
虚拟基准及虚拟基准在零件装夹找正中的应用
2014-04-18 10:10李志贞裴翠翠
山东工业技术 2014年23期
李志贞,裴翠翠
(1.烟台艾迪精密机械股份有限公司,山东 烟台 264006;2.烟台博昌汽车标准件有限公司,山东 烟台 265500)
虚拟基准及虚拟基准在零件装夹找正中的应用
李志贞1,裴翠翠2
(1.烟台艾迪精密机械股份有限公司,山东 烟台 264006;2.烟台博昌汽车标准件有限公司,山东 烟台 265500)
作为基准的点、线、面在工件上没有具体存在而又不能通过某些具体具体的表面体现,这样的基准称为虚拟基准。虚拟基准有两个特点:第一,作为基准的点、线、面在工件上没有具体存在而又不能通过某些具体具体的表面体现。第二,虚拟基准可以通过成品零部件的加工成型特征进行确定。使用虚拟基准装夹找正可以有效解决某些不规则毛坯加工问题。
虚拟基准;基面;装夹找正;毛坯件检验;尺寸失效判定
0 前言
零件的机械加工艺的制定过程需要考虑的问题很多,涉及面也很广,基准的选择是零件机械加工工艺制定的重要环节。基准的选择有以下几个原则:基准重合原则、基准统一原则、互为基准原则、自为基准原则。作为基准的点、线、面在工件上不一定具体存在(例如孔的中心、轴心、对称面)等,而常由某些具体的表面来表现。这些表面可称为基面。例如,在车床上用三爪卡盘夹持一根短圆轴,实际定位表面(基面)是外圆柱面,而它所体现的定位基准是这根圆轴的轴心线。[1](机械制造工艺学 第三版 陕西科技出版社 顾崇衔等著)
但是,在某些情况下作为基准的点、线、面在工件上不存在,而又没有具体表面能够体现出这些基准。这种情况下,如果我们继续按照零部件某一具体表面作为基准进行装夹找正就会造成加工困难甚至大量的废品产生。
1 以具体存在表面为基准装夹找正在实际生产过程中遇到的问题
图1为所示为某型连杆图纸,该型连杆图纸为面对称零部件,机械加工过程中我们选择对称面为加工基准。由于对称面通过距离为300mm的两个平面来体现,因此我们可以使用这两个面作为基面。在实际生产过程中,由于焊接工序焊接应力的作用,两侧连接板极易发生倾斜。此时,继续使用距离为300mm的平面作为基准面就会导致孔壁厚部分过薄、轴套端面加工余量不够等情况出现。最终导致废品率过高。为解决以上问题,我们在实际生产过程中,使用了虚拟基准作为基面来定位、装夹此类零部件,有效解决了毛坯件废品率过高的问题。

图1
2 虚拟基准法装夹找正
2.1 虚拟基准定义及定位
以上述某型连杆为例,这种连杆是中心面对称零件。两侧机加工表面以中心面为对称面,两侧对称。我们在实际生产过程的装夹找正工序中,所找正的基准面正式这个中心对称面。由于虚拟基准在实际零部件上是不存在的,而又不能通过某一零部件表面体现出来。因此虚拟基准的定位比较困难。我们在实际工作中使用的是逆向找正方法,即首先虚拟出毛坯件加工成成品工件的状态和特点并找出虚拟成品工件的对称中心面,然后确定虚拟成品工件中心面与工件毛坯已存在表面位置关系,通过这个位置关系来确定工件虚拟基准的位置。从而完成工件毛坯的装夹找正工作。
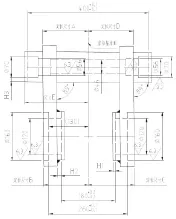
图2
在实际装夹找正过程中,我们首先通过对毛坯件的整体测量确定其虚拟基准面的位置,然后通过虚拟基准面距离一侧连接板的定位尺寸B和定位尺寸A确定工件在机床上的正确装夹位置。
虚拟基准的选择和定位尺寸的选择不是一成不变的,需要根据零部件的具体形状特征来选择。总的来说,虚拟基准找正方法描述的是虚拟成型零件与毛坯件的位置关系确定的问题。
2.2 毛坯件检验及尺寸公差控制
2.2.1 毛坯件的检验及判定
同样以图2所示情况为例,虚线为零件加工完成后加工表面的轮廓线,实线为毛坯面轮廓线。
首先,设定零部件尺寸失效判定条件,并根据零件加工完成后加工表面的轮廓和毛坯面轮廓之间的几何关系确定零部件失效判定条件的计算公式。
根据图2所示连杆的具体使用条件,我们设定了以下三个限制:

其中:T1为连接板厚度,T2为圆套厚度,α为毛坯件毛坯面与实际加工成型表面的夹角(夹角根据具体变形情况确定,本文中假定两侧板变形角度、方向一致故使用同一角度α表示)。
根据限制条件和限制条件计算公式判定毛坯件是否合格。
2.2.2 注意事项
第一,失效条件及失效条件判定公式描述的是机械加工成型表面与毛坯件表面的位置关系。失效条件及失效条件判定公式不是一成不变的,应根据加工零件的具体情况进行具体分析。
第二,列举限制条件时应注意所限制条件的列举应该全面包含零件的质量要素,防止因为要素列举不全导致检验计算出错。
3 总结
虚拟基准有两个特点:第一,作为基准的点、线、面在工件上没有具体存在而又不能通过某些具体具体的表面体现。第二,虚拟基准可以通过成品零部件的加工成型特征进行确定。
虚拟基准装夹找正的方法可以解决在某些情况下作为基准的点、线、面在工件上不存在,而又没有具体表面能够体现出这些基准的问题。但是,由于虚拟基准装夹找正所耗用的辅助工时较长,因此这种装夹找正方式比较适合应用在大型工件单件小批量生产场合。
[1]顾崇衔等.机械制造工艺学第三版[M].陕西科技出版社.
猜你喜欢
芜湖职业技术学院学报(2021年3期)2021-10-20
延边大学学报(自然科学版)(2021年2期)2021-07-29
农业装备技术(2021年3期)2021-06-23
兵工学报(2021年12期)2021-03-05
信息技术时代·下旬刊(2020年5期)2020-09-10
装饰装修天地(2018年4期)2018-10-21
商品与质量(2018年36期)2018-04-15
神州·中旬刊(2017年12期)2017-12-26
智能制造(2017年5期)2017-10-11
中国新技术新产品(2016年23期)2016-12-26
