
大功率半导体激光制造模具材料工艺及性能研究*
2014-03-17 01:29牛丽媛林继兴童先曹洪刚曹云龙王文权李光玉
浙江工贸职业技术学院学报 2014年4期
牛丽媛,林继兴,童先,曹洪刚,曹云龙,王文权,李光玉
(1.浙江工贸职业技术学院,温州325003;2.温州莱特激光工程研究院有限公司,温州325003;3.吉林大学,教育部汽车材料重点实验室,长春130025)
大功率半导体激光制造模具材料工艺及性能研究*
牛丽媛1,林继兴1,童先2,曹洪刚3,曹云龙3,王文权3,李光玉3
(1.浙江工贸职业技术学院,温州325003;2.温州莱特激光工程研究院有限公司,温州325003;3.吉林大学,教育部汽车材料重点实验室,长春130025)
为提高金属模具材料的性能,研究了激光增材技术(3D打印)、激光熔覆技术和激光淬火技术等。结果表明:激光3D打印技术制备的镍基合金表面结晶细致均匀,可用于制造模具镶块材料。在25号钢上激光熔覆钴基合金制备的模具材料的硬化层深度可达1.45 mm,模具硬度达到维氏硬度500以上。半导体激光淬火处理作为H13钢热处理的最后一道工序,使模具钢的硬度提高了50%以上。
大功率半导体;激光制造;模具材料;高硬度
0 前言
模具钢在服役条件下,由于强度和硬度不够,在承受各项冲击载荷时出现失效,影响模具的使用寿命,提高了生产成本。借助激光成型和激光熔覆技术可以提高模具的表面硬度,延长模具的使用寿命[1-3]。近年来大功率半导体激光技术的快速发展促进了激光在模具领域的应用[4],各种激光加工技术及新型熔覆材料的发展使模具的激光加工应用越来越广泛[5-7]。模具的激光加工可分为下列几种方法:
第一,采用普通钢作为模具材料熔覆硬化层。采用普通钢代替昂贵的模具钢,进行激光熔覆处理获得高性能模具材料,尤其适合模具导套等部位。激光处理形成的马氏体比常规淬火有更高的缺陷密度。残余奥氏体也获得极高的位错密度,从而使模具材料具有畸变强化效果,强度大大提高。
第二,采用3D打印技术制作镶块材料代替贵金属。采用激光熔覆钴合金技术制造镶块材料,成本低,可修复。
第三,激光强化模具表面。激光强化模具表面比其他技术获得的强化层深,硬度更高。通过控制激光处理工艺参数,实现硬度、层深可控。
第四,激光淬火模具延长寿命。激光强化可作为模具制造热处理后的最后一道工序,提高模具的耐疲劳强度,延长使用寿命。
本研究采用大功率半导体激光器激光熔覆制备高硬度模具材料,目的为实现硬化层深度可控,提高表面硬度,消除模具表面应力等。
1 试验方法及试验材料
采用中国科学院长春光学精密机械与物理研究所开发的高功率半导体激光器,工作模式采用准连续激光输出,研究激光处理的激光功率密度、扫描速度、光斑尺寸等参数的作用。
激光3D打印使用的试验材料为镍基合金。在厚度为10 mm的304不锈钢底座上熔覆镍基合金,采用机械手进行多层熔覆,通过对机械手的编程实现成型后的部件形状可控,每层最佳厚度由本实验得出,当熔覆到要求的厚度时,切除不锈钢底座,得到3D打印成型的钴基合金材料,通过适当的机械加工得到需要的形状。
激光熔覆使用的试验材料为25号钢,表面磨光后去除氧化皮并清洁表面,激光熔覆钴基合金。
激光淬火处理使用的试验材料为H13模具钢,表面经磨床磨平,经过2次保温及高温淬火后回火2次,然后进行激光淬火。
2 结果与讨论
2.1 激光增材制造模具的工艺及性能
2.1.1 激光增材制造模具工艺
激光增材制造也称为激光3D打印制造,是激光熔覆技术的升级。激光熔覆是表面优质涂层的制备,而激光3D打印制造直接成型则是整体制造的工艺,在控制要求上更为困难和严格。
本研究制备的模具材料为模具镶块材料。在厚度为10 mm的304不锈钢底座上熔覆镍基合金,采用机械手熔覆得到要求的部件的形状,然后去除不锈钢,通过机械加工得到3D打印成型的钴基合金镶块材料。
2.1.2 激光增材制造模具材料微观性能
图1为激光3D打印制造镍基合金镶块材料的金相组织图。由图可知3D打印制造的镍基合金为等轴状晶体,枝晶的生长方向大部分垂直于基底,结晶均匀细小。

图1 激光3D打印制造镍基合金镶块材料的金相组织
2.1.3 激光增材制造模具材料的硬度
图2显示了不同激光功率下制备的模具熔覆层的硬度值,功率分别为1.2 KW,1.5 KW,1.8 KW,2.1 KW,2.5 KW,扫描速度为800 mm/min。随着激光功率的变化显微硬度值先升高后降低,在激光功率为1.5 KW时其硬度值最大。因此最佳激光功率为1.5 KW,根据试样面积得出最佳的激光功率密度3.7 KW/cm2~4.2 KW/cm2。
试验还发现,熔覆层各个点的硬度值不同,参见图2,当激光功率为1.5 KW时,在距离基底0.05~0.20 mm处,显微硬度值在378.9~339.6变化,幅度变化范围较小。因此,激光3D制备镍基合金的最佳激光功率为3.7 KW/cm2~4.2 KW/cm2,扫描速度为800 mm/min。每层最佳厚度为0.15~0.2 mm。

图2 不同激光功率下显微硬度分布
2.2 激光熔覆制备硬化层的工艺及性能
2.2.1 激光熔覆制备硬化层工艺
采用普通25#钢代替昂贵的模具钢,激光熔覆获得高性能模具材料。试验得到的参数为激光功率密度3 KW/cm2,光斑尺寸为14 mm×2 mm,扫描速度720 mm/min~810 mm/min,用聚焦光束扫描试样表面,采用侧送粉的方式,侧吹Ar气用来保护熔池,防止熔覆过程中发生氧化及产生的烟尘和飞溅物污染镜片。
2.2.2 激光熔覆制备硬化层制造模具材料微观性能
由图3可见熔覆层组织基本均匀,无气孔、裂纹缺陷;熔覆层的深度H为1.4 mm,基材的熔化深度为15.29 μm,稀释率为1.06%,图中可见在熔覆层和基体之间形成了白亮带,说明熔覆层与基底之间具有良好的冶金结合,稀释率低。

图3 激光熔覆制备硬化层钴基合金材料的金相组织
2.2.3 激光硬化层钴基合金材料硬度
25号钢的硬度值HV为171.2,经过激光硬化层钴基合金,硬化层的硬度超过HV500,且硬化层厚度可控。采用价格低廉的25号钢激光熔覆钴基合金,模具材料成本低,硬度高,具体见表1所示。
2.3 激光淬火提高硬度的工艺及性能
2.3.1 激光淬火工艺及性能
采用的基体材料为H13模具钢。表面经磨床磨平。在进行激光淬火前,先对试样进行预热处理,表面经磨床磨平。在进行激光淬火前,先对试样进行常规热处理,578℃~582℃保温39 min~42 min,之后在818℃~822℃保温14 min~15 min,在1 030℃高温淬火后580℃回火2次,每次2 h。然后进行激光淬火。实验采用的激光器为最大功率为4 KW的半导体激光器。
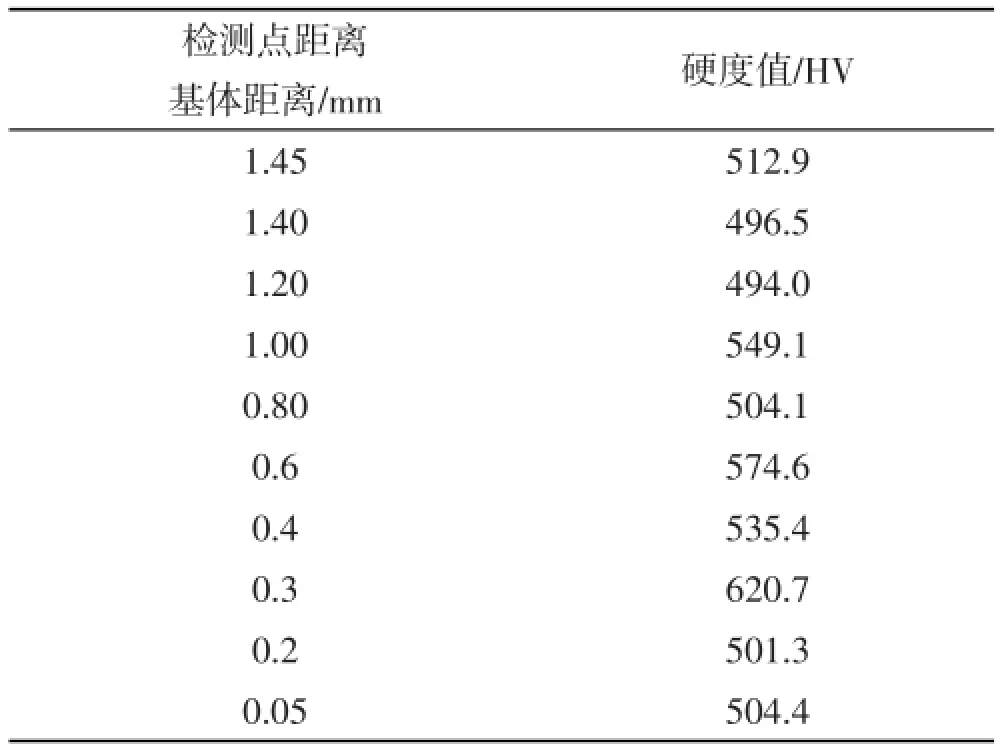
表1 激光硬化层钴基合金材料硬度值
实验发现激光淬火工艺的最佳参数是功率密度2.1 KW/cm2,激光扫描最佳的搭接率30%~40%,扫描速度800 mm/min~1 200 mm/min。
试验采用的H13模具钢经过常规热处理后HV 480-500,在功率密度18 KW/cm2~2.1 KW/cm2激光淬火处理后,最高硬度达到777.5 HV0.2,硬度提升了50%以上。
2.3.2 激光熔覆制备硬化层制造模具材料微观性能
图4为H13模具钢激光淬火后采用扫描电子显微镜观察得到的组织。激光淬火后,在基体表面产生一定厚度的硬化层。激光淬火是一项快速加热快速冷却的技术,H13钢在激光照射下迅速达到奥氏体化温度,奥氏体化使晶粒来不及长大就转变成细小的马氏体组织。激光淬火后的马氏体为板条状马氏体和孪晶马氏体,位错密度极高。

图4 H13模具钢激光淬火的金相组织
3 结论
第一,激光3D打印技术制备的镍基合金表面结晶细致均匀,激光功率密度3.7 KW/cm2~4.2 KW/ cm2,扫描速度为800 mm/min,每层最佳厚度为0.15~0.2 mm。
第二,在25号钢上激光熔覆钴基合金制备的模具材料的硬化层深度为1.45 mm,模具硬度达到维氏硬度为504~620,与基体的结合模式为冶金结合,可节约材料延长模具的使用寿命。
第三,H13钢在进行常规热处理后,再进行激光淬火,表面光滑,硬度提高了50%以上。
[1]丁阳喜,周立志.激光表面处理技术的现状及发展[J].材料热处理,2007,36(6):69-72.
[2]Kennedy E,Byrne G,Collins D N.A review of the use of high power diode lasers in surface hardening[J].Journal of Materials Process⁃ing Technology,2004(155-156):1855-1860.
[3]Li L.The advances and characteristics of high-power diode laser materials processing[J].Optics and Lasers in Engineering,2000(34): 231-253.
[4]王超,叶俭,蔡红,等.H13钢的高功率半导体激光淬火[J].热处理,2013,28(3):28-32.
[5]宋建丽,李永堂,邓琦林,等.激光熔覆成形技术的研究进展[J].机械工程学报,2004,46(14):30-39.
[6]董世运,马运哲,徐滨士,等.激光熔覆材料研究现状[J].材料导报,2006,20(6):5-9.
[7]尚丽娟,才庆魁,刘常升,等.用稀土改性钴基合金激光熔覆层[J].稀有金属,2002,26(3):173-178.
(责任编辑:韩少忠)
Study on the Process and Properties of Mould Material Formanufacturing by High Power Semiconductor Laser
NIU Li-yuan1,LIN Ji-xing1,TONG Xian2,CAO Hong-gang3,CAO Yun-long3,WANG Wen-quan3,LI Guang-yu3
(1.Zhejiang Industry&Ttrade Vocational College.Wenzhou,325003,China;2.Wenzhou Laite Laser Engineering Research Institute Co.Ltd.Wenzhou,325003,China;3.Key laboratory ofAutomobile Materials, Ministry of Education,Jilin University,Changchun,130025,China)
In order to improve the performance of metal mould material,three kinds of manufacturing laser processing technology were used in this paper:material increasing technology(3D printing),laser cladding technology and laser quenching technique.The results showed that:nickel base alloys prepared by crystalline 3D laser printing technology were uniform,which could be used in the manufacture of the mold insert material.The depth of the cobalt base alloy on the 25#steel surface was1.45mm,and hardness was more than HV500.Hardness of H13 steel after laser quenched increased more than 50%.
high power semiconductor;laser manufacturing;mold material;high hardness
TN244
A
1672-0105(2014)04-0055-03
10.3969/j.issn.1672-0105.2014.04.014
2014-11-01
2013年温州市科技计划项目(J20130020)
牛丽媛(1963—),女,教授级高工,博士,主要研究方向:金属材料、激光加工、涂层及生物医用材料。
猜你喜欢
山东冶金(2022年1期)2023-01-14
矿冶工程(2021年6期)2022-01-06
石材(2020年11期)2021-01-08
制造技术与机床(2019年11期)2019-12-04
热喷涂技术(2019年3期)2019-11-14
模具制造(2019年7期)2019-09-25
表面技术(2019年6期)2019-06-27
制造技术与机床(2018年9期)2018-09-19
凿岩机械气动工具(2017年1期)2017-05-17
中南大学学报(自然科学版)(2016年2期)2017-01-19
