复合双层热风非织造布的设计与性能
2014-01-15 10:02张静峰北京大源非织造有限公司北京102308
产业用纺织品 2014年7期
张静峰 (北京大源非织造有限公司,北京,102308)
热黏合非织造布分为热风、热轧和超声波黏合三种工艺方式,其中热风非织造布广泛应用于个人卫生护理用品领域。个人卫生护理用品包括婴儿尿裤、妇女卫生巾、卫生护垫、成人尿裤、成人失禁垫和成人护理垫等,这些用品已逐步进入我国人民的日常生活中。据中国造纸协会生活用纸专业委员会统计,2013年我国卫生巾和婴儿尿裤的市场渗透率分别是91.1%和47.0%,成人失禁用品尚处于萌芽阶段,但其消费量比2012年增长36.5%[1]。整个个人卫生护理用品行业正处在快速发展阶段,因而对于原材料的需求量增长迅猛,对于原材料的创新也提出了更高的要求。热风非织造布作为个人卫生护理用品的表面层、侧翼和导流层,更需要不断推陈出新,从物理性能和外观上满足客户的要求。
热风非织造布在非织造工业中属于规模较小的产业,使用的原材料是复合纤维,类型比较特殊,从创新的角度上来看,发挥的空间较小,因而要从设备设计、纤维配伍和后处理加工等多方面着手来进行产品开发和创新。复合双层热风非织造布是顺应研发需求,从设备技术和纤维两方面进行研究而开发出来的新产品。目前国内能够制作该类非织造布的企业较少。本文主要是针对复合双层热风非织造布的工艺过程、产品结构和性能特点进行探讨和分析。
1 热风非织造布的形成原理
热风非织造布属于短纤维梳理成网,经过热空气加热、加固而形成的干法非织造布,其生产过程需要使用皮芯型双组分复合纤维。通常皮层为聚乙烯(PE),芯层为聚丙烯(PP)或者聚酯(PET)。图1为最常见的皮芯型复合纤维的横截面的SEM照片,其中中心的暗色部分为PP或者PET,外围的白色部分为PE。由于两种组分的熔点不同,皮层熔点低,芯层熔点高,当温度设定为大于皮层聚合物熔点、低于芯层聚合物熔点时,表层的聚合物熔融,而芯层的聚合物不发生熔融。表层熔融的纤维相互搭接而黏合在一起;芯层的聚合物不变化,在整个过程中起到支撑作用,使得纤网的结构不被破坏。整个纤网在加热黏合后从热风烘箱输出,经冷却形成具有一定强伸度的热风非织造布。图2是热风非织造布的SEM照片。可以看到,低熔点组分在纤维的交叉点上形成熔融黏着,非交叉点处于自然状态。经冷却后,非交叉点上的纤维仍保持原来的状态,交叉点上的纤维经高聚物的“焊接”黏合在一起。这是一种点状黏合形式,因而热风非织造布具有非常好的蓬松性、柔软性和较高的弹性[2]。
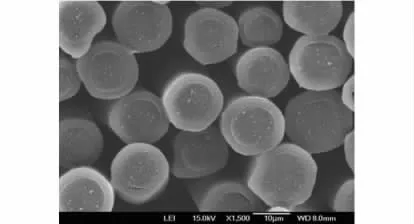
图1 皮芯结构的双组分热熔纤维
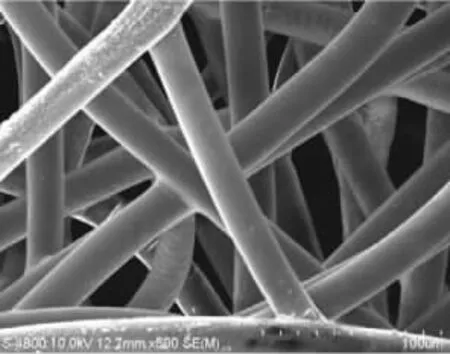
图2 热风非织造布的SEM照片
目前世界范围内的热风非织造布以单层热风非织造布为主,其厚度比相同面密度的热轧和纺黏非织造布的厚度大一倍左右。更高的材料厚度和更均匀的外观感觉能使非织造布的液体渗透速度加快,返湿量降低,并能在其表面压出清晰的花纹或沟槽。这对于用作卫生巾和尿裤的面层材料而言颇为有利,因而热风非织造布类的材料更能受到客户的关注和青睐。
实现高厚度热风非织造布有多种方法:可以使用不同种类的纤维,比如同等面密度下,PET/PE热风非织造布比PP/PE热风非织造布的厚度高,或者可以在复合纤维中加入少量的PET单组分纤维,以便提升整个材料的回弹性和厚度;也可以通过调整热风烘箱参数,如风压和温度,使材料柔软度和厚度增加等。但是,这些方法对提升非织造布厚度和增加材料丰满感的程度非常有限,往往经过分切和包装工序,厚度又回到原来的状态。而复合双层热风非织造布的设计,对客户要求的厚度提升和网面均匀度的改善则有明显的突破。
2 复合双层热风非织造布的设计
2.1 复合双层热风非织造布的形成原理
复合双层热风非织造布是运用设备的特点,使热风非织造布由两层结构复合而成。两层结构使用不同的纤维设计,可以提高非织造布的厚度和弹性,从而达到个人卫生护理用品设计者的要求,也使得卫生产品的使用者感到更舒适和不潮湿。
复合双层热风非织造布生产线需要配置至少两个纤维喂入单元和两个梳理单元。两个喂入单元分别喂入复合纤维原料,原料经充分开松后,分别通过各自的梳理机将其梳理成为纤网,两层纤网在第二个梳理单元末端上下结合在一起,通过输送带将纤网送入热风装置。热风装置最好用平网热风烘箱,因其对纤网的牵伸变形较小,可较好地保持最终材料的厚度。纤网从梳理机输送出来后,在经过热风烘箱时,遇到温度高于PE熔点的热空气,皮芯结构的PE熔融并使纤维相互“焊接”在一起,固结成非织造布,经过冷却定型和卷绕分切,即可完成生产。
2.2 复合双层热风非织造布的产品设计
具备双梳理硬件设备后,还需要对纤维的配伍进行研究,才能达到客户要求的厚度和网面效果。本研究是针对现有单梳理热风技术存在的不足,克服现有热风非织造布板实、单薄的缺点,通过双层纤网复合,并使用三维螺旋卷曲纤维,得到一种成型良好、手感柔软、厚度加倍的非织造布。
将非织造布的结构设计为上、下两层。上层是卫生用品中贴合人体的一层,下层是卫生用品中贴合吸收芯体的一层。根据客户需求,上层需要接触使用者的皮肤,因而要细腻、柔软、光滑,尽量减少与皮肤的摩擦力,让使用者感觉到舒适;下层不接触人体,需要具有高弹力、能支撑和提高整个布面的厚度,对于材料的细腻度和光滑度没有特殊要求。
本研究设计方案是:
(1)上层使用线密度较低的1.67 dtex双组分增白短纤维。该纤维长度为38 mm,皮芯结构,皮层为高密度聚乙烯(HDPE),芯层为PP。短纤维在自然状态下呈现波浪式二维卷曲,用其铺置成的纤网的特点是细腻、柔软和光滑,在厚度的提升上贡献不大。
(2)下层使用线密度相对较高的4.4 dtex双组分短纤维。该纤维的长度亦为38 mm,偏芯结构,皮层为HDPE,芯层为PET,如图3所示。短纤维在自然状态下呈现出三维螺旋状卷曲,即弹簧状卷曲。下层材料的厚度有大幅度的提升,这是由三方面重要因素共同作用的结果。一是纤维本身的三维螺旋卷曲能提升非织造布厚度;二是偏芯结构的复合纤维在受热后,由于两种聚合物的熔点不同,表层的HDPE发生熔融,而芯层的PET不发生变化,在偏芯结构的设计下,单根纤维因每个点的受力方向和受力大小不同而扭曲,且相互缠结得更紧密,形成相互交错、钩接的立体结构;三是常规的热风非织造布使用PP/PE复合纤维,而此纤维是PET/PE复合纤维,PET纤维的特点是初始模量比PP纤维高,弹性回复性好。
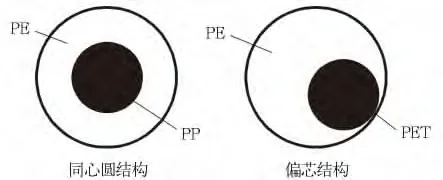
图3 皮芯型复合纤维横截面示意
依据上述设计制造复合双层热风非织造布,在设定烘箱温度139℃、风压电机频率25 Hz的条件下定型,使得热风非织造布在拉伸强度、柔软度不变的前提下,厚度提升一倍,且表面不起毛,从而满足客户对于厚度、液体渗透性和返湿量改善的要求,提高其卫生护理用品的体感舒适度和结构美感。
3 复合双层热风非织造布性能测试
本研究测试了热风非织造布与其在个人卫生护理用品领域中应用密切相关的性能,主要包括材料厚度、密度、液体穿透时间和返湿量等指标。
3.1 试验仪器
FA1004型电子天平,精确到0.1 mg;
L5853型兰精 Lister AC穿透返湿仪,精确到0.01 s;
YG141D型数字式织物厚度测定仪,精确到0.01 mm。
3.2 性能测试方法
3.2.1 液体穿透时间和返湿量
液体穿透时间参照EDANA 150.5-02标准,返湿量参照EDANA 151.3-02标准,采用专门用于非织造布穿透时间和返湿量测试的Lister AC穿透返湿仪进行测试。
测试方法为:将一块125 mm×125 mm的正方形非织造布试样(光面朝上)放在5叠标准吸收滤纸的上面,将穿透盘放在试样上;在滴定管中注入模拟尿液,保证漏斗的排出阀关闭;从滴定管中放出5.0 mL的液体至漏斗中;按测试键,记录漏斗电磁阀完全放出液体的时间,即为穿透时间(单位是s)。
将底板、样品和标准吸收介质从穿透实验装置上取下;将4 kg的重块轻轻地放在试样上,放置3 min,保证液体均匀扩散,在不破坏非织造布试样的情况下撤去重块;称重两叠吸液纸(W0),并将它们的光面朝下(光面贴着非织造布)放在试样上;擦干重块的接触面,重新把重块放在吸液纸上,保持2 min,移开重块,重新称重吸液纸(W1)。W1与W0之差(W1-W0)即为返湿量的数值(单位是g)。
3.2.2 厚度
厚度参照FZ/T60004—1991标准进行测试。校准数字式织物厚度测定仪,在压脚面积为25 cm2、压脚压力为100 cN的仪器上放置试样,启动测厚仪,压脚接触到基准板上方的热风非织造布,读数指示灯亮,记录显示的数据。测试10次取平均值,即为产品厚度。
3.2.3 密度
密度指标非测定值,而是通过非织造布的面密度除以厚度换算出来的指标。目的是在相同的条件下,对比几种非织造布的蓬松性能。
3.2.4 微观结构
图4是复合双层热风非织造布横截面的SEM照片。上层为增白PP/PE纤维,纤维较下层非增白PET/PE略细。在同一测试光源下,上层纤维明显亮于下层纤维。从该照片可以清楚地看到热风非织造布的双层结构。
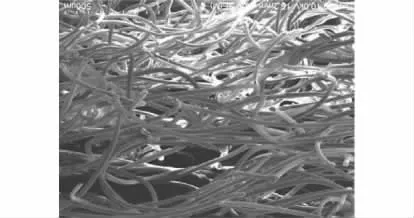
图4 复合双层热风非织造布横截面的SEM照片
4 结果与分析
本设计中的复合双层热风非织造布主要用于个人卫生护理用品的面层材料,与其对比的单层热风1和热风2非织造布均用作面层材料,热轧和纺黏非织造布也是应用于个人卫生护理用品的面层材料,因而几类材料具有可对比性。表1显示了各类非织造布性能的测试结果。
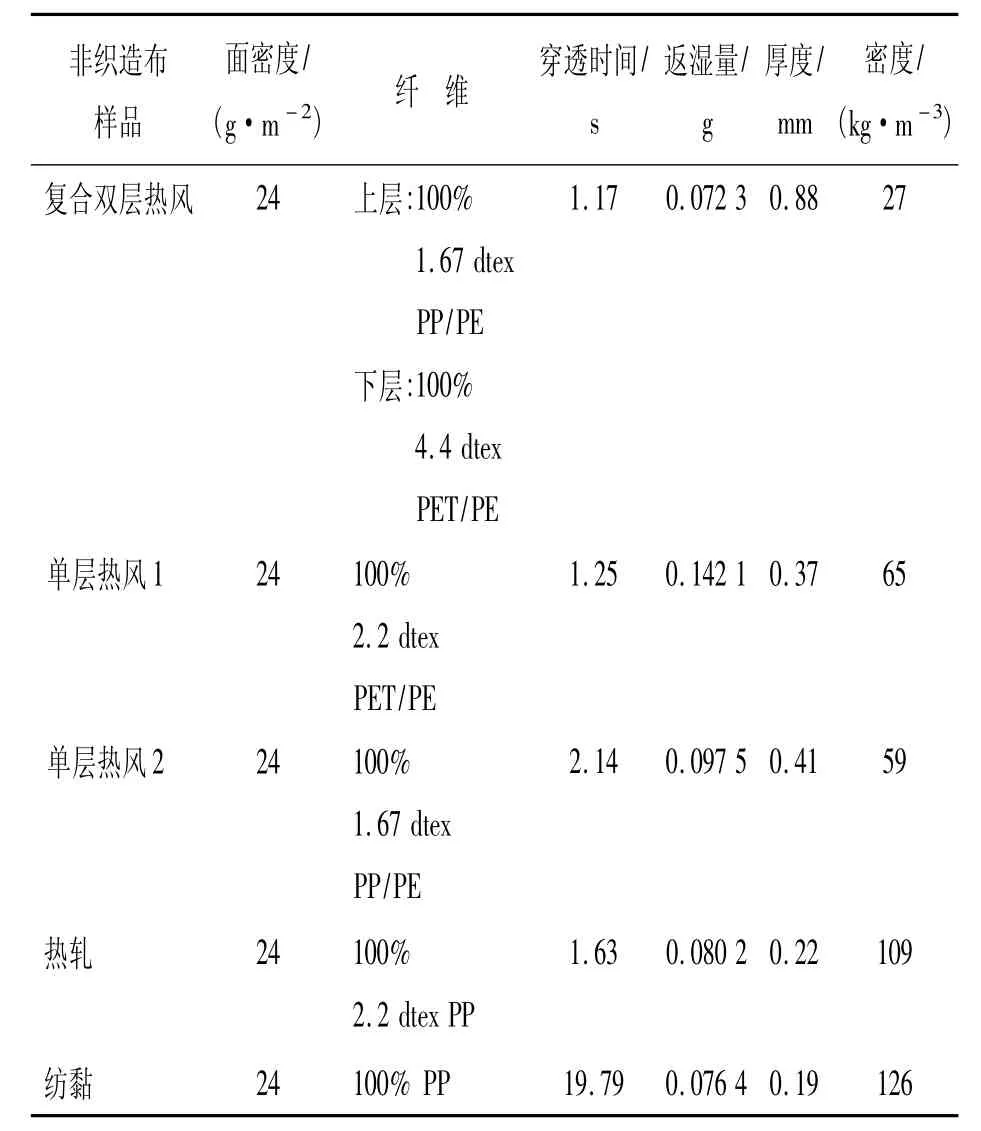
表1 各类非织造布面层材料性能的测试结果
4.1 复合双层热风非织造布与单层热风非织造布的比较
从测试结果可以看出,复合双层热风非织造布与单层热风非织造布相比,具有穿透时间短、返湿量小和厚度高的优点。复合双层热风非织造布手感柔软、丰满,在不增加面密度的情况下,可使厚度增加。卫生用品生产企业可以在这类非织造布上进行压花处理,处理过后的热风非织造布其花纹部位凹陷、未压花部位凸起,使得材料的凹凸感增强,用作面层材料时,与人体皮肤的接触点从以往材料的面接触变为点状接触,提升了使用者的穿着舒适度。即使在卫生用品的使用过程中吸附到少量血液或尿液,人体也不会有强烈的黏湿感。
单层热风非织造布的厚度较低,经过压花后花纹不够清晰,难以形成凹凸感,从功能性和美观度上都不能达到客户要求。笔者研究结果表明,单层热风非织造布压花达到花纹清晰和凹凸感强烈的最低面密度是30 g/m2,而高面密度非织造布的生产成本高,与客户的成本要求有很大距离。
4.2 热风非织造布与热轧和纺黏非织造布的比较
与同面密度的纺黏和热轧非织造布相比,复合双层热风非织造布具有明显的厚度优势。这是因为热风非织造布的纤维是随机排列的,具有良好的空间结构,没有受到使厚度遭受损失的任何外力的作用。此外,复合双层热风非织造布纤维间的孔隙是“开放的”,液体经过曲折的孔隙能很快地穿过。
热轧非织造布是通过加热加压的方式,在布面上形成规则的轧点,从而使非织造布具有一定的强伸性。轧点周围的纤维黏结在一起,形成极小面积的“片状聚合物”,压缩了纤维与纤维之间的距离,使材料变薄,影响了热轧非织造布整体的蓬松性、厚度和液体穿过的速度。
纺黏非织造布是通过熔体喷丝后,再经过牵伸工艺,热的熔体长丝铺置并随机搭接在一起,通过残余的热量相互黏合,形成了类似薄膜状的片材,然后经过热轧辊的加热加压作用,进行加固成布。尽管纺黏非织造布的外观与热轧非织造布很相似,但其类似薄膜状的形成方式,使得布面的贯通孔更少,液体穿透时间更长。通过滴液测试,纺黏非织造布是需要一定的压力才能使液体渗透下去,而热风非织造布和热轧非织造布则不需要。
表1中的密度一栏表示了非织造布的蓬松程度。复合双层热风非织造布密度最低,单层热风非织造布密度次之,纺黏非织造布密度最高;从穿透时间来看,纺黏非织造布明显高于其他材料;从返湿量来看,一般热风非织造布高于热轧和纺黏非织造布,这主要是因为热风非织造布结构蓬松,纤维间隙中易积存水分,在一定的压力下,少量液体向上返回而导致。从个人卫生护理用品的要求考虑,复合双层热风非织造布的综合性能突出,因此客户对材料的选择逐步从纺黏、热轧非织造布向热风、复合双层热风非织造布转变。
5 结语
从2010年起,亚洲市场开始流行超薄妇女卫生巾和婴儿尿裤,从产品设计上降低了无尘纸和绒毛浆的使用量,部分增加了吸水纸和高吸水树脂(SAP)用量,这就需要液体能够迅速从面层非织造布转移到吸收体中,让吸收体将液体锁住,防止因产品超薄而使液体向上返湿,影响使用者的舒适度。
复合双层热风非织造布不能作为吸收体将液体锁住,而是液体传递的媒介。在个人卫生护理用品的使用过程中,血液、尿液或体液流到卫生产品的面层,并经导流层扩散到下面的吸收体中,同时面层和导流层也是阻止液体回渗的屏障,防止液体返渗到材料表面而引起人体的不舒适感觉。面层非织造布厚度高,其遮盖性强,使得整个卫生用品细洁、匀净,具有高档感,因而即使在超薄产品流行的时代,对面层材料的要求却是厚实。
复合双层非织造布在国内的发展刚刚起步,后续会有更多的企业引进这类生产线,并将设计出别具特色的复合双层热风非织造布,为个人卫生护理用品的创新和开发提供更多更好的素材。
[1]江曼霞,周杨,张玉兰.2013生活用纸行业年度报告[R].北京:中国造纸协会生活用纸专业委员会,2013:98-100.
[2]张静峰.热风非织造布吸收性能初探[J].产业用纺织品,2008,26(8):19.
猜你喜欢
疯狂英语·初中天地(2022年2期)2022-07-07
疯狂英语·初中版(2022年2期)2022-05-04
纺织科学研究(2021年1期)2021-03-19
国际纺织导报(2019年3期)2019-06-06
产业用纺织品(2018年6期)2018-09-28
快乐语文(2018年13期)2018-06-11
中国农业文摘-农业工程(2016年5期)2016-04-12
唐山文学(2016年11期)2016-03-20
工业炉(2016年1期)2016-02-27
现代纺织技术(2015年6期)2015-02-28