
T7空气淬火在铝合金气缸盖生产中的应用
2014-02-05 08:58上海交通大学200233王跃威
金属加工(热加工) 2014年3期
上海交通大学 (200233) 王跃威
铸造铝合金由于密度小,易于铸造成形的优点,被广泛应用于各个行业。现在的乘用车发动机缸盖全部是用铝合金铸造的。
目前有多种铝合金用于乘用车发动机缸盖的铸造,材料牌号不尽一致,GB、ISO、EN等应用都比较普遍,但是还有一些整车工厂使用其内部牌号。目前量产应用最广泛的是 AlSi7Cu3Mg,这种铝合金不需要热处理(只需要自然时效即可),成本低。
但是随着环保法规要求越来越严格,汽车厂在设计整车时,轻量化是提高燃油效率最直接的方法,汽车发动机缩小尺寸是普遍趋势,因此,现在很多主机厂都把排气管或正时罩盖集成在缸盖上。这样做既可以减小缸盖尺寸,又可以采用增压的方式提高发动机的效率,这就使缸盖的服役条件越来越苛刻,缸盖必须能承受汽油燃烧时高温冲击所产生的热冲击疲劳,所以需要有一种新的铝合金来满足性能要求。这种合金必须同时具有保持较高的组织稳定性和尺寸稳定性的能力,AlSi7Cu0.5Mg0.3就是在这种要求下所开发出来的。因为有耐热疲劳性能的要求,这种合金需要做固溶处理和过时效处理,但是由于这种缸盖的结构设计比较复杂,如果固溶处理是用传统的水作为淬火冷却介质,由于冷却速度快,缸盖会产生很大的内应力导致其变形甚至开裂,所以淬火冷却介质要既能达到固溶处理的效果,又能降低缸盖的内应力,空气就是适合这种要求的介质,不会有过高的冷却速度,但是普通的空冷,由于冷速过慢(简易的风扇冷却)不能起到固溶的作用,所以空气淬火必须达到一定的冷却速度,但是冷却速度又不能过大,T7空气淬火就可以满足这种要求。
1.T7空气淬火工艺
T7空气淬火工艺是缸盖先经过固溶处理(空气淬火),然后进行过时效处理,来达到力学性能要求。
T7空气淬火工艺曲线与传统的水淬火的区别在于,空气淬火阶段的曲线平缓降低,如图1所示,曲线1为水淬火曲线,曲线2为空气淬火曲线。

图1
要实现T7空气淬火工艺,只需要将传统的水淬火工位改成空气淬火即可,但是要实现工艺所要求的曲线(淬火冷却速度),空气淬火室设计非常重要,既要满足冷却速度要求,又要达到批量生产的节拍。根据目前的资料,欧洲的主流设计是隧道式热处理线,这种线易于设计,又可以满足大批量生产的要求,缺点是占用空间大;国内还有回转式T7空气淬火线,优点是占地少,但产能受限。
因此,我们的项目选用隧道式热处理线,热处理线布局如图2所示,淬火后的零件由转运小车转运到时效炉中。

图2
2.T7空气淬火温度曲线测量
缸盖T7空气淬火的具体工艺要求是在530~540℃保温5h进行固溶处理,空气淬火冷却速度小于4℃/s, 然后在195~205℃保温5h进行时效处理。
缸盖经过热处理后力学性能要达到以下要求:Rm≥240MPa, Rp0.2≥190MPa,A≥4%, 硬度(火力面)≥85HBW,拉伸试棒在缸盖本体燃烧室处取样。
为了使热处理工艺过程稳定,在热处理线交付使用之前需要对整条热处理线的炉温进行测量,确认是否整个热处理过程炉温波动不超过工艺要求。
温度曲线测量采用炉温测量仪进行全程测量,同时测量时还要保证零件按照设计要求装满整个热处理炉,这样才能使测量结果可靠。
热处理时缸盖竖直放置在热处理筐中,将每个筐中装满缸盖,测量时在缸盖的燃烧室上安装热电偶,并在热处理筐中选3个位置来测试,如图3所示,炉温测量仪也同时放置在热处理筐中(为了炉温测量准确,热电偶应用数量越多,布局越均匀,则炉温测量越准确)。

图3
第一次测量结果,测量曲线如图4所示。
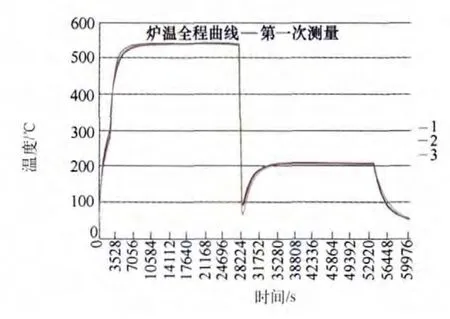
图4
经过仔细分析各个阶段的温度波动,固溶炉内的部分区域超过了固溶处理工艺的上限温度540℃,需要调整,固溶时间超过了工艺要求的5h,符合工艺要求,如图5所示。
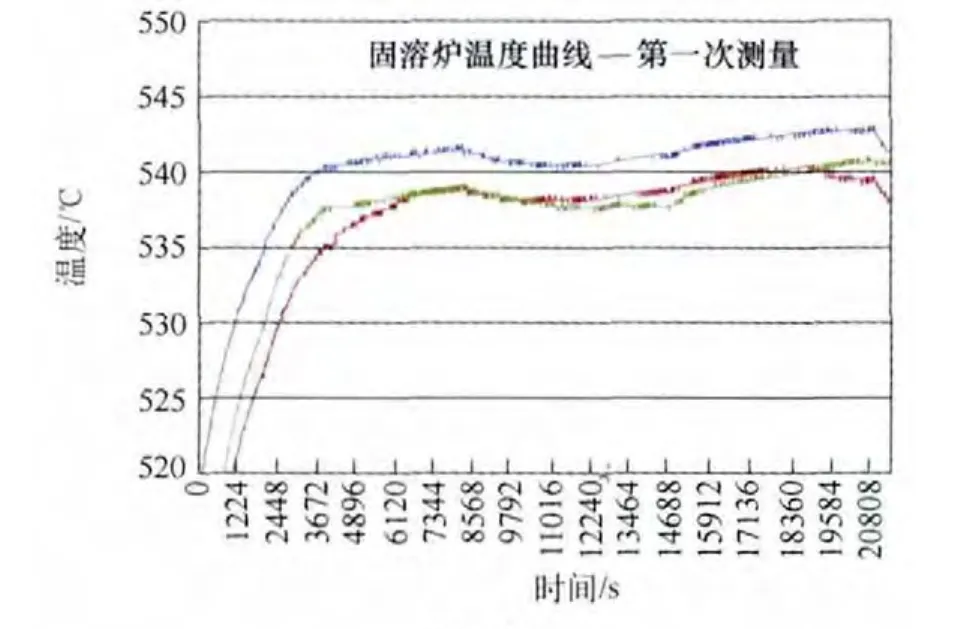
图5
最重要的空气淬火曲线符合设计要求,冷却速度小于4℃/s,如图6所示。

图6
时效温度大部分区域超过了温度上限205℃,需要调整,时效时间超过了工艺要求的5h,符合工艺要求,如图7所示。
根据温度曲线的偏差,设备厂家调整了相关的设备参数,并进行了多次的温度测量,目前所有的温度曲线波动均匀,并且在工艺规范之内。
最近一次的温度曲线测量结果如图8所示,炉温曲线波动平稳,基本达到了了设计要求。

图7

图8
固溶处理阶段的温度基本在中值左右波动,如图9。

图9
空气淬火曲线平缓,冷却速度小于4℃/s,并且与第一次测量结果比较变化不大,说明空气淬火炉设计合理,运行稳定,如图10所示。
时效阶段的温度波动也在公差范围之内,但是前期局部温度靠近上限,后期局部温度靠近下限,如图11所示,需要在量产前进行微调。

图10

图11
选3件缸盖,在缸盖的本体燃烧室处取拉伸试样,经力学性能测量,符合技术要求,结果见附表。

力学性能测量结果表
3.结语
经过炉温曲线测量和分析,T7空气淬火热处理线已经达到设计要求,并且经过力学性能检测,符合技术要求。
(20131109)
猜你喜欢
政工学刊(2021年12期)2021-12-22
山东冶金(2019年2期)2019-05-11
材料与冶金学报(2019年1期)2019-03-08
柴油机设计与制造(2018年1期)2018-04-20
中国铸造装备与技术(2017年6期)2018-01-22
电子制作(2017年13期)2017-12-15
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中国铸造装备与技术(2017年3期)2017-06-21
工业设计(2016年6期)2016-04-17
