复合材料板弹簧用预浸料的固化工艺
2014-02-27 01:32吕文丽李再轲王甲世
武汉工程大学学报 2014年11期
吕文丽,李再轲,王甲世,黄 河,雷 青
湖南株洲时代新材料科技股份有限公司,湖南 株洲 412007
0 引 言
板弹簧是车辆悬架系统的重要组成部分,在车体自重中所占比例约为1/15~1/10[1],起着传递车架与车轮之间力和力矩的作用.相比传统金属板弹簧质量重、寿命周期短等缺点,复合材料制备板弹簧的质量可减轻60%~70%[2],质量的减轻可减少车辆的油耗.同时复合材料制备板弹簧具有使用周期长、比弹性高及减震降噪优异等性能,可以提高驾驶人员的舒适性、稳定性及耐用性.
目前,美国采用缠绕工艺成功制备出了复合材料板弹簧;英国GKN公司也成功实现了复合材料板弹簧的产业化;德、法、日等国家也对复合材料板弹簧进行了一些基础性的研究[3].而我国还没有汽车复合材料板弹簧固化工艺和产业化的相关报道,关于汽车复合材料板弹簧的研究还处于初步的探索与试验阶段.树脂的交联程度和固化效果对复合材料的性能起决定性作用,从而,在树脂基体和纤维增强体系都固定的前提下,进行最佳固化工艺条件的研究对获得具有高性能的复合材料显得尤为重要.学界研究结果表明,固化工艺条件最直接而有效的途径是进行预浸料的固化反应动力学研究.同时复合材料板弹簧的制造更多的利用了层压工艺,具有生产速度快、产品致密度高、质量稳定等特点,复合材料层压板性能的好坏直接决定了复合材料板弹簧的性能,为此,作者对复合材料板弹簧用预浸料进行了固化动力学分析,获得了材料的最佳固化工艺;同时研究了预浸料在最佳固化条件下用层压工艺制备的复合材料层压板的力学性能,结果表明层压板的基本力学性能满足板弹簧在实际工况中的应用.
1 试验部分
1.1 原材料
树脂:双酚A、酚醛环氧树脂,牌号:CYDBN-240, 由中国石化巴陵石化有限公司生产; 增强材料:单向E玻璃纤维,牌号:ECT465-2400,重庆国际有限公司;促进剂:脲衍生物,牌号:CYDBN-240,由中国石化巴陵石化有限公司生产;固化剂:双氰胺类,牌号:QJ-10B,长沙青迅剑高分子材料有限公司.
1.2 预浸料的制备
预浸料由纤维增强材料和树脂基体材料通过热熔法制备而成.其中树脂基体由双酚A、酚醛环氧树脂、双氰胺类固化剂和脲衍生物促进剂组成,其按质量比100∶9∶5添加.具体制备过程是将充分混合的树脂基体加热到80 ℃,使树脂基体熔融.然后从纱架引出纤维,调节张力,使纤维浸入树脂基体中,之后经过冷却、加PE膜、切边和收卷制成预浸料,制备的每块预浸料的厚度为2 mm.
1.3 复合材料层压板的制备
将制备而成的预浸料裁剪为360 mm×360 mm的大小,然后将裁剪完的预浸料依次平铺在用脱模剂涂过的模具中,共铺6层,铺层时应注意保证预浸料中间无间隙、无空隙、纤维走向均匀、平齐.铺层完毕后合模按固化制度进行升温固化,当预浸料体系达到凝胶状态时加压,成型压力为10 MPa.固化完全后脱模,清理模具.
1.4 测试和表征
1.4.1 拉伸性能 根据GB/T 1447-2005 纤维增强塑料拉伸性能测试方法进行拉伸性能测试,采用JYT-19CMT 5305微机控制电子万能试验机测量;试件基本尺寸为250 mm×25 mm×4 mm,实验加载速度2 mm/ min.试样个数取 5根样条, 结果取平均值.
1.4.2 弯曲性能 根据GB/T 1449-2005 纤维增强塑料弯曲性能测试方法进行弯曲性能测试,采用JYW-67GP-TS 2000S电子万能试验机测量;弯曲试样尺寸为100 mm×15 mm×4 mm,实验加载速度为 2 mm/ min, 压头半径为5 mm,支座半径为2 mm.试样个数取 5根样条, 结果取平均值.
1.4.3 冲击性能 根据GB/T 1451-2005 纤维增强塑料冲击性能测试方法对带缺口V型冲击性能试样进行冲击性能测试.冲击试样尺寸为120 mm×10 mm×6 mm,带3 mm深的V型缺口,试样个数取 5根样条, 结果取平均值.
1.4.4 固化度 根据标准GB 2576 - 81,利用索氏萃取装置测试固化后树脂粉末的固化度.将层压板磨成的粉末试样用丙酮溶剂萃取.使没固化的部分通过丙酮萃取而分离出来,根据萃取前后试样的质量变化计算树脂的固化度.
1.4.5 DSC分析 采用DSC 200 F3型差示扫描量热仪对样品的放热情况进行动态监测,升温速率β=dT/dt分别为5、10、15和20 ℃/min.测定记录4种状态的反应热(Hu),放热峰的开始温度(Ti)、最高温度(Tp)和最终温度(Tf).测试时采用氮气保护,氮气流量为40 mL/min.
2 结果与讨论
2.1 DSC曲线
图1所示为各升温速下预浸料放热曲线,表1则记录相应的热力学参数.结合两者可看出,升温速率对体系的反应热、温度(Ti)、温度(Tp)以及温度(Tf)起正相关作用.

图1 预浸料的DSC放热曲线

表1 不同升温速率下的预浸料热力学参数
2.2 固化反应动力学参数的确定
本实验根据Kissinger方程研究预浸料的固化动力学,对于预浸料的动态固化反应Kissinger方程为[4]:
(1)
式(1)中:β表示等速升温的速率(℃/min),R表示气体常数(8.314 J/mol),Tp表示峰值温度(℃),A表示频率因子、Ea表示反应的活化能.
运用Kissinger公式对以上DSC数据进行线性回归处理,-Ea/R = -9 967.7, ln(AR/Ea)=14.371可计算出活化能Ea为82.87 kJ/mol,频率因子A为1.43×105s-1.活化能Ea大于40 kJ/mol,说明需要适当的进行加热反应才能进行[5].图2是预浸料体系的ln(β/Tp2)与1/Tp的关系曲线.
根据Crane经验方程可以确定固化反应级数,Crane方程表示为[5]:
(2)
式(2)中:β表示等速升温速率(℃/min),R表示气体常数(8.314 J/mol),Tp表示峰值温度(℃),n表示反应级数,Ea表示反应活化能.
将lnβ对1/Tp作图,可得图3.图示出体系的lnβ同1/Tp线性关系较为明显,对其进行线性回归处理,反应级数n为0.92,显示出固化反应是复杂反应[6].
预浸料固化的反应机理满足于普适动力学方程,方程表示为:
dα/dt=k(T)(1-α)n
(3)
式(3)中α为固化度.速率常数k(T)与温度的关系表示如式(4)所示:
k(T)=Aexp(-Ea/RT)
(4)
将计算所得A,n以及Ea值代入式(4)得到普适动力学方程为:
dα/dt=k(T)(1-α)0.922
(5)
式(5)中k(T)=1.43×105exp(-9 967.7/T).
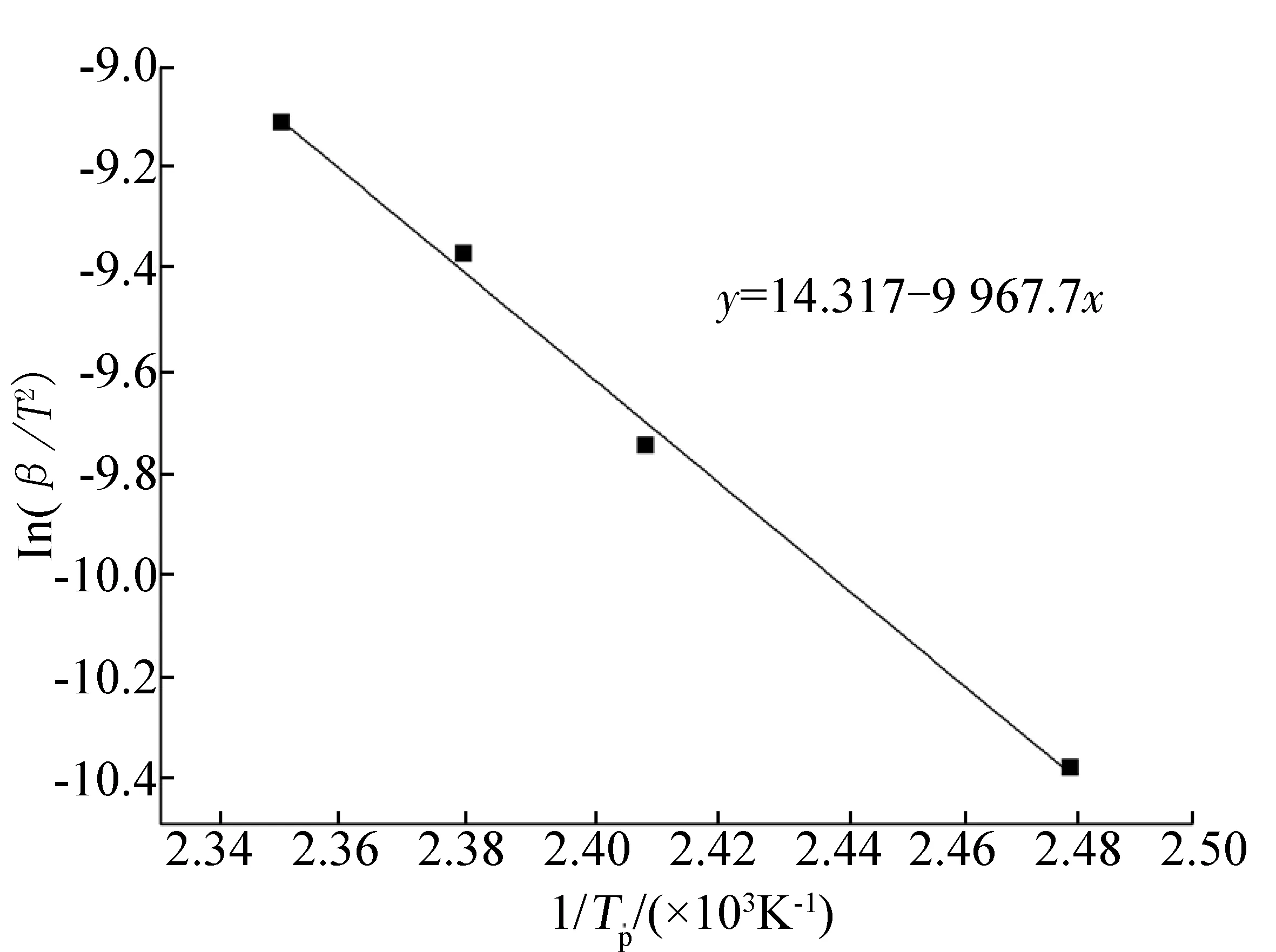
图2 预浸料体系的ln(β/Tp2)与1/Tp的关系曲线

图3 预浸料体系的lnβ与1/Tp的关系曲线
据此,推导出可计算在任一温度下的预浸料体系的固化反应速率常数方程.表2中给出了一系列温度下的预浸料体系的动力学参数.表2数据显示,反应温度与固化反应速率常数k(T)为正相关关系.同时常温下预浸料体系的反应活性较低,固化反应速率也较慢,室温下的储存较为便宜.

表2 预浸料体系的动力学参数
2.3 固化工艺的确定
固化工艺是根据固化工艺的外推法来确定,外推法是放热峰的Ti、Tp和Tf对升温速率β作图,然后分别对Ti、Tp和Tf进行线性拟合处理,求出其与Y轴的交点,该点纵坐标值即为升温速率β=0时的Ti、Tp和Tf值.这些值提供一定的预浸料固化工艺的依据.

图4 预浸料体系的固化温度随升温速率变化的T-β曲线
采用外推法可以得到预浸料固化反应的Ti、Tp和Tf,分别为82.25 ℃、105.21 ℃和152.38 ℃.后固化温度可以选择在125 ℃左右(Tp和Tf之间)[7].这些特征温度反应体系的固化反应特性,为固化工艺提供依据.为避免复合材料固化产生较大的收缩内应力,本文采用了起始温度和峰值温度的中间值(即90 ℃)作为固化温度.在90 ℃下固化1 h,理论上固化度值可达到95%以上.但是事实上,当树脂体系处于凝胶状态后,固化反应转变为了扩散控制,因此在化反应后期,当温度超过固化温度后,分子链段活动能力大幅下降,固化反应急速减慢,导致 90 ℃下固化1 h达不到理论值.在一定范围内延长固化时间可使复合材料层压板的力学性能提高,但超过1h后,其作用微乎其微,只能通过升温来进一步固化.用不同固化制度制备的复合材料的固化度如表3所示.

表3 不同固化制度复合材料层压板的固化度
通过反复实验验证,本文确定采用90 ℃/1 h+125 ℃/1 h的固化制度固化,复合材料层合板在90 ℃温度下预固化30 min后加压(即预浸料达到凝胶状态),成型压力为10 MPa.根据预浸料体系的固化工艺条件制备的复合材料层压板,测得固化度达96.7%,固化度达到90%以上时说明复合材料层压板固化完全[8],这进一步说明所确定的固化工艺合理.
2.4 复合材料层合板的力学性能
按照最佳固化制度90 ℃/1 h+125 ℃/1 h,成型压力为10 MPa的条件下将预浸料制备成复合材料层压板,制备成小样测试其层压板的基本力学性能[9].测出复合材料层压板在常温环境下的拉伸强度和拉伸模量分别为1 120 MPa和46.3 GPa,弯曲强度和弯曲模量分别为1 329 MPa和43.47 GPa,冲击强度为434 kJ/m2.
复合材料板弹簧层压板要求弯曲强度和拉伸强度均大于1 000 MPa,目前复合材料板弹簧用于替代钢板簧,优质合金钢的断裂强度一般在1 000 MPa~1 300 MPa,由测试结果可知层压板的基本力学性能满足板弹簧的产品性能要求.复合材料板弹簧层压板表现出良好的力学性能是因为选取了最佳的固化工艺条件,同时预浸料的纤维增强体和树脂基体力学性能优异.优异的树脂基体有利于开裂区应力均匀化,减少应力集中,使复合材料的力学性能提高.预浸料所使用的双酚A、酚醛环氧树脂基体交联密度高,树脂固化产物结构紧密、缺陷少[10],使双酚A、酚醛环氧树脂与玻璃纤维浸润性良好,而其优异的黏结性能保证了复合材料良好密实度,层间少空隙也确保了材料力学性能优异,同时由于复合材料破坏开始于纤维层间的撕裂,树脂与纤维的良好黏结性增大载荷传递的速率,这些特征都赋予了复合材料层压板较好的力学性能[11-12].
3 结 语
a.预浸料的固化动力学方程和固化反应速率常数分别为dα/dt=k(T)(1-α)0.922,k(T)=1.43×105exp(-9 967.7/T).
b.复合材料层压板按90 ℃/1 h+125 ℃/1 h的固化工艺进行固化,复合材料层合板在90 ℃温度下预固化30 min后加压,成型压力为10 MPa.
c.按照最佳固化工艺制备复合材料层压板的拉伸强度、弯曲强度和冲击强度分别为1 120 MPa、1 329 MPa和434 kJ/m2,复合材料层压板的基本力学性能满足板弹簧的实际工况要求.
致 谢
感谢李再轲博士,本文从项目的选定、基本性能试验、装车试验、结果的讨论与分析、该论文的撰写、以及最后板弹簧的小批量生产等过程的精心指导.感谢株洲时代新材料科技股份有限公司为我们提供了一个良好的研发平台!
[1] MOULEESWARAN S K, SABAPATHY V A. Analytical and experimental studies on fatigue life prediction of steeland composite multi-leaf spring for light passenger vehicles using life data analysis[J]. Materials Science, 2007, 13(2): 141-146.
[2] GULUR SIDDARAMANNA S S, SAMBAGAM V. Mono composite leaf spring for light weight vehicle-design, end joint analysis and testing[J]. Materials Science, 2006, 12(3): 1392-1320.
[3] KAWATA K, AKASAKA T. Composite materials [C]//. Japan -U.S. Conference.1981:726-729.
[4] WIELAGE B,LAMPKI Th,UTSCHICK H,et al . Processing of natural-fiber reinforced polymers and the resulting dynamic-mechanical properties[J]. J Mater Process Technol, 2003, 139,140.
[5] GHOSH P, BOSE N R, MITRA B C, et al . Dynamic mechanical analysis of composites based on different fiber reinforcements and epoxy resin as the matrix material[J]. J Appl Polym Sci,1997,64, 2467.
[6] BROER D J, MOL G N, CHELLA G. Temperature effects on the kinetics of photoinitiated polymerization of dimethacrylates[J]. Polym Eng Sci, 1991, 31(9), 625.
[7] KEENAN M R. Autocatalytic cure kinetics from DSC measurements: Zero initial cure rate[J]. Journal of Applied Polymer Science. 1987, 33(5), 1725-1734.
[8] LEE J Y, SHIM M J, KIM S W. Autocatalytic cure kinetics of natural zeolite filled epoxy composites[J]. Materials Chemistry and Physics. 1997, 48(1): 36-40.
[9] GUO Z S, DU S Y, ZHANG B M. Temperature field of thick thermoset composite laminates during cure process[J]. Composites Science and Technology, 2005, 65 (3-4): 517-523.
[10] KIUNA N, LAWRENCE C J, FONTANA Q P V, et al. A model for resin viscosity during cure in the resin transfer moulding process[J]. Composites: Part A. 2002, 33(11): 1497-1503.
[11] Zhenkun C, Jiaoping Y, Qingqing N, et al. Reinforcement of epoxy resins with multi-walled carbon nanotubes for enhancing cryogenic mechanical properties[J]. Polymer, 2009, 50(19): 4753-4759.
[12] 鄢国平,黄思辰,班兴明,等.多元改性酚醛树脂/玄武岩纤维复合材料的制备与性能[J]. 武汉工程大学学报. 2014, 36(1):57-62.
YAN Guo-ping, HUANG Si-chen, BAN Xing-ming, et al. Preparation and properties of modified phenolic resin/basalt fiber composite materials[J]. Journal of Wuhan Institute of Technology,2014, 36(1):57-62.(in Chinese)
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
模具制造(2022年1期)2022-02-23
中学生数理化(高中版.高考理化)(2021年1期)2021-03-19
民用飞机设计与研究(2020年1期)2020-05-21
山东冶金(2019年3期)2019-07-10
纤维复合材料(2018年3期)2018-04-25
纤维复合材料(2018年3期)2018-04-25
纤维复合材料(2018年3期)2018-04-25
新高考·高一物理(2016年10期)2017-07-07
中国铸造装备与技术(2017年3期)2017-06-21