试样的空间位置发生变化,导致每道次变形的剪切面发生变化,从而会对其内部所获的应变分布状况产生影响。挤压件变形区的最终变形均匀性是影响镁合金等通道转角多道次挤压件微观组织和力学性能的重要因素,对于不同路径4道次挤压,本文分别用A4,Ba4,Bc4,C4来分别表示。图3为模具拐角Ф为90°,模具外角ψ为20°时,按路线A,Ba,Bc,C逐次挤压4次后对应挤压件纵截面的等效应变等值线分布图。

图3 不同ECAP变形路径下4道次挤压件纵截面的等效应变分布Fig.3 Effective strain distribution in the work-piece after ECAP pressed through 4passes by different routes
由图3可以看出,路线A经过四道次ECAP挤压后获得的最终挤压件等效应变分布继承了第1次挤压时的特点,在主变形区呈明显的梯度分布,从最大值5.90逐渐下降到最小值3.93。由路线Ba经过四道次ECAP挤压后挤压件的等效应变分布可以看出,沿纵截面的应变分布梯度明显减小,等效应变值由最大5.33逐渐减弱为4.30,挤压件变形均匀程度得到改善。挤压件沿Bc和C路径经过4道次挤压后,由其等效应变分布图可以看出,在挤压件的头部和尾部存在着比较密集的等效应变等值线,但在中间将近1/2的主变形区并没有等值线分布,这表明沿路径Bc和路径C经四道次挤压后,其头部和尾部存在着较大的应变梯度,而在其主变形区,经四道次ECAP挤压后,其等效应变获得了良好的应变累积,几乎不存在应变梯度,变形均匀性大为改善。
圆形通道的ECAP挤压变形左右对称,且由图3可以看出挤压件主变形区的变形梯度分布在长度方向基本一致,因此通过截取挤压件主要变形部分横截面进行详细分析,即可获得挤压件挤压过程的横向变形分布规律。可在主变形区选取图4所示沿L1,L2,L3,L4,L5分析变形路径对工件横截面等效应变分布的影响。

图4 横截面等效应变分析路径示意图Fig.4 Schematic diagram of the line that effective strain analysis along in the cross section
2.2 工件横截面等效应变分布分析
图5是不同ECAP变形路径4道次挤压后挤压件主变形区横截面沿L1~L5进行分析所获得的等效应变分布曲线。
由图5(a)可见,等效应变沿L5显著下降,而沿L1呈明显增长的趋势,表明当沿路径A经四道次挤压后,工件的等效应变自上而下逐渐减小,工件的上半部分为主要变形部分。而当沿路径Ba四道次挤压后,等效应变沿L3,L4,L5的分布基本重合,这表明工件的下半部分的等效应变分布趋势基本一致,都是沿径向由中心向外缘逐渐减小。由图5(c),(d)可见,沿L1到L5的等效应变分布基本重合,这表明当沿路径Bc,C经四道次挤压后,四道次ECAP变形后,等效应变累积在整个横截面上变化不大,等效应变分布均匀。但图5(d)的曲线分布要比图5(c)发散,这也说明当沿着不同变形路径挤压时,经四道次挤压后路径Bc可以使挤压件获得最为理想的等效应变分布。

图5 不同ECAP变形路径AZ31镁合金挤压件主变形区横截面等效应变分布(a)A4;(b)Ba4;(c)Bc4;(d)C4Fig.5 Effective strain distribution in the main deformation zone cross-section of the AZ31magnesium alloy samples processed by ECAP by different routes (a)A4;(b)Ba4;(c)Bc4;(d)C4
2.3 等效应变分布均匀性分析
为了更加直观地分析挤压件横截面上的等效应变分布均匀程度,可以计算代表等效应变不均匀程度的参数C[13]:


四道次挤压后等效应变不均匀程度的参数C计算结果列于表1中。
由表1可知,当沿路径A挤压时,主变形区截面上的平均等效应变为5.15,而当沿路径Ba挤压时,平均等效应变则降为4.86,因此对于相同的模具结构,由于变形路径的不同,平均等效应变在相同变形道次的应变累积不同,应变累积效果顺序为A>C>Bc>Ba。但就等效应变不均匀程度C而言,当沿路径A挤压时C值高达0.384,虽然获得了高的等效应变,但变形均匀程度却是最差的。比较沿变形路径挤压时的主变形区横截面不均匀变形系数可以发现,经过四道次的ECAP挤压变形周期,四种变形路径都可取得较大的等效应变累积,平均等效应变值相差不大,集中在4.8~5.2之间。当沿路径Bc挤压时,既可获得比较大的平均等效应变,又可获得良好的等效应变分布。

表1 四道次挤压后主变形区截面等效应变不均匀程度指数Table 1 The equivalent strain inhomogeneity index across the section at steady-state zone of workpiece processed by ECAP four passes
3 AZ31镁合金ECAP挤压件微观组织及力学性能分析
通过对不同路线的等通道转角挤压过程的有限元分析可知,变形路线直接影响材料变形的等效应变均匀性分布,从而影响到挤压后材料的微观组织和力学性能,为验证不同变形路径对AZ31镁合金组织性能的影响,选用φ12mm×70mm的工业AZ31B型镁合金以不同变形路径进行ECAP挤压实验,试样表面涂抹MoS2润滑剂,实验前将试样和模具预热,随后由YL-32型液压机加载将试样从出口通道挤出。通过ECAP挤压前后AZ31镁合金的微观组织观察和室温拉伸力学实验对比,分析不同变形方式对AZ31镁合金组织性能的影响。
3.1 微观组织分析
从ECAP挤压件的稳定变形区切取试样,采用Epiphot300型尼康卧式金相显微镜观察ECAP过程中不同变形方式的微观组织变化。图6为退火后AZ31B镁合金原始态和一道次ECAP挤压件稳定变形区横截面中心位置的光学微观金相组织,为便于描述不同状态试样的晶粒尺寸变化,计算视场内所有晶粒尺寸的平均值作为考察晶粒细化程度的标准。由图6(a)可见,初始材料的晶粒比较粗大,视场内所有晶粒尺寸均值为9.87μm,晶粒晶界明显呈等轴分布。由图6(b)可知经过ECAP工艺一道次挤压后晶粒明显细化,晶粒尺寸均值降为4.65μm,但试样整体组织分布不均匀,局部可见较粗大的晶粒,由于ECAP强烈的剪切作用,这些晶粒被明显拉长。

图6 AZ31镁合金原试样及ECAP一道次加工后试样横截面光学显微组织(a)原试样;(b)一道次加工试样Fig.6 The optical microstructure in the cross-section of the AZ31magnesium alloy samples unprocessed and processed by one pass ECAP(a)as-annealed unprocessed sample;(b)single-pass pressed sample by ECAP
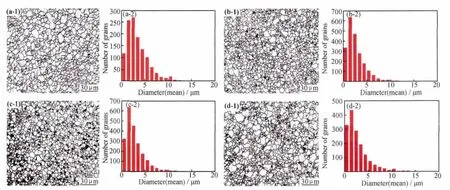
图7 AZ31镁合金ECAP不同路径四道次加工后试样横截面光学显微组织(1)及晶粒尺寸分布(2) (a)A4;(b)Ba4;(c)Bc4;(d)C4Fig.7 The optical microstructure and average grain size distribution in the cross-section of the AZ31magnesium alloy samples processed by four passes ECAP pressed with different routes (a)A4;(b)Ba4;(c)Bc4;(d)C4
图7为不同变形路径挤压四道次后ECAP挤压件稳定变形区轴截面中心位置的金相组织及所对应的平均晶粒尺寸分布直方图。由图7可知,与原始试样及一道次挤压件相比,经过ECAP工艺不同路径四道次挤压后晶粒都发生了明显的细化,变形区内的狭长金属完全消失,整个视场内的晶粒呈现等轴晶状态。对比不同路径四道次ECAP挤压后的微观组织可以发现,对于不同的变形路径,其晶粒细化效果并不相同。当制件分别沿A,Ba,Bc,C路径进行四道次挤压后,其稳定区横截面上的晶粒平均尺寸分别细化至3.44,2.64,2.66,2.86μm,这说明当制件沿Ba和Bc路径挤压时取得了较为良好的细化效果,而A路径和C路径的晶粒细化能力相对较弱,这是由于当工件沿A路径和C路径挤压时,相邻道次间的剪切面相互平行,这在一定程度上弱化了晶粒细化的效果。而Ba和Bc路径相邻道次间的剪切面相互垂直,这更有利于变形过程中狭长大晶粒的破碎,因此其晶粒细化效果明显。
由不同路径金相组织所对应的晶粒尺寸直方图可以看出,通过Ba和Bc路径加工的工件绝大部分晶粒都细化的10μm以下,而对于A和C路径,四道次加工后仍存在相当数量尺寸在10μm以上的大晶粒。晶粒尺寸的标准方差可以反映试样内部晶粒分布的均匀程度,通过计算可得沿A,Ba,Bc,C路径处理试样的晶粒尺寸标准方差分别为2.38,1.85,1.87,2.51,这也表明通过Ba和Bc路径加工的微观组织均匀化程度要优于A路径和C路径。
3.2 室温拉伸力学性能分析
对原始试样,一道次ECAP挤压件以及不同路径4道次ECAP挤压件车削加工制成直径为8mm、标距长度为20mm的拉伸试样,然后利用CMT5205型电子万能试验机测试其拉伸力学性能,拉伸速率为1mm/min,所得不同状态下AZ31镁合金的室温拉伸应力应变曲线及各试样的抗拉强度和伸长率如图8所示。

图8 AZ31镁合金在ECAP前后的室温力学性能(a)室温拉伸曲线;(b)抗拉强度及伸长率Fig.8 Mechanical properties of AZ31alloy at room temperature before and after ECAP through one pass and 4passes in different routes(a)tensile curves at room temperature;(b)tensile strength and elongation
由图8可见,ECAP对AZ31镁合金的力学性能有明显的改善:经过1道次ECAP之后,抗拉强度由196MPa提高到244MPa,伸长率则由15.4%上升到16.5%。经过四道次ECAP挤压后,材料的抗拉强度进一步上升,但是不同变形路径对力学性能的影响不尽相同。Bc路径和C路径挤压后试样的伸长率较高,分别为20.5%和24.3%,而Ba和A路径后的试样伸长率较差,分别为14.4%和13.6%。而对于抗拉强度,则是A路径较高,为280MPa,Ba路径最低,约为250MPa,四种路径区别不大。由此可见,ECAP路径对试样抗拉强度的影响较小,但对伸长率和屈服强度的影响比较大。根据ECAP挤压过程的剪切变形特征可知,经过不同挤压路径的多道次变形累计后,材料在变形过程中形成的等效应变分布存在较大差异,这种应变分布差异使变形体内部的微观组织分布不均匀,并最终导致挤压后材料的力学性能存在差异。W.J.Kim等[14]研究了AZ61镁合金在175℃温度下沿Bc路径和A路径经过不同道次挤压后力学性能的演变,研究表明经过8个道次的ECAP工艺挤压后,沿Bc路径挤压的AZ61镁合金的抗拉强度较沿A路径的低,但伸长率却比沿A路径挤压的高。Yan等[15]在研究转模等通道转角挤压路径对AZ31镁合金组织和力学性能的影响时也得出了类似的结论。
4 结论
(1)通过对AZ31镁合金等通道转角多道次挤压过程的数值模拟研究,揭示了挤压路径对AZ31镁合金ECAP挤压过程累积应变的影响规律。在采用不同变形路径ECAP挤压过程中,工件的平均等效应变累积差别不大。但变形路径的不同直接影响工件的不均匀变形程度。在经过四道次ECAP工艺处理后,当采用A路径和Ba路径挤压时,工件主变形区内存在较为明显的梯度分布,而采用Bc路径和C路径挤压时,可以获得良好的等效应变分布,从工件主变形区横截面上不均匀变形系数来看,采用Bc路径挤压所获得的应变累积最为均匀。
(2)微观组织观察表明AZ31镁合金经过ECAP加工后晶粒明显细化,经过四道次挤压后,其晶粒由原始的9.87μm细化至3μm左右。对比不同路径的ECAP挤压件微观组织可以发现,当采用Ba或Bc路径挤压时,其晶粒的细化效果要优于A和C路径。标准方差分析显示采用Ba或Bc路径挤压时可以获得较好的晶粒均匀化分布。
(3)工件在经过不同路径四道次ECAP工艺处理后,室温抗拉强度、伸长率较原工件均有明显的提高,力学性能有所改善,但不同变形路径对力学性能的影响不尽相同,采用A路径和Ba路径挤压时,可以获得较高的抗拉强度,而采用Bc路径和C路径时工件的伸长率较高,综合挤压后工件的微观组织和力学性能两方面因素考虑,可以发现Bc路径为比较理想的ECAP变形方式。
[1]HOU L F,WEI Y H,LIU B S,et al.High energy impact techniques application for surface grain refinement in AZ91Dmagnesium alloy[J].Journal of Materials Science,2008,43(13):4658-4665.
[2]LUO A A,MISHRA R K,POWELL B R,et al.Magnesium alloy development for automotive applications[J].Materials Science Forum,2012,706(1):69-82.
[3]张丁非,戴庆伟,胡耀波,等.镁合金板材轧制成型的研究进展[J].材料工程,2009,(10):85-90.ZHANG D F,DAI Q W,HU Y B,et al.Progress in the research on rolling formation of magnesium alloy sheet[J].Journal of Materials Engineering,2009,(10):85-90.
[4]GLEITER H.Nanostructured materials:basic concepts and microstructure[J].Acta Materialia,2000,48(1):1-29.
[5]FIGUEIREDO R B,LANGDON T G.Strategies for achieving high strain rate superplasticity in magnesium alloys processed by equal-channel angular pressing[J].Scripta Materialia,2009,61(1):84-87.
[6]MATSUBARA K,MIYAHARA Y,HORITA Z,et al.Developing superplasticity in a magnesium alloy through a combination of extrusion and ECAP[J].Acta Materialia,2003,51(11):3073-3084.
[7]何运斌,潘清林,刘晓艳,等.ECAP法制备细晶ZK60镁合金的微观组织与力学性能[J].材料工程,2011,(6):32-38.HE Y B,PAN Q L,LIU X Y,et al.Microstructure and me-chanical properties of ZK60magnesium alloy produced by equal channel angular pressing[J].Journal of Materials Engineering,2011,(6):32-38.
[8]BEYERLEIN I J,TOTH L S.Texture evolution in equal-channel angular extrusion[J].Progress in Materials Science,2009,54(4):427-510.
[9]靳丽,林栋樑,毛大立.两步等通道角挤压AZ31镁合金的微观组织和力学性能[J].上海交通大学学报,2005,39(11):1175-1179.JIN L,LIN D L,MAO D L,et al.The microstructure and mechanical properties of AZ31Mg alloy processed by two-step equal channel angular extrusion[J].Journal of Shanghai Jiaotong University,2005,39(11):1175-1179.
[10]THAM Y W,FU M W,HNG H H,et al.Study of deformation homogeneity in the multi-pass equal channel angular extrusion process[J].Journal of Materials Processing Technology,2007,192:121-127.
[11]CERRI E,DE MARCO P P,LEO P.FEM and metallurgical analysis of modified 6082aluminium alloys processed by multipass ECAP:influence of material properties and different process settings on induced plastic strain[J].Journal of Materials Processing Technology,2009,209(3):1550-1564.
[12]XU S,ZHAO G,LUAN Y,et al.Numerical studies on processing routes and deformation mechanism of multi-pass equal channel angular pressing processes[J].Journal of Materials Processing Technology,2006,176(1):251-259.
[13]BASAVARAJ V P,CHAKKINGAL U,KUMAR T S P.Study of channel angle influence on material flow and strain inhomogeneity in equal channel angular pressing using 3Dfinite element simulation[J].Journal of Materials Processing Technology,2009,209(1):89-95.
[14]KIM W J,HONG S I,KIM Y S,et al.Texture development and its effect on mechanical properties of an AZ61Mg alloy fabricated by equal channel angular pressing[J].Acta Materialia,2003,51(11):3293-3307.
[15]YAN K,SUN Y S,BAI J,et al.Effects of rotary-die ecap routes on microstructure and mechanical property of AZ31magnesium alloy[J].Acta Metallurgica Sinica,2010,46(1):27-33.
猜你喜欢
劳动保护(2018年5期)2018-06-05
华人时刊(2018年23期)2018-03-21
制造技术与机床(2017年5期)2018-01-19
科学中国人(2017年35期)2017-06-08
中华建设(2017年3期)2017-06-08
电镀与环保(2016年2期)2017-01-20
当代化工研究(2016年6期)2016-03-20
诗选刊(2015年6期)2015-10-26
中国质量与标准导报(2015年2期)2015-02-28
装备环境工程(2015年4期)2015-02-28
