
折弯单元折弯机器人跟随折弯运动模型研究
2013-10-20 10:37谢敏刘荣金钰飞王涛
机械制造与自动化 2013年5期
谢敏,刘荣,金钰飞,王涛
(1.南京化工职业技术学院,江苏 南京210048;2.南京航空航天大学 机电学院,江苏 南京210016)
0 引言
折弯机使用简单的通用模具,通过滑块上下往复直线运动,折出各种各样的复杂工件。折弯机是用于制造尺寸大、外形准确度要求较高,相对弯曲半径大的变曲率型材,已发展成为板料折弯成型行业的重要技术载体。采用折弯机器人的折弯单元能够实现自动化无人加工,目前,国内的工业机器人应用主要集中在焊接、喷涂、堆垛等,在折弯方面还不多,而折弯是一种应用广泛又有一定危险性的工艺,因此折弯机器人的市场前景是非常乐观的。国外已有很多成功经验,美国的折弯机器人有服役十余年者,欧洲则更早,国内目前对折弯机器人的研究也在不断发展中。在折弯单元中,折弯机器人需要精确跟随折弯机的折弯进给速度和轨迹,否则跟随误差将影响折弯精度和折弯变形过程。本文根据折弯单元机器人和折弯机的结构和工作原理,建立了折弯机器人跟随折弯运动学模型,该模型可以精确跟随折弯机折弯加工轨迹和速度,能提高折弯精度和加工效率。
1 折弯单元结构及工作原理
一个折弯单元通常包括:折弯机、配有夹具的机器人、进料站、厚度传感器、定位台、翻面架和出料站等。折弯机器人和折弯机的机械结构布局如图1所示。
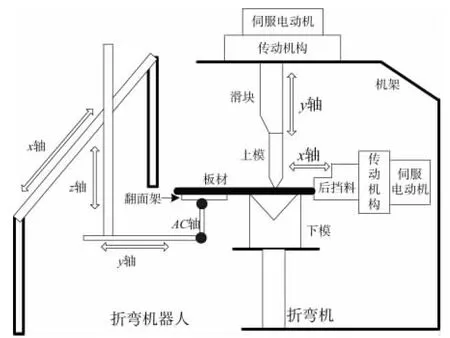
图1 折弯机器人-折弯机机械结构布局图
折弯机主要实现后档料x轴的水平运动和滑块y轴垂直方向两个方向的自由运动。使用简单的通用上模、下模模具,通过控制x轴和y轴的位置,即可折成各种不同形状的零件。具体实现过程为:后挡料板首先移至一确定位置限制折弯工件的折弯边长和折弯位置,滑块根据所需折弯角度下降至下模内一定深度进行折弯,然后回程,重复以上过程直至折弯工件加工完毕。折弯单元中采用了直角坐标的5自由度折弯机器人,可以实现x,y,z,a,c共5个轴的运动。
2 折弯机器人工作过程分析
折弯机器人一个完整的工作周期包括取料、折弯、堆垛3个阶段。折弯阶段是核心,由一系列折弯操作完成。
取料阶段,机器人首先从进料站上抓起板材,伸进厚度传感器检查一下。若确实只拿起了一块钢板,则置其于定位台上,松开夹具再重新抓起。折弯时,机器人可以跟随或者不跟随。机器人跟随时夹具始终抓住工件,随着工件逐渐弯曲,机器人也同步地做圆弧运动,机器人跟随折弯方式有利于提高产品品质,提高生产效率。全部折弯完成后即进入堆垛阶段,把产品整齐堆放在出料站上,为节省空间并避免倒垛,要按一定次序或位置堆放。两次折弯操作之间,机器人可能还要用翻面架调整抓取点。折弯机器人工作过程如图2所示。

图2 折弯机器人工作周期图
3 折弯机器人跟随折弯运动模型研究
根据图1折弯机器人-折弯机机械结构布局图,建立机器人跟随折弯机运动坐标系,如图3所示。图中右侧是折弯机工件坐标系统xoy坐标,左侧是折弯机器人工具端中心坐标系统,折弯机器人的坐标原点建立在y轴上的工具端中心。折弯机器人是xyzac的5坐标系统,在折弯阶段的折弯跟随过程中,需要折弯机器人的y轴、z轴和绕x轴的旋转坐标a跟随工件弯曲运动。
根据折弯机的y轴方向的滑块运动轨迹和速度,建立折弯机器人的yza轴跟随折弯运动模型。假设折弯时,折弯机上模工作进给速度为v(mm/s)。折弯机器人跟随板材折弯成型时,机器人坐标系的O点运动到O'点,机器人的托料盘绕x轴旋转的角度为α,则有:

图3 折弯机器人跟随折弯机运动坐标系图
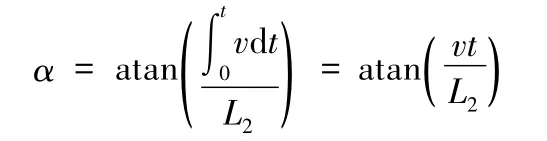
式中:t为折弯时上模工作进给时间。
机器人坐标系O点沿y轴移动位移为:

机器人坐标系O点沿z轴移动位移为:

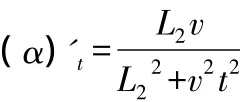
由函数 α,Yo’,Zo’对时间t进行求导,从而得到折弯机器人跟随折弯运动的速度函数模型。
机器人的托料盘绕x轴旋转的角速度为:
折弯机器人的O点沿y轴移动速度为:

折弯机器人的O点沿z轴移动速度为:

4 折弯机器人跟随运动仿真
当下模开口宽度2L2=30mm,机器人托盘高度R=300mm,板材折弯长度L=300mm,折弯机折弯工作进给速度为v=6mm/s,板材折弯角度=90°,折弯深度S=18mm,采样周期ts=0.001s,折弯动作完成时间t=3s。经Matlab仿真折弯机器人y轴、z轴、a轴跟随折弯机的折弯动作,各轴的位置、速度跟随曲线仿真如图4所示。
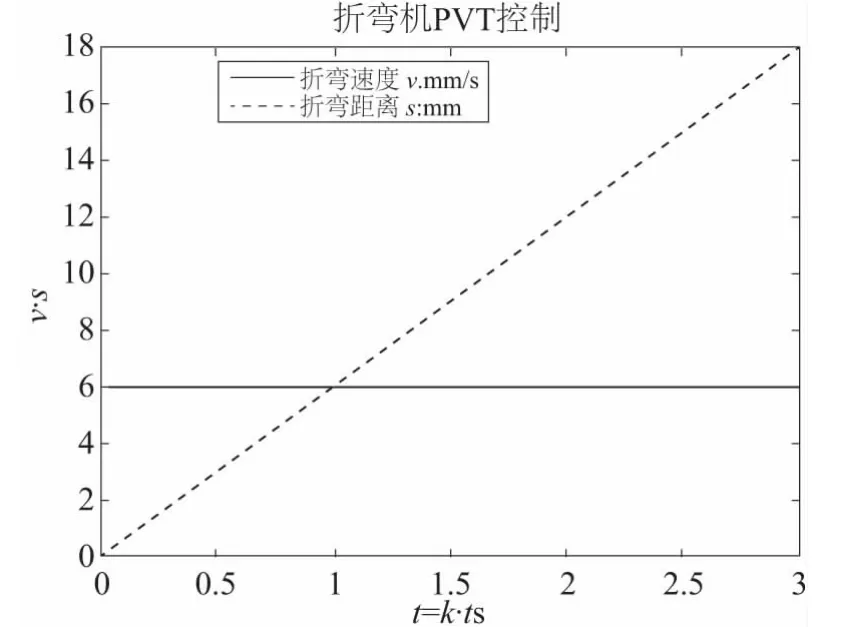
图4 折弯机折弯时工作进给速度-折弯深度图
折弯机器人跟随轨迹速度跟踪仿真如图5(a)、(b)、(c)所示。


图5 折弯机器人跟随轨迹速度仿真图
5 结论
分析了折弯机板材冲压折弯过程,研究建立了折弯单元机器人末端数学模型,解决了基于运动学模型的折弯机器人轨迹速度规划问题,经过MATLAB仿真验证了模型的正确性和准确性,并将该方法应用于恒佳折弯机器人控制系统中。试验证明,该模型可以精确跟随折弯加工轨迹,机器人和折弯机同步误差小,能提高折弯精度和加工效率,具有重要的工程应用价值。
[1]林景山.开放式全电动折弯机数控系统的研究与开发[D].广州:华南理工大学,2011.
[2]夏强志.基于伺服电机直接驱动的折弯机数控系统研究[D].武汉:华中科技大学,2004.
[3]高宏涛.折弯机数控技术的研究[D].合肥:合肥工业大学,2009.
[4]卢长龙.基于ARM9的折弯机控制器的研究与开发[D].无锡:江南大学,2009.
[5]A.Sandford,Different Angles on Bending Automation,Machinery,September,2008:29-32.
[6]Rui J.Guimarães,José A.Pacheco,José F.Meireles,Jaime F.Fonseca.A BENDING CELL FOR SMALL BATCHES.7th EUROMECH Solid Mechanics Conference,September,2009.
[7]刘金琨.先进PID控制MATALAB仿真[M].北京:电子工业出版社,2012:19-21.
猜你喜欢
湖北农机化(2020年4期)2020-07-24
中学生数理化·七年级数学人教版(2018年4期)2018-06-28
数学大世界(2018年1期)2018-04-12
制造技术与机床(2017年7期)2018-01-19
中等数学(2017年2期)2017-06-01
新乡学院学报(2016年6期)2016-12-01
锻压装备与制造技术(2016年3期)2016-06-05
中国塑料(2015年9期)2015-10-14
河南科技(2015年2期)2015-02-27
中国海洋大学学报(自然科学版)(2014年8期)2014-02-28
