豆汁的加工工艺研究
2014-03-22 13:02,,*
食品工业科技 2014年3期
, ,*
(1. 食品添加剂与配料北京高校工程研究中心北京工商大学,北京 100048;2. 北京市食品风味化学重点实验室北京工商大学,北京 100048)
豆汁是老北京小吃中很有特色且具有代表性的一款,是以绿豆为原料,经浸泡、磨浆、沉淀、粉浆分离和熬制等一系列工艺得到的一种以酸味为主、掺杂着些许臭味的糊状流体食品。豆汁实际上是制作绿豆淀粉或粉丝的下脚料,一直深受广大老北京居民的喜爱。这种热衷不仅是因为豆汁那股具有吸引力的酸臭味,同时也因为老北京居民和传统中医所赋予它的营养保健价值。
绿豆,是一种豆科蝶花亚科豇豆属植物,其营养成分比较丰富,是经济价值和营养价值较高的一种豆类[1]。绿豆的高营养价值使得豆汁中含有丰富的维生素C、蛋白质、粗纤维和糖分,豆汁被认为和绿豆一样,具有降燥解毒、促进脾胃功能、刺激食欲、消暑降温的功效[2-3]。豆汁制作工艺,只作为一种手艺在民间通过师傅代代相传,工艺和配方因人而异,致使工艺参数模糊[4]。尽管有人认为豆汁制作属于自然发酵,但机理不明、风味物质不确定使豆汁产品的质量控制难度增大,不同批次及不同作坊的产品通常存在较大差异,坏批次经常出现[5]。本文对豆汁加工工艺中的发酵时间、加水比例、加菌量等工序开展研究,以期为今后豆汁的工业化生产提供参考。
1 材料与方法
1.1 材料与仪器
绿豆 市售,北京永辉超市增光路店;豆汁 市售,北京阜成路护国寺小吃店;MRS琼脂培养基(1L) 大豆蛋白胨10.0g、牛肉膏10.0g、酵母粉5.0g、葡萄糖20.0g、吐温80 1.0g、磷酸二氢钾2.0g、乙酸钠5.0g、柠檬酸钠5.0g、硫酸镁0.2g、硫酸镁0.054g、那他霉素15mg/L、蒸馏水1000mL,加入1.5%琼脂粉,1mol/L乙酸调pH为6.5,121℃灭菌15min。
电热恒温培养箱 上海一恒科学仪器有限公司;WYT型手持糖度计 成都豪创光电仪器有限公司;U-3900紫外分光光度仪 HITACHI;PL203电子天平 梅特勒-托利多仪器(上海)有限公司;高压灭菌锅 上海东亚压力容器制造公司;九阳豆浆机。
1.2 实验方法
1.2.1 生产工艺 图1是豆汁的制作工艺流程。
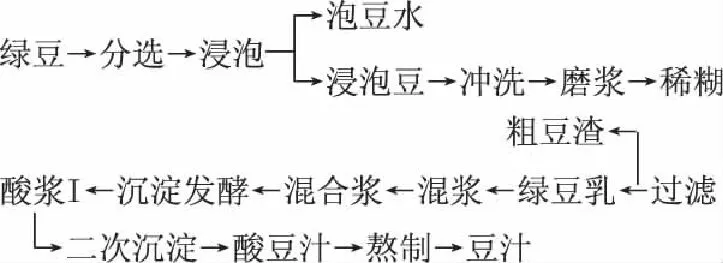
图1 豆汁的制作工艺流程 Fig.1 Processing technology of Douzhir
称取一定质量的绿豆,按照1∶10(m/V)加水泡豆12h,按照1∶15(m/V)加水,豆浆机磨豆后,过滤滤去豆渣,按照加菌量8.82×106CFU/mL加入生豆汁(购于北京阜成门护国寺小吃店),密封25℃下发酵14、19、24、29、34h。
1.2.2 测定方法 酸度测定:按照GB/T 12456-2008法测定。可溶性固性物含量测定:按照GB 12143.1-88法测定。可溶性蛋白质含量测定:采用考马斯亮蓝法测定。菌浓度测定:平板计数法[6],菌浓度计算公式为:菌浓度(CFU/mL)=稀释倍数×每毫升稀释菌液所含菌数
1.2.3 实验设计
1.2.3.1 单因素实验设计 豆水比的单因素实验,按照1∶5(m/v)加水泡豆12h后,分别按照豆水比m绿豆:V水为1∶5、1∶10、1∶15、1∶20、1∶25磨豆,加菌量8.820×106CFU/mL,25℃下密封发酵19h。
发酵温度的单因素实验,按照1∶5(m/v)加水泡豆12h后,以豆水比m绿豆∶V水为1∶15磨豆,加菌量8.820×106CFU/mL,分别在15、20、25、30、35℃下密封发酵19h。
发酵时间的单因素实验,按照1∶5(m/v)加水泡豆12h后,以豆水比m绿豆∶V水为1∶15磨豆,加菌量8.820×106CFU/mL,25℃下密封分别发酵14、19、24、29、34h。
加菌量的单因素实验,按照1∶5(m/v)加水泡豆12h后,以豆水比m绿豆∶V水为1∶15磨豆,加菌量分别为8.820×105、8.820×106、1.676×107、2.470×107、3.263×107CFU/mL,25℃下密封发酵19h。
1.2.3.2 正交实验设计 为了确定最佳的工艺条件,以加水比例、加菌量、发酵时间为实验因素,以可溶性固形物、酸度、菌浓度、可溶性蛋白质含量为指标,进行L9(34)正交设计实验。实验方案见表1。
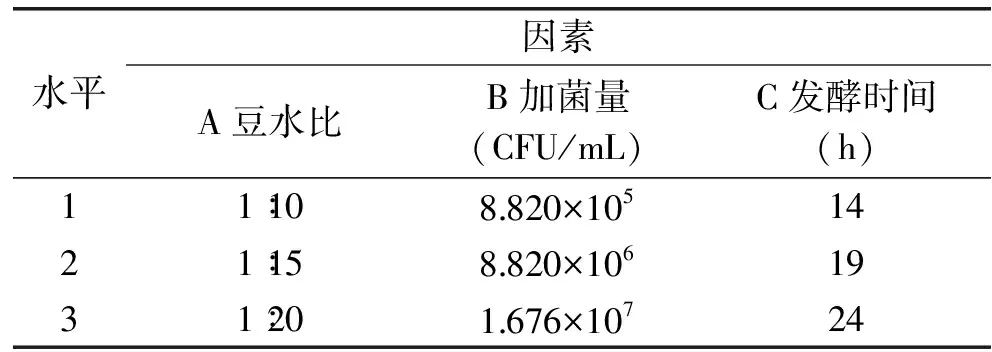
表1 豆汁加工工艺因素水平表Table 1 Experimental factors for processing technology of Douzhir
1.3 统计分析
2 结果与讨论
2.1 蛋白质测定标准曲线
蛋白浓度与吸光值的标准曲线见图2。
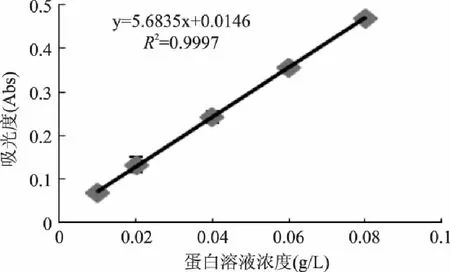
图2 可溶性蛋白测定的标准曲线 Fig.2 Standard curve of soluble protein content
2.2 豆汁生产的单因素实验结果
2.2.1 豆水比对豆汁品质的影响 豆水比对豆汁品质的影响结果见图3。由图可见,可溶性固形物含量随水比例的增大而减小,在1∶10到1∶15范围内,曲线基本水平;在1∶15到1∶25范围内,可溶性固形物含量随水比例的增大而减小,减小幅度较1∶5到1∶10范围内的变化较小;酸度值随水比例的增大而不断减小,当豆水比在1∶5到1∶10范围内时,减小程度较1∶10到1∶25的减小幅度大;菌浓度差异不显著,其变化趋势为先减小再增加再减小,最高点为豆水比1∶15处;可溶性蛋白质含量随水比例的增大而不断减小,在1∶15到1∶20之间,其含量下降幅度较大。
结合豆汁产品的感官评价结果可见,豆水比在1∶10到1∶15范围内时可溶性固形物含量较为适合,此时豆汁的口感不会过于浓稠或者稀薄,且可溶性固形物含量较为可观。接菌量一定,豆浆中各组分的总量不变,绿豆浓度越小,酸度越低。豆水比为1∶5时菌浓度虽大,但是其口感较为浓稠,酸味很重;豆水比1∶15时菌浓度最大,说明此加水比例最有利于菌种的生长。若蛋白质不消耗,则随着加水比例的增加,可溶性蛋白质含量的减少量与水的添加量呈正相关关系,但本研究观察到,在1∶15处可溶性蛋白质的含量出现折点且之后含量骤降,说明在豆汁发酵过程中,出现了蛋白质消耗。
综合考虑口感、风味、生产成本等因素,豆水比例为1∶15最为适合。
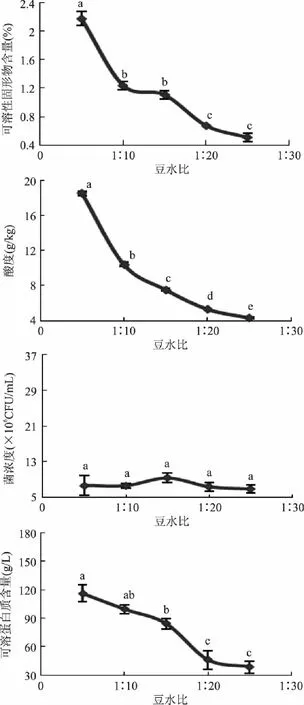
图3 豆水比对豆汁品质影响结果 Fig.3 Effects of water propoton on the quality of Douzhir
2.2.2 发酵温度对豆汁各项指标的影响 温度对豆汁品质的影响结果见图4。由图可见,可溶性固形物含量随发酵温度增大而增加,15~25℃范围内,上升趋势较为明显,而在25~35℃时,上升趋势减缓,逐渐趋于水平;酸度随发酵温度的增大而增大,30~35℃范围内,增大趋势变缓,逐渐接近水平;菌浓度在15~25℃之间,随温度的增大而增大,15~20℃增长趋势缓慢,20~25℃增长迅速,25~35℃范围内随温度的增大而减小;温度在15~25℃范围内,可溶性蛋白质含量随温度的增加而增加,25~30℃范围内,可溶性蛋白质含量随温度的增加而减小,30~35℃范围内,可溶性蛋白质含量随温度的增加而急剧增加。
唐劲松的研究表明[7],乳酸菌发酵绿豆乳的培养温度通常在30~43℃之间。对于大多数菌种来说,发酵温度在低限时接近乳酸菌的最适生长温度,有利于乳酸菌的生长繁殖。在对绿豆酸奶的研究中发现[8],发酵温度在高限时可使发酵绿豆乳在短时间内达到适宜酸度,牛乳凝结成块,缩短发酵时间;且产酸能力随温度升高增强,但温度过高导致产酸速率受到抑制。李文婷的研究表明[9],15~30℃范围内,细菌产酸量随温度增加而增加,但30~35℃时酸度增加量不大,说明此阶段细菌处于衰老期,且30℃已达到相关酶类产酸的最适温度,因此30℃为最适温度[10-11]。
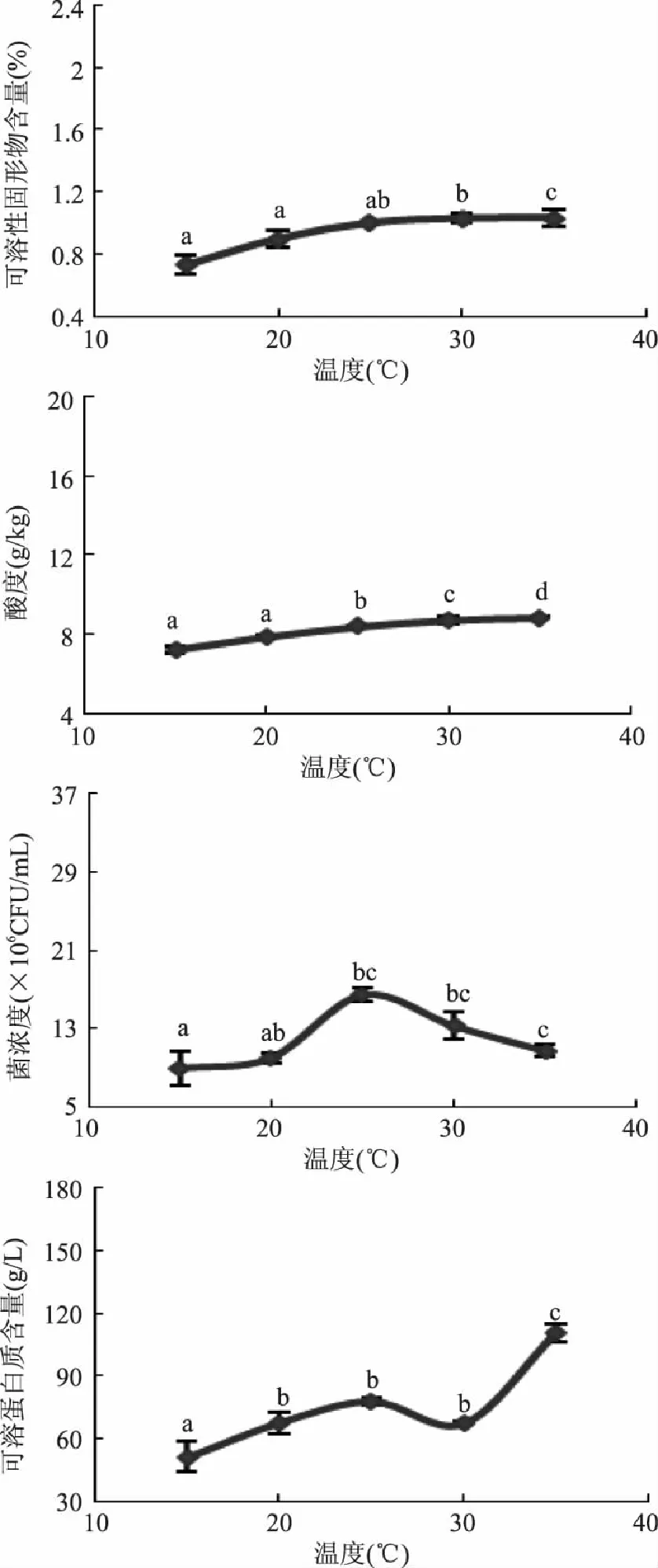
图4 温度对豆汁品质影响结果 Fig.4 Effects of temperature on the quality of Douzhir
本研究观察到,在15~25℃范围内,细菌代谢将碳水化合物转化为糖类物质,由于温度较低,菌浓度较低,25℃时达到最大值;之后随着温度的升高,可溶性固性物含量虽增加,但增加速度变慢,说明细菌的代谢逐步变缓。此外,25℃发酵的豆汁酸味明显,口感细腻,浓度适中,分层较好,而30℃发酵的豆汁颜色较25℃的发黄,酸味较重,酸臭味不明显,不够细腻,分层粗糙。综合考虑成本及产品的色泽、口味等因素,最佳发酵温度应为25℃。
2.2.3 发酵时间对豆汁各项指标的影响 发酵时间对豆汁品质的影响结果见图5。由图可见,可溶性固形物含量在14~19h内随发酵时间的增加而增大,并在19h左右达到最大,19h后,其含量逐渐降低;在14~24h阶段,酸度值随发酵时间的增加而增大,24h达到最高点,而在24~34h阶段,酸度值随发酵时间的增加而减小,此区间内斜率的绝对值小于14~24h阶段;菌浓度在14~19h内随发酵时间的增加而增大,并在19h处达到最大值,而在19~24h内,菌浓度随发酵时间的增加而减小;在24~34h内菌浓度随发酵时间的增加而基本保持不变;可溶性蛋白质含量随发酵时间的增加而不断减小,在14~19h阶段,可溶性蛋白质含量下降较快,在19~34h阶段内可溶性蛋白质含量下降速率减慢,曲线较为平缓。
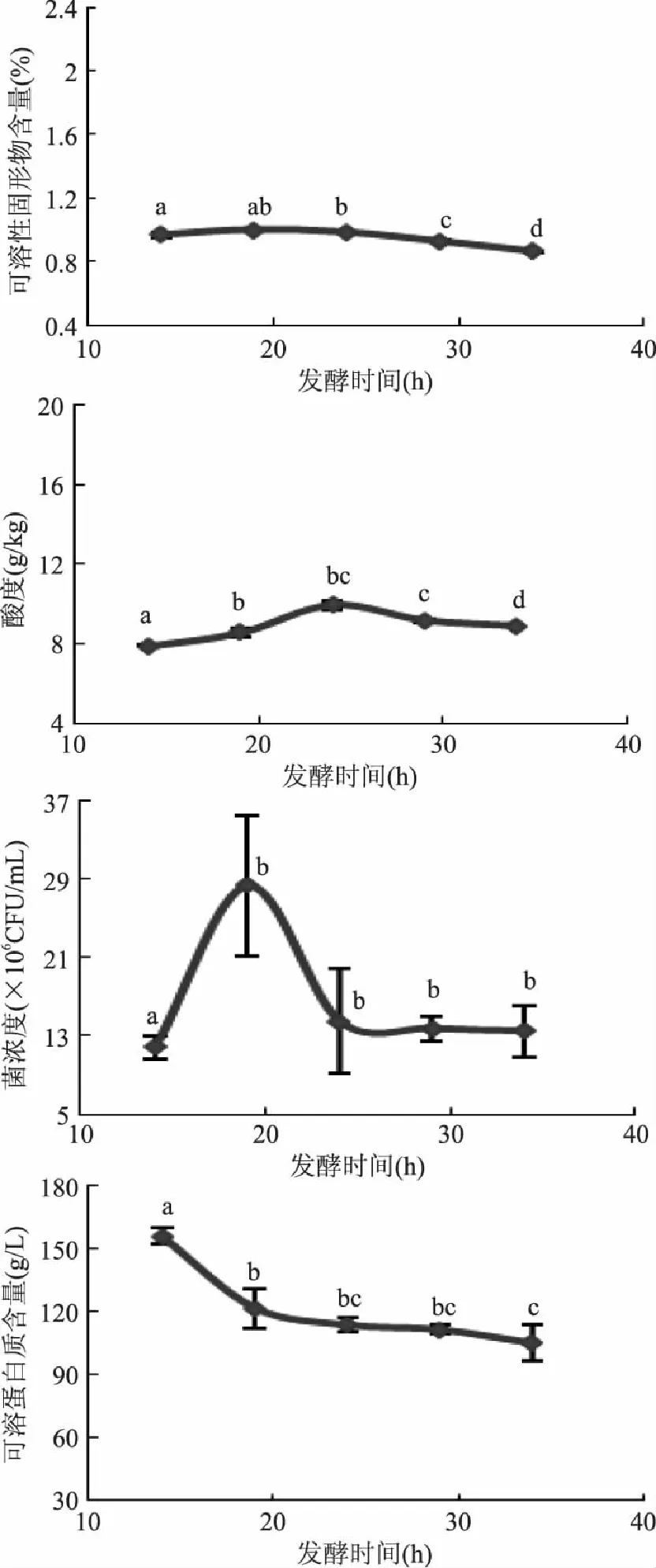
图5 发酵时间对豆汁品质影响结果 Fig.5 Effects of fermentation time on the quality of Douzhir
王凤翼研究黄豆乳时发现[12],豆固形物浓度较稀时,浆渣易分离,有利于提高大豆固形物的利用率,同时也可防止发酵豆乳组织状态粗糙、质地过硬。崔树勇的研究表明[13],发酵时间20h产酸量最高,但发酵时间太长不利于工厂生产。有研究表明[14-15],在14~24h阶段,乳酸菌等菌类分解糖类物质产生乳酸,而在24~34h阶段,细菌的生长处于衰老期,此时乳酸菌等菌类分解自身代谢产物如乳酸等,酸类物质被逐渐消耗。若过分的缩短发酵时间会影响酸奶风味物质的形成,制品滋味气味较差[16-17]。
本研究发现,发酵14~19h,处于乳酸菌等菌类的对数生长期,此时细菌大量繁殖,19h达到稳定期,之后由于营养物质的消耗,细菌之间竞争性抑制,使得细菌数目大大减少。乳酸菌产生的蛋白质分解酶可以使蛋白质降解从而有利于消化和吸收。发酵14~19h,可溶性蛋白质呈稳定减少趋势,说明一直被菌体发酵利用,成为氨基酸、多肽等利于人体消化吸收的小分子物质,而在19h之后,可溶性蛋白质含量趋于稳定,说明几乎已不被菌体分解[18-19]。综合产品感官风味等因素,确定豆汁最佳发酵时间为19h。
2.2.4 加菌量对豆汁各项指标的影响 加菌量对豆汁品质的影响结果见图6。由图可见,可溶性固形物含量差异不显著,酸度在8.820×105~2.470×107CFU/mL范围内,随菌浓度增大而增大,但增加幅度逐渐变缓。菌浓度差异性不显著。可溶性蛋白质含量随加菌量的增大而减小,加菌量在8.820×105~8.820×106CFU/mL范围区间时,减小趋势较为平缓,基本呈现水平;加菌量在8.820×106~3.263×107CFU/mL范围区间时,减小趋势变大。
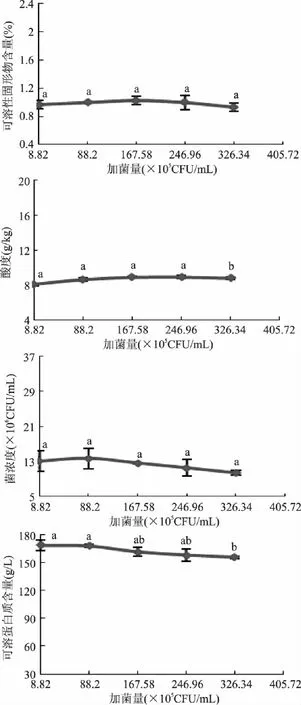
图6 加菌量对豆汁品质影响结果 Fig.6 Effects of bacteria concentration on the quality of Douzhir
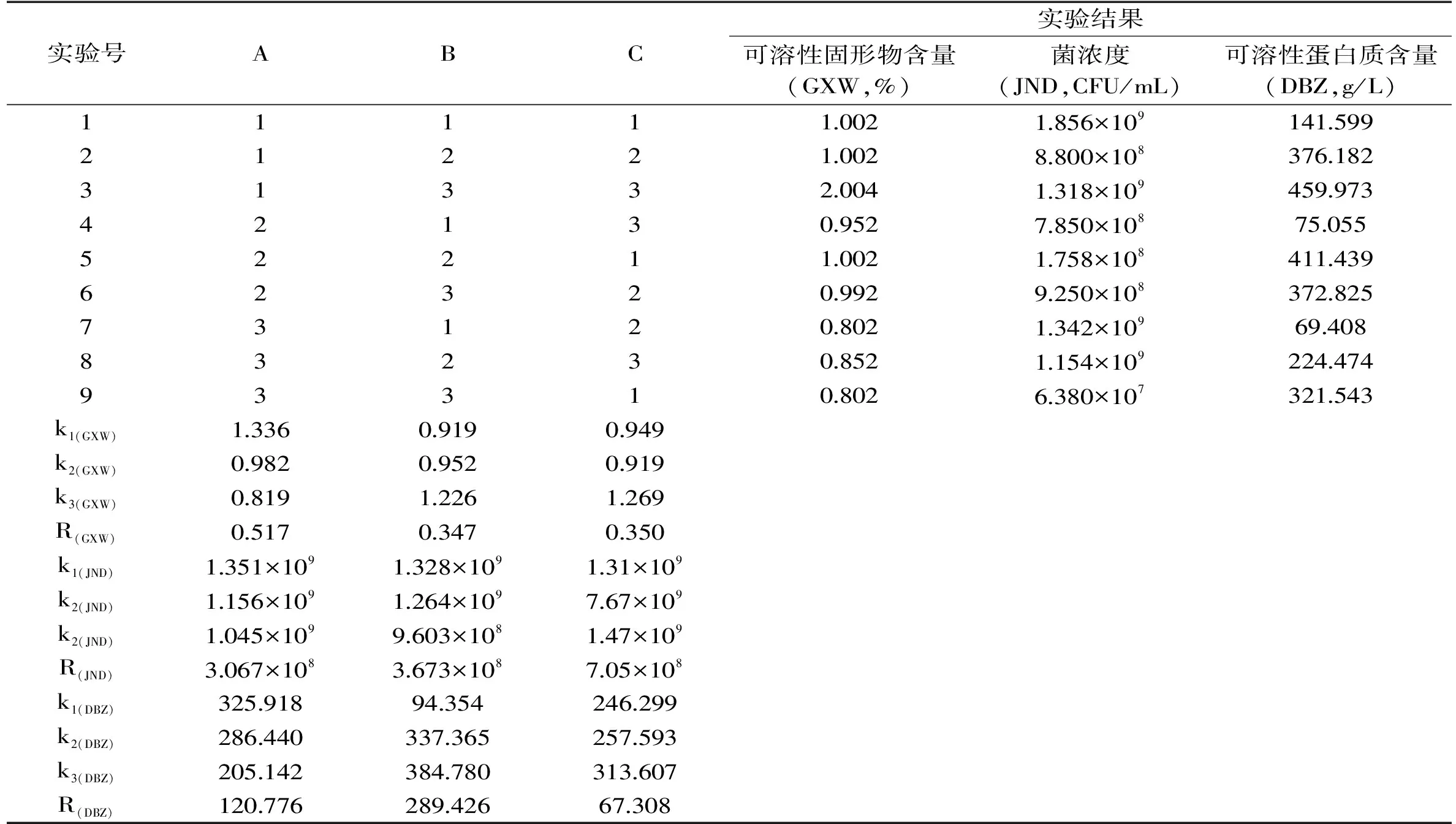
表2 正交实验结果Table 2 Orthogonal test results
据之前文献报道,豆汁生产中,加菌量过低,产酸易受抑制且不稳定,乳酸菌得不到足够的生长;加菌量太大,产酸过快,酸度上升过高,给豆汁的风味和组织状态带来缺陷。接种量过大酸奶的发酵速度太快,在同样的发酵时间内产生酸的量较大,导致产品的酸味过重影响制品口感,制品组织状态较差[20-22]。
本研究发现,在8.820×105~1.676×107CFU/mL范围内,菌体分解代谢逐渐旺盛,1.676×107CFU/mL时可溶性固形物含量达到最高点,之后体系内碳水化合物被消耗,其含量逐渐减小。8.820×105~1.676×107CFU/mL范围内,细菌代谢旺盛,产酸增加,但产酸速率逐渐减缓,菌种代谢逐渐接近稳定期;1.676×107~2.470×107CFU/mL范围内,酸度虽仍增加,但增加速度变慢,细菌代谢逐渐走向衰老期;2.470×107~3.263×107CFU/mL范围内,细菌代谢已处于衰亡期,不利于产酸,产酸量降低[23]。8.820×106CFU/mL处菌浓度最高,说明此点最有利于菌体生长。加菌量在8.820×105~8.820×106CFU/mL范围内,可溶性蛋白质消耗不大;1.676×107CFU/mL处急剧消耗,斜率最大,说明此点最有利于分解代谢可溶性蛋白质;2.470×107~3.263×107CFU/mL范围内,斜率变小,可溶性蛋白质代谢速率减慢,综合上述单因素实验结果,最优加菌比例应为1.676×107CFU/mL。
2.3 豆汁工艺优化实验
2.3.1 工艺条件的确定 表2为豆汁加工工艺的正交实验结果表。在豆汁产品中,酸度的极值变化不易界定,因此选择可溶性固形物、菌浓度、可溶性蛋白质含量3个指标作为实验指标进行考察。
由极差分析可见,三因素对可溶性固形物含量的影响程度为:豆水比>发酵时间>加菌量;三因素对菌浓度的影响程度为:发酵时间>加菌量>豆水比,发酵时间的影响十分显著;三因素对可溶性蛋白质含量的影响程度为:加菌量>豆水比>发酵时间,加菌量对于豆汁中可溶性蛋白质的含量影响较大。
根据表3的方差分析结果可见,各因素对可溶性固性物含量的影响稳定性:加菌量>发酵时间>豆水比;对菌浓度的影响稳定性:豆水比>加菌量>发酵时间;对可溶性蛋白质含量的影响稳定性:发酵时间>豆水比>加菌量。
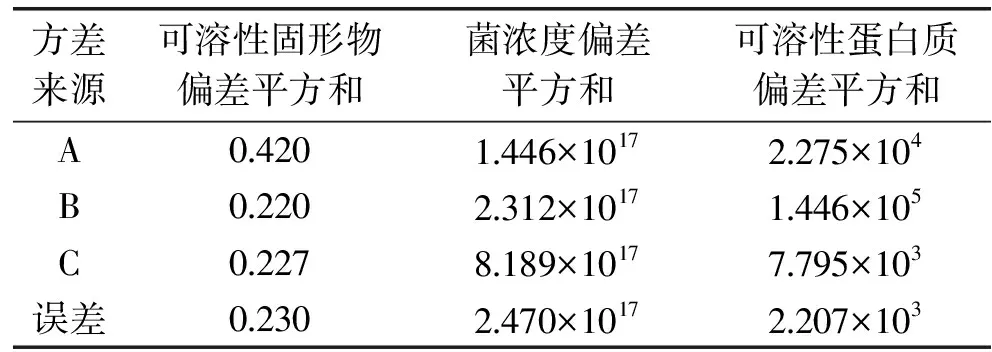
表3 正交实验的方差分析结果Table 3 Variance analysis results
根据正交实验分析结果,综合考虑生产成本、生产时间、产品的品质等因素,确定最优组合为A1B3C3,即豆水比1∶10,加菌量1.676×107CFU/mL,发酵时间24h,发酵温度25℃。在此工艺条件下进行验证实验,获得了可溶性固形物含量为1.002%,酸度为10.92g/kg,菌浓度7.38×107CFU/mL,可溶性蛋白质含量为40.104g/L的豆汁产品。
3 结论
豆汁的最佳生产工艺为:加入绿豆质量5倍体积的水泡豆12h,按照豆水比1∶10加水磨豆,过滤,按照加菌量1.676×107CFU/mL加入购买的生豆汁,25℃下发酵24h。所得豆汁颜色呈灰绿色,具有豆汁特有浓郁酸臭味,口感酸味适中,酸中带甜,放在碗中浓稠度适当,不散泻。
[1]李晋萍. 绿豆饮料生产加工工艺研究[J]. 科技情报开发与经济,2011,21(11):227-228.
[2]林宣贤. 绿豆提取物排铅效果的实验研究[J]. 广东微量元素科学,2005,12(5):66-68.
[3]杨应笑,任发政. 清热绿豆饮料配方的优化及功能验证[J]. 食品科学,2006,27(4):230-232.
[4]黄宝莹,许喜林,李应琼. 绿豆黄豆浆加工工艺[J]. 食品研究与开发,2010,31(10):113-116.
[5]丁玉振,张绍英,梁尽祎,等. 北京传统小吃 “豆汁” 制作工艺研究[J]. 食品科学,2010(2):280-283.
[6]谭周进,肖克宇,肖启明,等. 乳酸菌计数培养基和培养方法的筛选[J]. 湖南农业大学学报,2001,27(5):98-100.
[7]唐劲松,张璟晶,牛林. 绿豆乳乳酸菌发酵的研究[J]. 科技资讯,2009,33:091.
[8]田洪涛. 干酪乳杆菌与瑞士乳杆菌发酵绿豆乳工艺研究[D]. 保定:河北农业大学,2012.
[9]李文婷. 乳酸菌制剂发酵泡菜工艺及安全性研究[D]. 成都:西华大学,2012.
[10]舒友琴,扶庆权. 小麦胚芽中油,蛋白质及淀粉的分离制备[J]. 食品科学,2005,26(12):147-151.
[11]张明晶,魏益民,张波,等. 加工条件对豆腐质量特性的影响[J]. 大豆科学,2006,25(4):395-398.
[12]王凤翼,季瑛. 乳酸菌发酵豆乳最佳条件探讨[J]. 食品与机械,1995(4):14-15.
[13]崔树勇. 乳酸菌发酵豆奶饮料的开发及生产研究[D]. 无锡:江南大学,2009.
[14]刘庆军,刘晔. 乳酸发酵香芋饮料的研制[J]. 生物技术,2004,14(1):44-45.
[15]Farnworth E R,Mainville I,Desjardins M P,etal. Growth of probiotic bacteria and bifidobacteria in a soy yogurt formulation[J]. International Journal of Food Microbiology,2007,116(1):174-181.
[16]邵伟,刘世玲,肖汶,等. 全发酵腐乳生产工艺研究[J]. 中国酿造,2002(2):l0.
[17]丁玉萍,吕冬云,吴玉德. 保加利亚乳杆菌和嗜热链球菌发酵豆乳促进生长剂的研究[J]. 食品与发酵工业,2005,31(12):120-122.
[18]郑敏,杨本宏. 玉米乳酸饮料发酵过程初探[J]. 微生物学通报,2002,29(2):13-16.
[19]田三德,潘婕,刘晓望,等. 大豆腐乳加工工艺的研究[J].食品科学,2004,25(4):203-206.
[20]畅天狮,王兴梅. 乳酸菌在豆乳中的生长特性[J]. 食品工业,2002,23(2):23-25.
[21]李俊芳,田阳,郝万刚. 豆腐脑酸奶制作工艺[J]. 中国乳品工业,2010(11):33-35.
[22]丁玉萍,吕冬云,吴玉德. 保加利亚乳杆菌和嗜热链球菌发酵豆乳促进生长剂的研究[J]. 食品与发酵工业,2005,31(12):120-122.
[23]Vinderola C G,Costa G A,Regenhardt S,etal. Influence of compounds associated with fermented dairy products on the growth of lactic acid starter and probiotic bacteria[J]. International Dairy Journal,2002,12(7):579-589.
猜你喜欢
现代畜牧科技(2021年9期)2021-10-13
少男少女·校园(2021年3期)2021-07-28
科学大众(2020年23期)2021-01-18
炎黄地理(2020年8期)2020-11-06
华人时刊(2018年15期)2018-11-18
启蒙(3-7岁)(2018年8期)2018-08-13
新校园·阅读(2017年3期)2017-07-05
作文大王·低年级(2017年1期)2017-02-16
小学阅读指南·低年级版(2016年10期)2016-09-10
人生与伴侣·共同关注(2015年8期)2015-04-02