响应面法优化电渗析乳清脱盐技术参数
2014-04-24 13:22井雪莲张金东张丽萍
中国酿造 2014年5期
井雪莲,张金东,2,张丽萍*
(1.黑龙江八一农垦大学 食品学院,黑龙江 大庆 163319;2.黑龙江省飞鹤乳业有限公司,黑龙江 齐齐哈尔 161800)
乳清是干酪生产的主要副产品。脱盐乳清粉是将新鲜乳清经物理分离技术脱盐、低温浓缩和喷雾干燥制成的灰份质量分数低于1.2%的乳清粉[1]。将脱盐乳清粉加入婴幼儿配方奶粉中可减轻婴幼儿肾脏负担,使奶粉更接近母乳水平[2]。我国对脱盐乳清粉的需求量很大,但由于受设备技术等因素的影响,我国的脱盐乳清粉大部分依赖进口。
电渗析(electro dialysis,ED)是通过选择性的离子膜,从液体料流中脱除离子的分离技术,具有抗污染能力强、所需材料少的优点,是一种最环保的脱盐技术,在低浓度盐溶液的脱盐处理中具有成本优势。在全球范围内,电渗析广泛应用[3-6]:在日本,利用电渗析调整牛奶中矿物质成分的浓度,使其更接近母乳成分的组成,以制造婴儿配方乳粉;此外还应用于酱油的脱盐,以方便高血压患者的食用[7]。在法国,电渗析被用来从酒中移除酒石酸钾以防止酒的浑浊。我国也有很多学者在电渗析方面有许多成果:王秋霜等[8]在离子交换膜辅助的电渗析法对大豆低聚糖模拟溶液进行脱盐试验时具有较好的脱盐效果,脱盐率可以达到96.07%,低聚糖的保留率达到83.82%。乔杲[9]在电渗析法分离提纯牛磺酸时发现此法的优点很多:无需消耗化学药品、操作简单、生产成本低等,用此法可以获得各项指标均符合国家标准的牛磺酸产品。刘贤杰等[10]通过试验选出了适合电渗析脱盐的离子交换膜,使原酱油食盐含量由19.4%降至约9%,酱油风味大致不变,但食盐以外的有效成分也有一些被除去,比较明显的是作为酱油品质指标的氨基酸态氮,有约8%的损失。本研究通过响应面法优化了电渗析乳清脱盐工艺为脱盐乳清粉生产提供依据。
1 材料与设备
1.1 材料与试剂
干酪乳清;纯净水(实验室自制);氢氧化钠(分析纯)、盐酸(分析纯):沈阳华东试剂厂。
1.2 仪器与设备
电渗析膜堆:法国Eurodia公司;FE30-FiveEasy电导率仪:美国METTLER TOLEDO公司;DK-S24电热恒温水浴锅:上海森信试验仪器有限公司;RE-52旋转蒸发仪:上海亚荣生化仪器厂;B-191喷雾干燥机:瑞士BUCHI公司。
2 试验方法
2.1 工艺流程
干酪乳清→脱脂→巴氏杀菌→电渗析脱盐→电导率测定→蒸发浓缩→喷雾干燥→成品
2.2 离子去除效率测定
样品的脱盐率以处理前后电导率的变化为评价指标,其公式为:
2.3 单因素试验
2.3.1 电渗析工作电流对乳清液脱盐率的影响
对乳清液进行电渗析脱盐试验,在确定进料温度为35℃、进料流速为120mL/min,进料量为25%的条件下,分别设定电渗析工作电流为35A、40A、45A、50A、55A进行试验,测定脱盐后乳清液的电导率并计算脱盐效率。
2.3.2 进料量对乳清液电渗析脱盐效率的影响
对乳清液进行脱盐试验,在确定电渗析工作电流为45A、进料流速为120mL/min、进料温度为35℃的条件下,分别设定进料量为15%、20%、25%、30%、35%进行试验,测定脱盐后乳清液的电导率并计算脱盐率。
2.3.3 进料流速对乳清液电渗析脱盐效率的影响
对乳清液进行电渗析脱盐试验,在确定电渗析工作电流为45A、进料温度为35℃、进料量为25%的条件下,分别设定进料流速为100mL/min、110mL/min、120mL/min、130mL/min、140mL/min进行试验,测定脱盐后乳清液的电导率并计算脱盐率。
2.3.4 进料温度对乳清液电渗析脱盐效率的影响
对乳清液进行脱盐试验,在确定电渗析工作电流为45A、进料流速为120mL/min、进料量为25%的条件下,分别设定进料温度为20℃、25℃、30℃、35℃、40℃进行试验,测定脱盐后乳清液的电导率并计算脱盐率。
2.4 数据处理
上述试验各指标均测定5 次,结果取平均值。
3 结果与分析
3.1 电渗析工作电流对乳清液脱盐率的影响
脱盐率随电流的变化曲线如图1所示。由图1可知,低电流时,脱盐率随电流上升而逐渐增加,在45A左右时达到最高点,在50~55A又急剧下降。在40~50A的电流范围内,电渗析具有较好的脱盐效果。电流随电压的增大而增加,在一定范围内上升的过程中,电压作为电渗析过程主要的推动力,其增加促进了离子从淡水室扩散到浓缩室,而当电压超过这个范围继续增加时,电流密度增加,膜污染也加快,膜污染的影响超过了电流增加对电渗析的影响,所以导致脱盐率下降,同时,也会产生大量的能耗[11]。因此,需要综合考虑脱盐率、能耗、操作时间等因素后选择合适的电渗析工作电流。综合脱盐率和能耗的结果认为,在电渗析操作中应选用相对较低的电渗析工作电流,以保证在不降低脱盐率的前提下最大限度降低能耗,因此认为选择45A左右的电渗析工作电流较好。
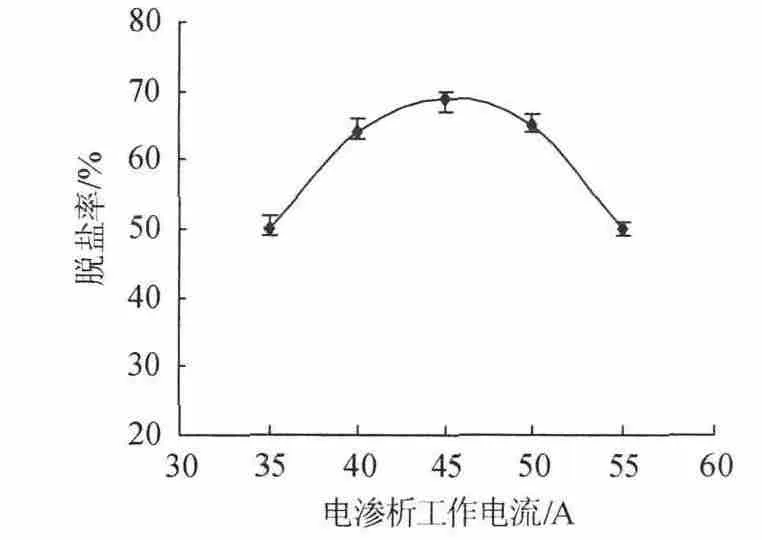
图1 电渗析工作电流对脱盐率的影响Fig.1 Effect of electrodialysis current on desalination ratio
3.2 进料量对乳清液电渗析脱盐率的影响
脱盐率随进料量的影响如图2所示。从图2可以看出,进料量较低时,脱盐率也高。但是,进料量为15%~25%时脱盐率的差异不显著。当进料量继续升高时,脱盐率明显下降。对于电渗析操作来说,样品的浓度不能过高。这是因为浓度太高会导致离子交换膜表面的浓差极化。这种高的离子浓度差会加大水的渗透,产生“逃水现象”[12]。另外,单位膜面上的离子浓度高也会使有些离子直接回流到淡水室内,而不能流入浓缩室进行脱盐。试验中也发现,将原液不加稀释直接进行脱盐时,开始时淡水室的电导率反而增加,一段时间后才略有降低,但是变化极为缓慢。在较低的浓度时电渗析脱盐的效果较好。但过低的浓度势必会影响加工效率,经综合分析,选取进料量25%为宜。

图2 进料量对脱盐率的影响Fig.2 Effect of feed concentration on desalination ratio
3.3 进料流速对电渗析脱盐率的影响
流速对脱盐率的影响如图3 所示。由图3可以看出,当流速为100~110mL/min时,脱盐率都很高;且二者在110mL/min的流速时出现了最大值。当流速超过110mL/min时,脱盐率有所下降。到最大流速140mL/min时,脱盐率降至最低的56%。数据分析的结果显示,110mL/min流速时的脱盐率与其他流速的脱盐率差异显著。低流速脱盐率较高,这是因为流速低极限电流小,料液在电极间停留时间较长,离子的定向移动比较充分,大量透过离子交换膜而进入浓缩室;然而,高的流速虽然有较大的电流密度,但是由于料液停留时间短而导致离子扩散不充分,脱盐率较低[13]。流速高时,剪切力和液体的湍动程度增大,致使膜-溶液界面的边界层变薄,从而使非电解质扩散程度加大,低聚糖保留率降低。很多学者建议在脱盐时使用较小的流速来操作[14]。从以上结果来看,110mL/min 左右的流速较适合于电渗析操作,即可以达到较高的脱盐率。
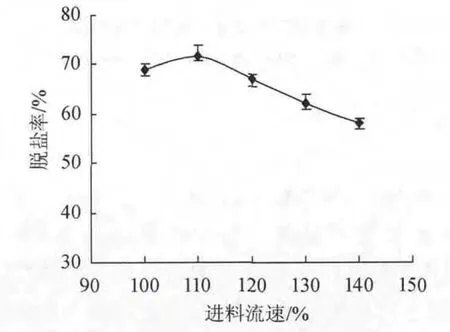
图3 进料流速对脱盐率的影响Fig.3 Effect of feed rate on desalination ratio
3.4 进料温度对乳清液电渗析脱盐率的影响
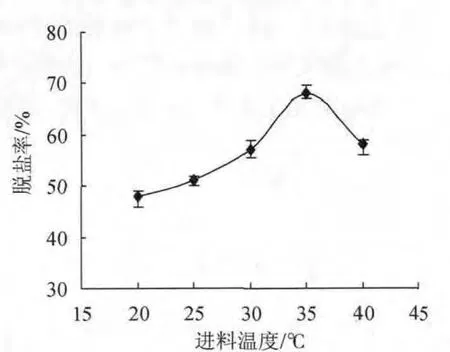
图4 进料温度对脱盐率的影响Fig.4 Effect of electrodialysis temperature on desalination ratio
脱盐率随进料温度的变化见图4,从图4可知,随着温度的升高,脱盐率逐步升高,在35℃左右时脱盐率达到最大,但是在35~40℃之间,脱盐率有所降低,但变化不明显。这是因为温度越高,离子的热运动越剧烈会导致离子水合作用的减弱,导致单位时间碰撞次数增加,同时膜内部电阻减小都可使反应速度加快,从而提高脱盐率[15-16]。但温度过高,会影响膜的稳定性,从而降低膜的脱盐能力,于经济上不利。综合图4分析可得,在35℃时脱盐率是最高的。
4 电渗析脱盐工艺优化
4.1 响应面设计
通过单因素试验初步选出最优的中心点,采用Box-Behnken 4因素5水平二次回归正交旋转组合响应面试验设计优化乳清脱盐工艺,考察电渗析工作电流、进料量、进料流速、进料温度4个因素对脱盐率的影响,确定最佳工艺参数。试验因素及水平设计如表1所示。
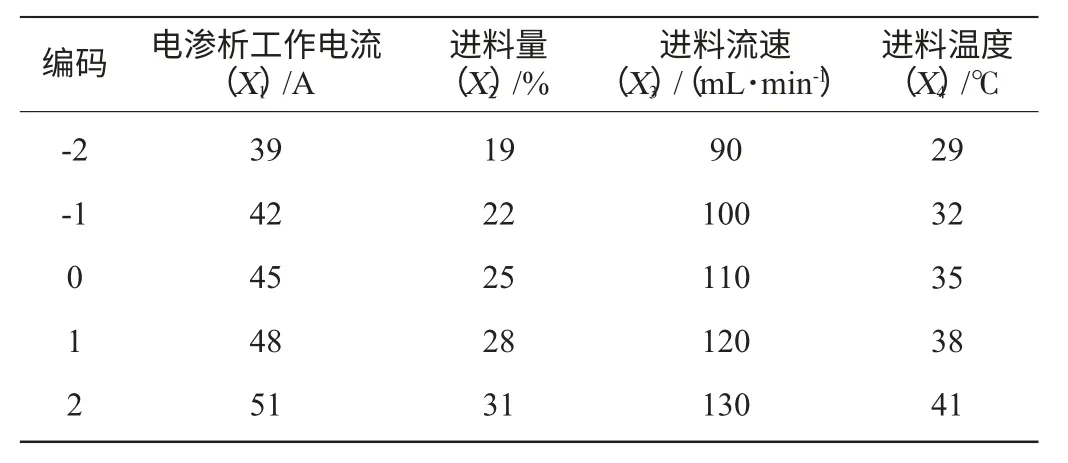
表1 Box-Behnken试验设计因素和水平编码Table 1 Factors and levels of Box-Behnken test
4.2 试验模型的建立与分析
采用4因素5水平二次回归正交旋转组合的响应曲面,分析电渗析工作电流(X1)、进料量(X2)、进料流速(X3)以及进料温度(X4)对干酪乳清脱盐率(Y)的影响结果如表2所示。
4.3 对脱盐率进行多元回归分析
利用DesignExpert 8.0软件对脱盐率进行多元回归分析。通过软件模拟,得到电渗析工作电流、进料量、进料流速以及进料温度对脱盐率(Y)的二次多项回归模型方程:

其中,模型的决定系数R2=0.962 8,模型的校正决定系数Radj2=0.938 1,说明模型能解释93.81%响应值的变化,与实际试验拟合良好,试验误差小,证明应用四元二次回归通用旋转组合试验优化电渗析工作电流、进料量、进料流速以及进料温度对产品脱盐率的影响是可行的。对该模型进行方差分析,结果分析如表3所示。
表3说明方程的显著性分析得F1=38.87,相应的P<0.000 1,由方程的显著性检验可知,该方程的模型达到极显著;从此方差分析表可以得出因素的所有一次项、二次项、交互项(X1,X4)对试验结果是显著的。失拟性检验分析得F2=1.53,相应的P 值等于0.248 4>0.05。失拟项分析表明,该回归方程无失拟因素存在,回归模型与实测值能较好的拟合。
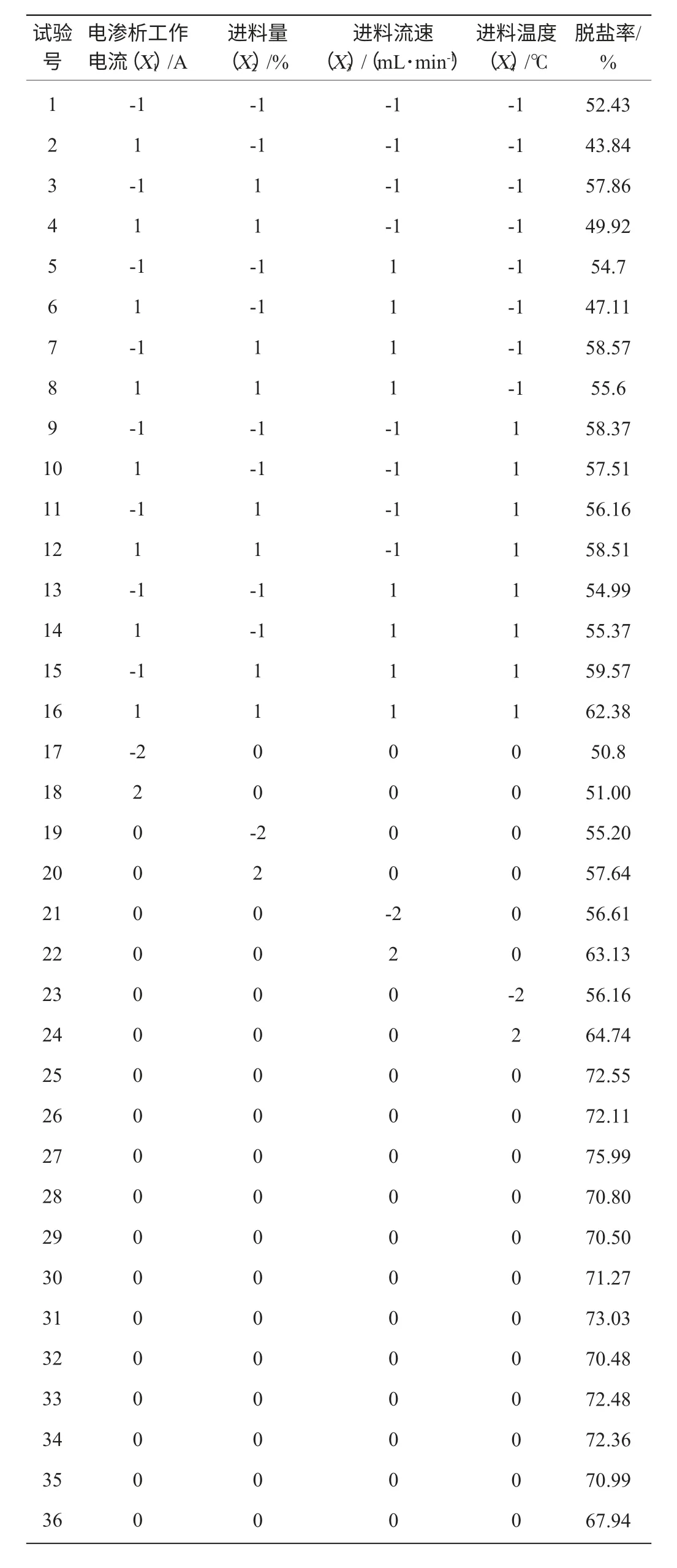
表2 响应面试验设计及结果Table 2 Design and results of response surface experiment
4.4 脱盐率响应面分析
为了进一步得到某两个因素对产品脱盐率的影响,可固定其他两个因素条件不变,探讨某两个因素对脱盐率的影响。从表3可以看出,X1与X4(电渗析工作电流和电渗析温度)交互作用的P 值为0.001 4<0.01,表明这两个因素交互作用极显著。同理可看出其他交互项作用均不显著。图5为通过多元回归方程的等高线图及其响应曲面图,所拟合的等高线图及其响应曲面图能比较直观的反应因素和因素间的交互作用。
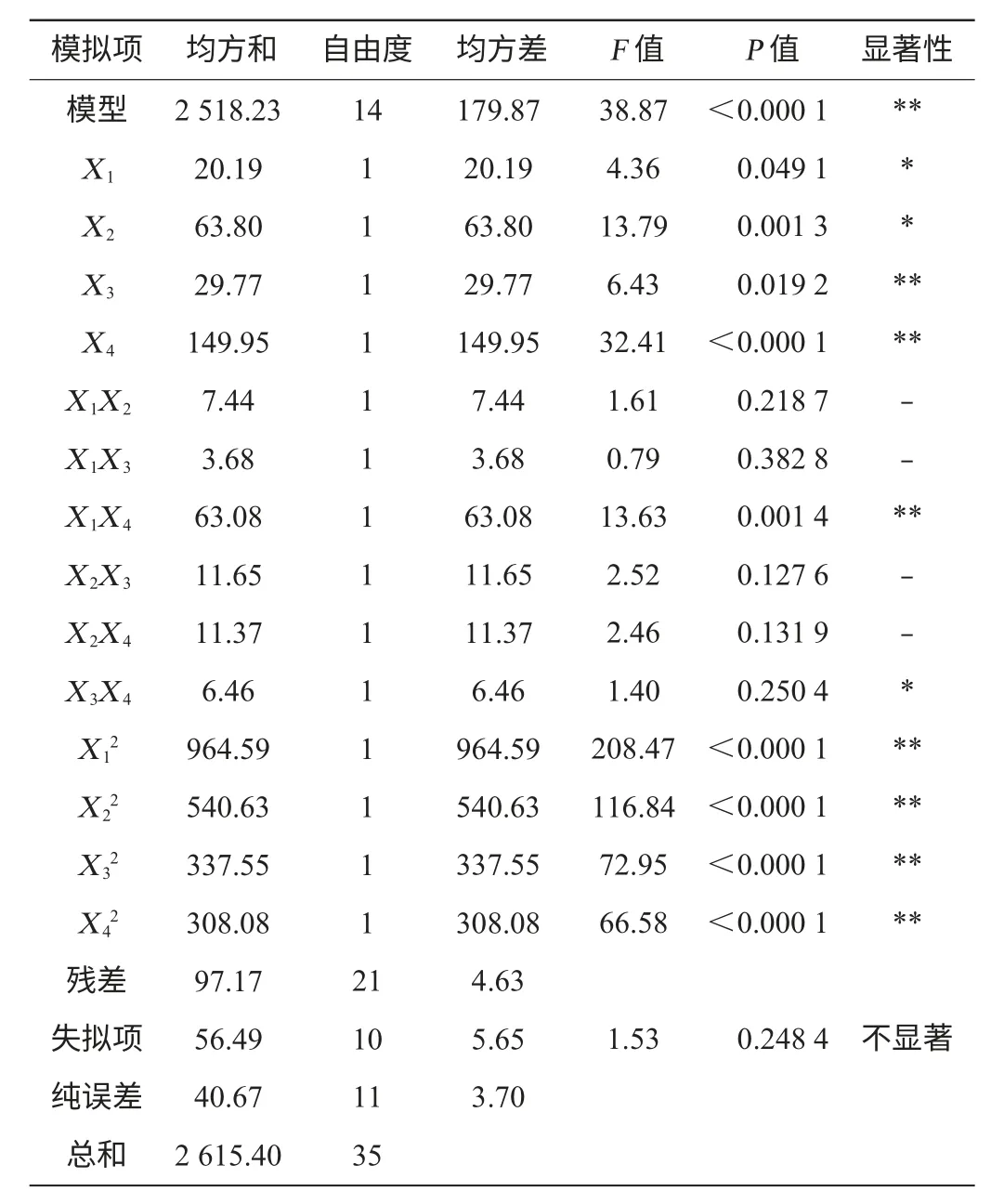
表3 电渗析脱盐回归模型方差分析Table 3 Variance analysis of regression model of electrodialysis desalination
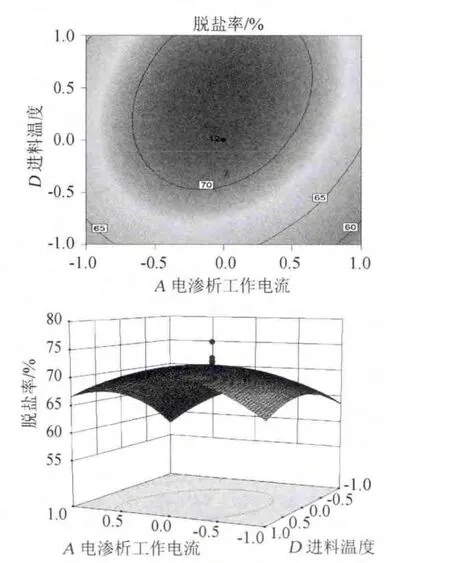
图5 电渗析工作电流和进料温度对脱盐率影响的响应曲面及等高线Fig.5 Response surface plot and contour line of interaction between electrodialysis working current and temperature on desalinization ratio
由图5可以看出,响应曲面图开口向下、凸面,可以看出响应值的大小会随着自变量的大小而改变,而且增减幅度也不一样。随着各个自变量的增大,响应值逐渐增大;但当响应值增大到某极值后,随着自变量的增大,响应值有减小的趋势;另外由图5可知,该模型在试验范围内存在稳定点,且稳定点是最大值。
4.5 响应面优化结果与验证
综合处理结果,得出最大脱盐率如表4所示。
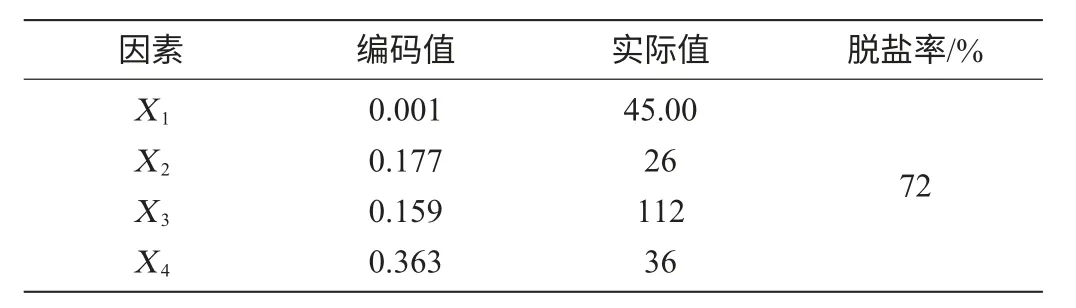
表4 脱盐乳清工艺优化值及最优条件下的脱盐率Table 4 Desalted whey process optimal value and desalinization ratio under the optimized condition
为检验结果的可靠性,采用响应面优化的最佳条件进行3次验证试验,试验得出的平均脱盐率为72%,与预测值相近,其最大相对误差约为2%,故该模型合理,试验优化结果可行。
5 结论
本试验最终确定电渗析脱盐部分的工艺参数为电渗析工作电流为45A、进料量26%、进料流速112mL/min、进料温度36℃,最终盐含量从初始的9%降低至2.5%,最佳脱盐率达到72%。可见电渗析脱盐具有较好效果,且电渗析是一种环保、成本较低的脱盐方法,具有很大潜在价值。
[1]WALZEM R L,DILLARD C J,GERMAN J B.Whey components:millennia of evolution create functionalities for mammalian nutrition:what we know and what we may be overlooking[J].Cri Rev Food Sci,2002,42(4):353-375.
[2]赵娟娟,徐 丽,生庆海.脱盐乳清粉及脱脂乳粉理化指标的跟踪检测[J].中国乳品工业,2009(1):33-35,49.
[3]XU T.Ion exchange membranes:state of their development and perspective[J].J Membrane Sci,2005,263(1):1-29.
[4]施立钦.电渗析技术在甘氨酸合成中的应用研究[D].杭州:浙江工业大学硕士论文,2007.
[5]康莹莹.电渗析浓缩回收丙烯酸丁酯废水中有机酸盐的研究[D].邯郸:河北工程大学硕士论文,2011.
[6]黄 伟,刘东红.竹笋原液电渗析脱盐工艺的研究[J].食品与发酵工业,2007,33(3):72-74.
[7]周长海,徐文斌,贾友刚,等.日本酱油种类及其酿造工艺特点[J].中国酿造,2011,30(3):13-16.
[8]王秋霜,应铁进,赵超艺,等.电渗析技术在大豆低聚糖溶液脱盐上的应用[J].农业工程学报,2008,24(10):243-247.
[9]乔 杲.牛磺酸的制备及电渗析除盐新工艺[D].大连:大连理工大学硕士论文,2003.
[10]刘贤杰,陈福明.电渗析技术在酱油脱盐中的应用[J].中国调味品,2004(4):17-21.
[11]张建华.干酪乳清脱盐技术研究[D].北京:中国农业科学院硕士论文,2012.
[12]陈欢林.新型分离技术[M].北京:化学工业出版社,2005.
[13]任洪艳,张晓燕,王 倩,等.操作条件对双极膜电渗析性能和膜污染的影响[J].膜科学与技术,2008,28(5):45-51.
[14]叶微微,章樟红,朱 江,等.电渗析法处理苹果酸废水溶液的研究[J].西北农业学报,2006,15(3):216-219.
[15]张玉洁,田 间.乳清含盐量与电导关系曲线[J].中国乳品工业,1995(6):283-285.
[16]LIN TENG SHEE F,ANGERS P,BAZINET L.Relationship between electrical conductivity and demineralization rate during electroacidification of cheddar cheese whey[J].J Membrane Sci,2005,262(1-2):100-106.
猜你喜欢
全面腐蚀控制(2022年6期)2022-07-22
中国房地产业(2022年11期)2022-05-31
化工管理(2022年8期)2022-04-08
食品安全导刊(2021年30期)2021-11-28
能源工程(2021年5期)2021-11-20
发酵科技通讯(2021年3期)2021-09-27
食品安全导刊(2020年30期)2020-12-03
石油化工腐蚀与防护(2020年5期)2020-11-13
文物保护与考古科学(2020年1期)2020-04-06
体育时空(2017年5期)2017-06-17