
麻花钻超声振动钻削入钻精度研究
2013-10-14 11:01郑德友孔凡霞
机械制造与自动化 2013年5期
郑德友,孔凡霞
(1.青岛和力达电气有限公司,山东青岛266042;2.山东理工大学农业工程与食品科学学院,山东淄博 255049)
0 引言
孔钻削加工是工程中经常采用的加工方式。钻削时存在钻头的刚度低、入钻位置易偏移[1,2]、切屑不易排出、钻头易折断[3,4]等问题。尤其对于难加工材料和深孔钻削,定位精度差是工程中的难题之一。超声振动钻削是近代出现的一种先进的切削加工方法,它是在传统的钻削过程中给钻头(或工件)加上有规律的高频振动。几十年来,国内外专家学者对超声振动钻削做了大量的理论与实验研究工作[5,6],许多实验和研究结果都表明振动钻削可明显提高入钻的定位精度及孔的尺寸精度和表面品质,降低切削力和切削温度,延长钻头寿命。
1 超声振动钻削提高入钻精度机理
1.1 普通钻削的入钻机理
钻头入钻过程是横刃进行切削的过程。由于钻头的轴线与工件表面不能保证垂直,钻尖会受到侧向力的作用而产生偏移,产生入钻引偏。本文从钻头完全入钻前横刃的滑移趋势来分析入钻引偏的过程。
图1(a)是在入钻过程中横刃的滑移轨迹,其中O点是钻头在自由状态下的回转中心如果钻头是一个刚体,则横刃应该以O为中心,A0B0为直径的圆弧轨迹进行切削。即旋转切削一定角度后,横刃在A'B'的位置。然而,入削过程只有横刃的DB来完成,因此会产生侧向力P,使钻头发生弯曲变形,中心点偏移到O',此时工件的B0BB'区域就不能被切除。

图1 普通钻削入钻横刃的滑移轨迹

1.2 超声纵向振动钻削入钻机理
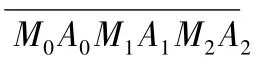
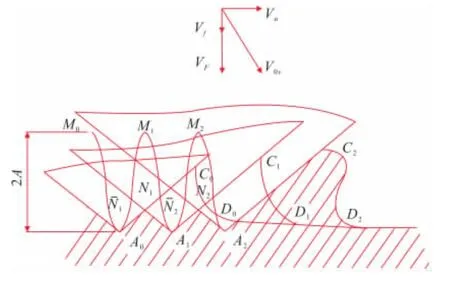
图2 超声振动钻削的断续切削


其中:A为振幅,r为钻头横刃的回转半径,Wf为钻头每转的振动次数。这时,每一振动周期内横刃实际切削的时间tc和空切时间ti分别为:

其中:F为振动频率。
横刃每次切削可能产生的最大偏移量是在tc时间内主轴旋转α1产生的。如图3,超声波纵向振动钻削入钻过程中,横刃在切入金属时,在tc时间里产生的侧向偏移OO',滑移到A'B'位置。
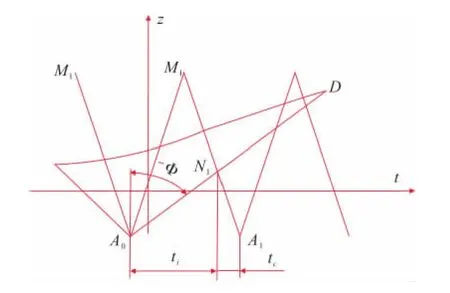
图3 切削时间和空切时间
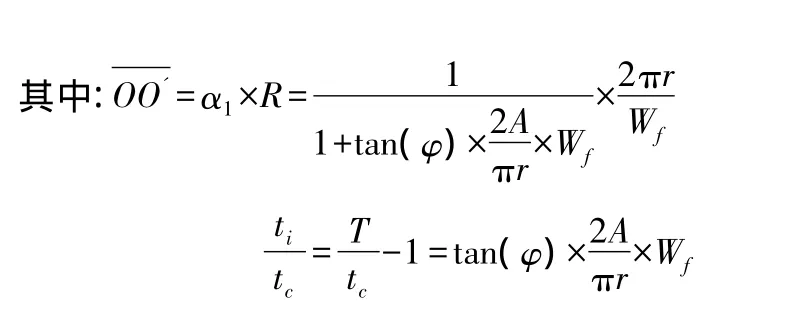


图4 超声振动钻削入钻横刃的滑移轨迹
2 实验
采用如图5实验装置,用D1.4mm硬质合金钻头对不锈钢进行钻削实验。主轴转速n=1200r/min,进给量vf=1.5μm/r,钻头振幅A=0μm、3.5μm、5μm。切削液采用金微油。试件是直径d6mm不锈钢试件,厚度为2mm,有中心孔。在工具显微镜(100倍)下测量孔入口中心点位置,计算孔中心位置相对外圆中心位置的最大偏移量,依此分析定位精度(偏移量小,则定位精度高)。
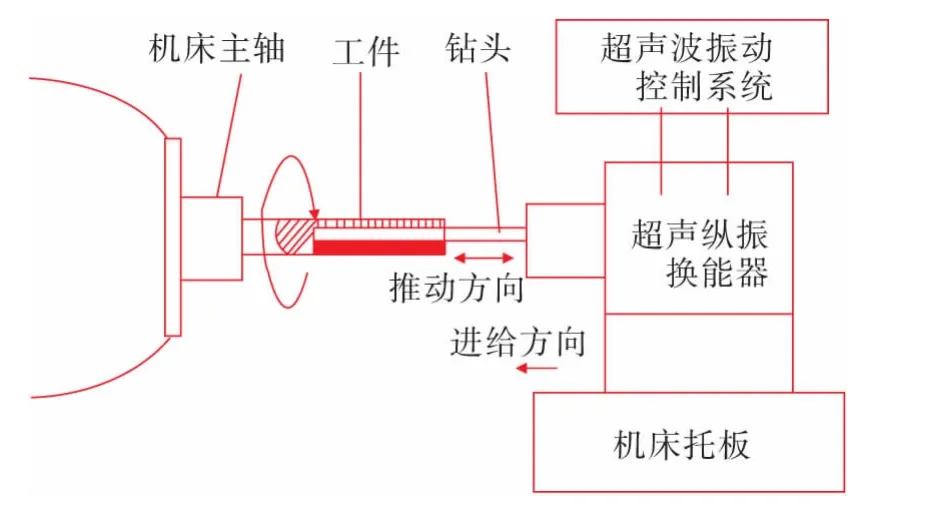
图5 超声振动钻削装置示意图
图6表示主轴转速n=1200r/min,进给量vf=1.5μm/r,不同振幅条件下微孔入钻定位精度的对比曲线。从图中可以看出,普通钻削时,最大偏移量为14μm左右,当振幅为5μm,最大偏移量降低到大约4μm。
由此可见,振动钻削的入钻定位精度相对普通钻削有很大提高,当振幅为5μm时,定位精度提高了约4倍;在一定范围内,随振幅增大,定位精度提高。

图6 定位精度对比曲线图
另外,还进行了细长麻花钻钻削45#钢的尝试性实验。实验装置如图7所示。刀具为3mm的HSS普通麻花钻,钻头悬长60mm。钻削参数:转速1000r/min,进给量0.008mm/r,超声振动频率19490Hz,振幅7μm。普通钻削至深度35mm时钻头折断,而超声振动钻削深55mm至通孔。两个工件入口端面如图8所示。由此实验也表明,超声振动钻削可以大大提高入钻精度。

图7 超声振动钻削装置示意图

图8 入口情态对比图
3 结语
由于钻头刚性差或材料硬度高,普通钻削入钻时钻尖易偏移,定位精度很低。振动钻削入钻,当钻尖与工件分离时,钻头以自身的固有频率做弯曲衰减振动,恢复变直后再重新入钻,使入钻偏移经过多次校正,最终使入钻定位精度得到提高。
实验结果也表明:超声振动钻削不锈钢和细长麻花钻钻削45#钢时,入钻定位精度均有提高。且钻削不锈钢当振幅为5μm时,定位精度提高了约4倍;在一定范围内,随振幅增大,定位精度提高。
[1]杨兆军,王勋龙,杨赵华.微小孔钻削加工的难点及其技术对策[J].机械工程师,1997,(5):15-16.
[2]谢大纲,赵清亮,袁哲俊,等.麻花钻刚度的有限元分析[J].中国机械工程,2001,12(5):154-156.
[3]刘利编译.微深孔钻头设计要点[J].日刊《机床与工具》,1987,(6):130-135.
[4]张明,周锦进.微细钻头折断原因探讨[J].工具技术,1999,33(7):5-7.
[5]王立江,张德远,张明.振动钻削微小孔提高加工精度的研究[J].机械工程学报,1992,28(1):31-35.
[6]张德远,王立江,张明.超声波振动钻削微孔的横刃入钻特性[J].科学通报,1991,36(12):947-950.
猜你喜欢
军事文摘(2023年4期)2023-04-05
装备制造技术(2022年6期)2022-10-02
地理空间信息(2022年3期)2022-04-01
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
测控技术(2018年4期)2018-11-25
制造技术与机床(2017年7期)2018-01-19
测绘工程(2017年3期)2017-12-22
河南科技(2014年23期)2014-02-27
河南科技(2014年5期)2014-02-27
