双半外圈三点接触球轴承的精研加工
2013-10-11 03:11卞锦兰
哈尔滨轴承 2013年2期
卞锦兰,杨 凯,历 英
(1. 哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨 150036;2. 哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨 150036)
1 前言
三点接触球轴承由于钢球在内外圈滚道上有三个接触点,在使用过程中随着轴承转速的增加,由于离心力的影响,外圈接触角减小,有可能造成三点接触故称为三点接触轴承,此类型轴承适合于在中等转速条件下工作,或者对装配有特殊要求的场合,其结构形势有两种:双半内圈三点接触轴承和双半外圈接触轴承(如图1),其结构特点是:外形尺寸与同内径,同尺寸系列的角接触球轴承完全一致。可承受部分径向载荷和双向轴向力,同时还具有轴向窜动更小的优点。

图1 双半外圈三点接触轴承
笔者接触的是某型号双半外圈三点接触轴承的外半圈精研加工,对工作中遇到的问题谈一点粗浅的认识。
2 精研加工中的问题
双半外圈三点接触轴承的外圈是半外圈的结构(如图2),,在精研加工中的难点如下:
(1)半外圈的结构,不能用正常球轴承的加工方法来进行加工。
(2)外圈沟道窄,圆弧小,不易加工。
(3)外半圈宽度小,工件加工时,在滚杠旋转带动和油石压力双重作用力下,不会沿直线旋转会出现“8”字形旋转,造成工件在滚杠上旋转不稳油石压不住。
3 解决方法
(1)在超精研工件半外圈沟道时由于油石施加于套圈半沟上的压力,以及油石的摆动势必产生轴向分布,促使套圈沿着这个轴向分布的方向移动,导致精研加工无法进行。为解决上述问题,避免出现质量问题,可用本机床加工角接触球轴承的方法以宽端面做支撑面,施加一个轴向阻力来加工(如图3),根据其结构特点,对比与其外形尺寸相同的角接触轴承做标准来确定下垫板和侧垫块的大小。加工时,沟位置可适当向支撑面偏移0.02~0.03mm,进行控制,可避免沟道一边有研不到的现象。
(2)外半圈的沟道是正常球轴承沟道的一半,圆弧小,油石加工时不不易成型,会摆出加工面,产生沟型误差,为提高工件质量,首先要选择适合宽度的油石,油石宽度一般取沟实宽加0.4~0.7mm,先将油石的端部分别在46#~60#和80#~120#砂纸上修磨成与工件沟道曲率相似的形状,安装在油石夹中,打开摆头开关,靠摆头的摆动利用加工好的工件沟道把油石曲率磨圆,然后检查工件沟曲率的大小和圆的程度,当工件合格后方可加工。
工作时,应调整油石中心线与工件沟道曲率中心重合,(如图3)油石的摆角一般应调整在5°的范围内;调整油石压力,粗研时选为3~4kg,细研时选为2~3kg;调整油石的摆动频率,粗研选为300次/min,细研选为250次/min;调整精研时间,粗研选为8~15s,细研选为5~12s。
需要特别说明的是,由于被加工工件是半沟的结构,摆角和压力的参数都比加工深沟球轴承要小,所以会造成加工时间内研磨量不够,影响加工质量。为解决这个问题可采用三种不同粒度的油石(依次为W 10、W 7、W 3.5)来完成加工过程。实践证明这种方法看起来是多加了一种油石,但从研磨量、生产效率和加工质量上都是适宜的,工件表面质量达到细研后Ra0.033,研磨量达到10~15μm。
(3)为解决工件加工时旋转不稳问题,避免产生“打滑”现象,可调整滚棒与被加工工件的角度,最适宜的支撑角为145°,此角度可通过调整两滚棒的中心距来达到。因被加工工件为半沟,沟道窄,弧度小,可根据实际加工情况减小支撑角1~2°升高工件的旋转中心,减小工件左右摆动幅度提高工件旋转平稳度。
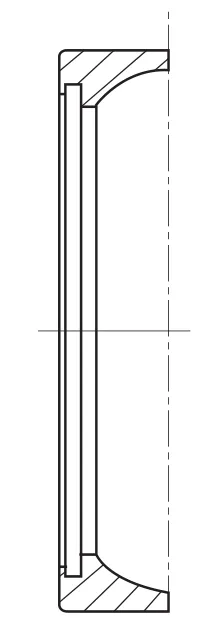
图2 半外圈结构
4 结束语
以上对三点接触球轴承半外圈的加工要点做了些说明,归纳起来就是按正常的角接触球轴承进行加工,调整确定加工参数。通过对上述半外圈精研加工中遇到的问题进行简要分析,得到了一些在加工中出现质量问题的解决方法,保证了产品质量,为今后加工此类产品积累了经验。
猜你喜欢
中国港湾建设(2022年12期)2022-12-28
数学物理学报(2022年4期)2022-08-22
哈尔滨轴承(2022年2期)2022-07-22
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2020年2期)2020-11-06
数学物理学报(2019年5期)2019-11-29
轴承(2019年7期)2019-07-23
轴承(2019年1期)2019-07-22
华东师范大学学报(自然科学版)(2014年6期)2014-02-27
轴承(2010年2期)2010-07-28