27SiMn厚壁无缝钢管热处理工艺研究
2014-05-12 01:15纪宝材潘敬平
天津冶金 2014年2期
王 华,纪宝材,潘敬平,时 盼
(天津钢管集团股份有限公司管加工部,天津300301)
27SiMn厚壁无缝钢管热处理工艺研究
王 华,纪宝材,潘敬平,时 盼
(天津钢管集团股份有限公司管加工部,天津300301)
针对27SiMn的厚壁无缝钢管淬透性较差,热处理后钢管性能稳定性较差,两端差异性较大,强度、硬度匹配性较差等问题,通过调整淬火温度、淬火保温时间,回火温度及保温时间,可以改善产品的状态,提高了产品强度,降低了硬度。
27SiMn;厚壁无缝钢管;热处理;工艺;研究
1 引言
27SiMn液压支柱用无缝钢管是液压设备缸、柱的母材,广泛应用于煤矿、大型机械等多种行业。产品执行标准为GB/T 17396,一般采用热轧态供货,也可采用热处理态交货。本文主要针对27SiMn的厚壁无缝钢管产品,研究并提出了一种热处理方法,使产品满足特殊合同设定的性能要求。
2 产品要求及成分
产品涉及 2个规格:ø299 mm×27 mm、ø377 mm×32 mm,性能、成分相关要求见表1、表2。
3 热处理生产试验
为了摸索该27SiMn的厚壁无缝钢管产品的热处理工艺制度,前期,对该类产品进行了热处理生产试验,试验用料为热轧态交货的ø420 mm×37 mm规格产品,用一支该产品进行热处理,采用热处理制度为:940℃淬火+550℃回火,其中淬火保温时间约40 min,回火保温时间约80 min,采用步进梁式连续热处理炉加热,内喷外淋式水淬火,淬火流量:内喷≥4 000 m3/h,外淋大于≥5 000 m3/h。
淬火后两端取淬透性样,其结果见表3。如果参照API 5CT淬透性计算公式来计算[1],90%马氏体硬度值为 HRC43.2,95%马氏体硬度值为HRC45.5。可见,产品淬火后基本能达到90%马氏体。但喷淬近端、远端差异明显,硬度最大差值HRC11.7,产生原因为:产品壁厚较厚,长度约11 m,从而钢管两端淬火冷速存在较大差异。
从力学性能结果来看,产品屈服强度较低(比合同用要求低近60 MPa),硬度较高(处于合同要求中上限),如果将强度提高至合同要求值,理论上硬度也接近要求的上限区间。可见,该产品热处理难点在于提高强度、降低的硬度,这是较为矛盾的两方面。

表1 性能要求

表2 成分范围 /ωt%

表3 淬火后硬度(HRC)
4 热处理生产及工艺研究
根据生产试验结果,热处理工艺制定原则应首先考虑提高产品的屈服强度,同时也应考虑降低硬度。为保证强度,冲击指标,应采用较高的淬火温度、保证淬火效果,同时也应采用较低的回火温度。为保证硬度指标,应采用较高的回火温度,较长的保温时间。综合考虑这些相关因素及上述生产试验结果,将ø299 mm×27 mm规格产品热处理制度设定如下:940℃(保温约40 min)淬火+540℃回火(保温约80 min),同时保证淬火设备达到最大的内外喷淬火能力进行淬火。
首先用一炉产品进行试生产,试生产结果见表5。从生产结果可见,该炉产品虽然屈服强度、抗拉强度、冲击值满足要求,但是拉伸行性能较高,伸长率低、不满足合同要求,硬度值高,不满足要求。另外,冲击值虽然满足要求,但是两端差异较大,内喷远端值较低,这可能是由于淬火远端淬火效果不理想,从而组织转变不充分所致。
为提高伸长率、降低硬度,采用560℃回火处理,保温时间约90 min,第二次生产后产品合格,但是硬度值接近要求的上限范围。其结果见表6。
根据以上生产数据将该规格产品的热处理工艺确定为940℃淬火+560℃回火,保温时间设定为(60+120)min,对三炉产品进行连续热处理生产,其结果见表7。
从生产结果看,产品硬度值全部超出合同要求。对比试生产结果,可以得出,保温时间及回火温度的增加,对于产品的硬度及强度影响不大。为研究这种影响,取X782炉、B-2试样进行系列回火温度的小样热处理试验。

表4 力学性能

表5 ø299 mm×27 mm试生产结果

表6 ø299 mm×27 mm二次回火生产结果

表7 ø299 mm×27 mm生产结果
根据试验结果(见表8),580℃回火后产品能满足要求,拉伸及硬度均有小幅降低,但是硬度仍然偏高。超过580℃以上的回火,产品拉伸不合格,拉伸、硬度性能降幅明显。可见,产品的回火稳定性较差。
综上,为保证硬度指标,产品屈服强度不应控制过高,需采用较长的回火保温时间。较高的回火温度,但是为保证强度,回火温度不能过高。同时,为保障较好的淬火效果,考虑采用较高的淬火温度,这样可以避免晶粒度粗大,但淬火温度不能过高,淬火保温时间应短,这样有利于增加屈强比,提高冲击、降低硬度等。有文献报道,该钢种采用零保温淬火效果理想[2-4]。为此,后续ø377 mm×32 mm规格产品,设计热处理工艺为920℃保温20 min淬火,淬火后,取淬火样进行小样回火试验,结果见表9。
根据小样结果,选择回火温度600℃进行正式生产,回火保温时间为90 min,结果见表10。
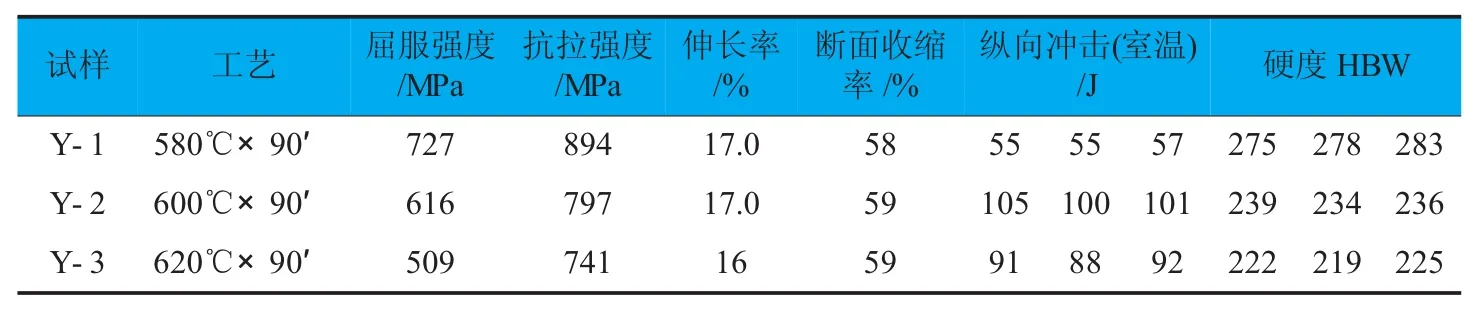
表8 小样热处理试验结果

表9 小样回火试验结果

表10 ø377 mm×32 mm生产结果
对比ø299 mm×27 mm规格产品,本次热处理工艺做了较大的调整,淬火温度降20~920℃,淬火保温时间缩短(减少约40 min),从结果看,生产结果合格,而且同样的回火温度、保温时间,屈强比有所增加,硬度、强度均有所降低。
5 结语
(1)27SiMn厚壁无缝钢管淬透性较差,稳定性差,波动幅度随壁厚、外径增大而增大。钢管两端性能差异较大。
(2)产品多次重现回火温度存在一拐点,在某一区间,增加回火温度对于产品的强度、硬度影响很小,而超过一定温度,强度、硬度急剧下降。
(3)回火保温时间:长时间的保温(2 h以上),可有效降低硬度。
(4)在一定范围内降低淬火温度的有助于提高产品的屈强比,有利于同等淬火条件下提高产品屈服强度。采用零保温时间淬火工艺,或降低淬火保温时间,可以防止高温保温引起奥氏体晶粒粗大,从而影响强度、韧性。
[1]李安铭,王向杰,黄丽娟,等.淬火工艺对27SiMn钢组织和性能的影响[J].矿冶工程,2007(8):80-82.
[2] 冯岩,王凤香,简方.27SiMn液压支柱管组织演变规律的实验研究[J].包钢科技,2006(2):32-35.
[3]付士军,李春艳.零保温淬火条件下回火对27SiMn钢硬度的影响[J].材料热处理技术,2009(1):20-23.
Study on Heat Treatment Process for 27SiMn Thick-walled Seamless Steel Pipe
WANG Hua,JI Bao-cai,PAN Jing-ping and SHI Pan
(Machining Department of Tianjin Pipe[Group]Corporation,Tianjin 300301,China)
In order to deal with the problems of the poor hardenability,unsatisfactory property stability after heat treatment,big difference at pipe ends and mismatching of strength and hardness of 27SiMn thick-walled seamless steel pipe,measures were taken by adjusting quenching temperature,quenching holding time,tempering temperature and tempering holding time so as to improve product state,increase product strength and lower hardness.
27SiMn;thick-walled seamless steel pipe;heat treatment
10.3969/j.issn.1006-110X.2014.02.012
2013-09-17
2013-10-12
王华(1977—),男,硕士,工程师,主要从事热处理工艺方面的研究工作。
猜你喜欢
中国特种设备安全(2022年2期)2022-07-08
汽车实用技术(2022年11期)2022-06-20
政工学刊(2021年12期)2021-12-22
军民两用技术与产品(2021年8期)2021-11-24
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
制造技术与机床(2019年4期)2019-04-04
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
山东工业技术(2016年15期)2016-12-01