
铝合金环形座锻件等温精密成形工艺研究
2014-05-15 02:29吴继超张艳秋赵亚楠江树勇单德彬
应用科技 2014年1期
吴继超, 张艳秋,赵亚楠,江树勇,单德彬
1. 哈尔滨飞机工业集团 工程技术部, 黑龙江 哈尔滨150060 2. 哈尔滨工程大学 工程训练中心, 黑龙江 哈尔滨150001 3. 哈尔滨工业大学 材料科学与工程学院, 黑龙江 哈尔滨150001
铝合金环形座锻件等温精密成形工艺研究
吴继超1, 张艳秋2,赵亚楠2,江树勇2,单德彬3
1. 哈尔滨飞机工业集团 工程技术部, 黑龙江 哈尔滨150060 2. 哈尔滨工程大学 工程训练中心, 黑龙江 哈尔滨150001 3. 哈尔滨工业大学 材料科学与工程学院, 黑龙江 哈尔滨150001
为选择合适的铝合金环形座锻件等温精密成形工艺,防止各种缺陷的发生,并使其获得合格的力学性能和抗应力腐蚀性能,采用有限元方法模拟了环形座锻件的成形过程。分析了成形时的金属流动规律,并通过预锻制坯和三次模锻工艺形成了外形完美、性能合格的高质量铝合金环形座锻件。结果表明,环形座外环壁表面处易受剧烈剪切变形而产生粗晶缺陷,因此应适当减小该处的坯料体积。坯料设计时应精确计算体积,避免多余金属过多引起终锻后期的大量金属外排,从而防止外环壁折叠缺陷的产生。通过采用多次模锻的方法在每次模锻后去除多余飞边和连皮,既可以减小下一阶段模锻成形过程中飞边桥部的阻力,降低模压力,又可以防止终锻时大量金属外排造成的折叠缺陷。
铝合金;锻造;等温精密锻造;有限元法
7A09铝合金是一种Al-Zn-Mg-Cu系超高强铝合金,广泛应用于航空、航天等领域。随着航空构件向轻量化的发展,该类构件多被设计成复杂形状的整体结构,而且要求锻件的尺寸精度高,力学性能好,流线沿锻件轮廓分布,以保证较高的抗应力腐蚀性能,这就使得该类构件的成形难度也越来越大[1-5]。
等温模锻是一种能够实现少无切屑加工和精密成形的新工艺,这项工艺由于变形速率很低,工件长时间与环境温度保持隔离状态,可使工件温度变化减至最小,所以非常适合锻压形状复杂、投影面积大的零件,并能提高锻件的性能。因而航空用重要锻件多采用等温模锻。但由于锻件结构复杂,成形时各部位变形程度不一致,且金属流动复杂,很容易出现充不满、折叠和流线紊乱等缺陷[6-9]。
铝合金环形座锻件是直升机升力系统的重要锻件,在飞机的起飞和飞行过程中起着重要作用,且受力复杂。为了选择合适的等温精密成形工艺,防止各种缺陷的发生,并使其获得合格的综合力学性能和抗应力腐蚀性能,文中采用有限元方法模拟了环形座锻件的成形过程,分析了成形时的金属流动规律,并根据模拟结果通过实验成形出了合格的环形座锻件。
1 实验材料及方法
1.1 锻件材料
实验材料为东北轻合金加工厂生产的T6状态7A09铝合金棒料,规格为Φ200 mm,其化学成分如表1所示,材料的原始组织如图1所示,可见原始晶粒均为沿轴向拉长的晶粒,这是原材料制备过程中的塑性变形所致,晶粒内有大量细小的弥散相析出,晶界处几乎没有析出。

表1 7A09超硬铝合金的化学成分 (质量分数/%)

图1 7A09铝合金的原始组织
1.2 等温精密成形
环形座是一个集盘饼类、薄壁、高筋、长耳和非对称为一体的典型复杂构件,其锻件模型和流线要求如图2所示。可以看出,锻件的形状非常复杂,且流线主要沿径向分布。为探索最佳成形工艺,本文选择有限元数值模拟结合物理模拟试验来进行研究。为了降低成本和缩短研制周期,将锻件按比例缩小到原来尺寸的1/3,模拟件的尺寸如图2所示。
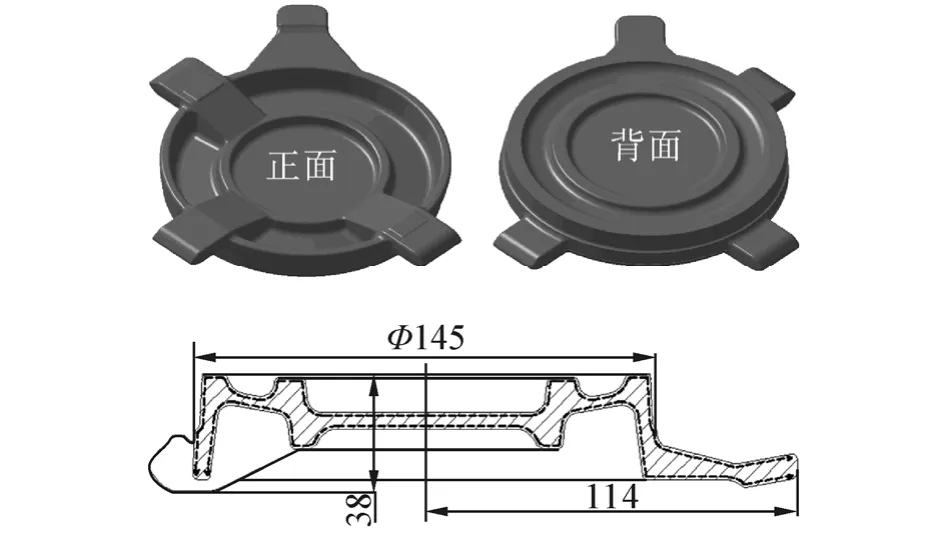
图2 铝合金环形座锻件模型及流线要求
实验在公称压力为50 000 kN的液压机上进行。实验分2个阶段进行,即先在预锻模上制坯,再在等温精密成形模具(图3)上模锻成形。预锻前先车去棒料表层因原材料加工时产生的粗晶环,再将其加热至430℃并保温一定时间后在制坯模上制成所需的坯料形状。模锻前先把坯料放在加热炉中加热到100℃后取出,在其表面喷上水基石墨,再将坯料放入炉中加热至430℃,并保温1.5 h。与此同时,模具在压力机上直接加热到100℃后也在工作表面喷上水基石墨,然后直接加热到430℃。整个模锻过程分三步进行,即一次模锻、二次模锻和终锻。每道工序进行前均需将坯料和模具按上述方法进行加热保温。前两次预锻后需将孔底连皮和大量的飞边去除,以利于下一工序成形时金属的流动。
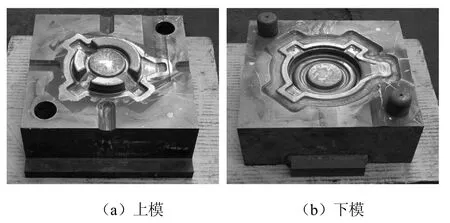
图3 环形座锻件等温精密成形终锻模
1.3 热处理
锻件锻后进行了T73处理(固溶+过时效处理),其中固溶温度为(465±5)℃,保温时间为45 min, 室温水淬;过时效过程为:先在(110±5)℃条件下保温6~8 h,然后在(177℃±5)℃条件下保温8~10 h。
1.4 性能测试
由于应力腐蚀抗力的变化与电导率之间存在着正相关的关系[10],本实验采用电导率测试来代替应力腐蚀试验,判定不同变形条件下7A09铝合金锻件的抗应力腐蚀倾向。拉伸试样、电导率试样、硬度试样、金相试样和透射电镜试样均在热处理后的锻件上切取,取样部位在3个短耳处。在分析实验中,金相组织观察在XJG-05光学显微镜(OM)上进行,透射电镜组织观察在Philips-CM12型透射电子显微镜(TEM)上进行,硬度测试在HB3000B布氏硬度机上进行,拉伸力学性能测试在Instron5569万能材料实验机上进行,试验结果均为3个试样的平均值。由于模拟件尺寸较小,拉伸实验采用GB/T228-2002标准的非比例试样。电导率是先在Source Meter2400 电度表上测得试样的电阻值,再按文献[11]的公式计算而得。
2 有限元模拟
2.1 材料模型
根据压缩实验获得的7A09合金在应变速率为0.01~10s-1,温度为300~460 ℃条件下的应力应变曲线,建立了7A09合金的本构方程,如式(1)所示,具体参数说明以及本构方程的建立过程见文献[12]。

文中采用DEFORM3D有限元分析软件进行了7A09合金的等温精密成形模拟,将本构方程相关系数输入到材料模型中即可。
2.2 有限元模型
文中的三维模型建立采用CATIA软件。先依据图2的锻件三维模型建立等温精密成形模具的三维模型,再根据锻件的形状特点确定出坯料的形状尺寸并建立三维模型,然后将模具模型和坯料模型通过CAD-CAE接口导入到DEFORM3D软件中。图4所示为环形座锻件等温精密成形的有限元模型,其中坯料设为变形体,模具设为刚体。坯料模型被划分为60 456个单元,11 512个节点。
模拟时前处理的假设和参数设定如下:
1)忽略弹性变形,只考虑塑性变形;
2)冲头的速度在成形过程中设置为恒定,均为1 mm/s;
3)摩擦模型选择剪切模型,摩擦因子为0.3;
4)坯料和模具温度均为430 ℃,坯料和模具与环境之间无热传导和热辐射。

图4 铝合金环形座等温精密成形有限元模型
3 结果及讨论
3.1 模拟结果
图5所示为铝合金环形座锻件等温精密成形时的等效应力分布。可以看出,随着变形的进行,等效应力最大值逐渐增大。变形初期,坯料与模具型腔先接触的部位等效应力最大,率先达到屈服应力而发生塑性变形。随着上模的下移,坯料达到屈服应力的体积逐渐增大,但应力最大值始终位于模具型腔的转角处,说明这些部位是变形时应力最集中的部分,也是最易发生变形的区域。
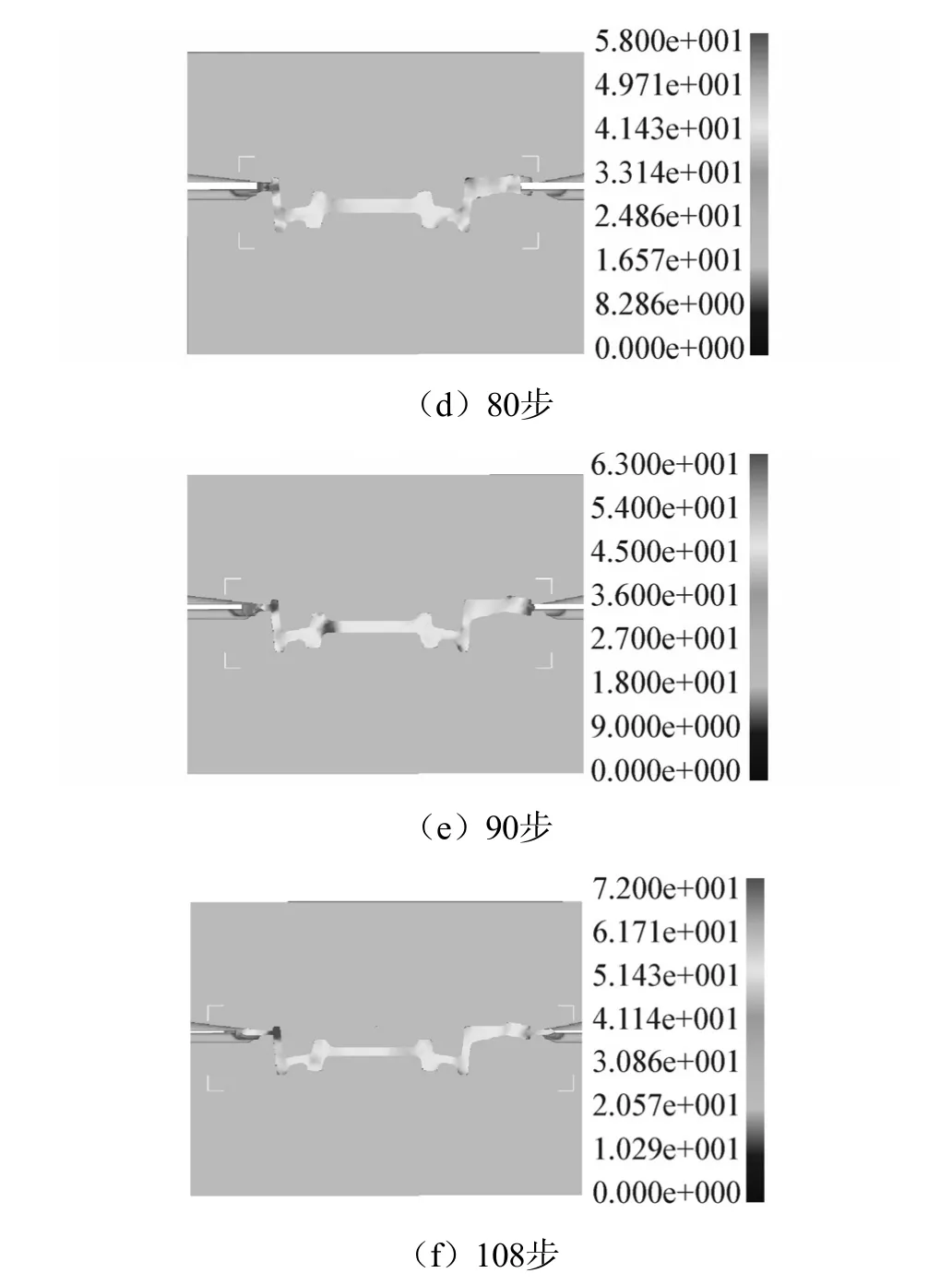
图5 铝合金环形座锻件等温精密成形时的等效应力分布
图6所示为铝合金环形座锻件等温精密成形时的等效应变分布。
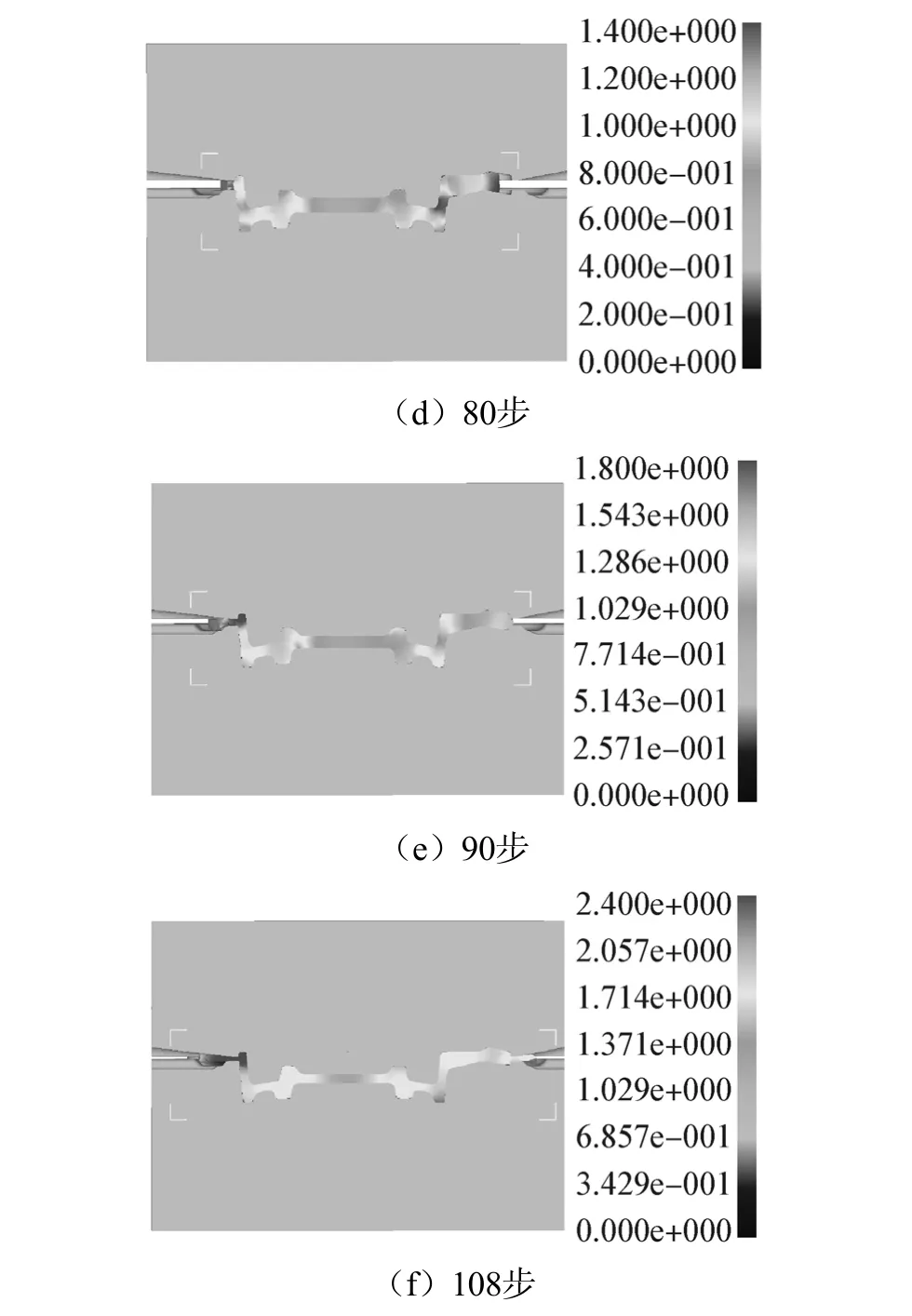
图6 铝合金环形座锻件等温精密成形时的等效应变分布
可以看出,随着变形的进行,等效应变的最大值也是逐渐增大的。变形初期,最大应变发生在坯料与模具型腔先接触的区域。随着上模的下移,变形区域逐渐增大。变形后期,锻件外环侧壁的应变明显较其他区域大,会使该处变形时受到严重的剪切变形。通常,严重的剪切变形会使锻件固溶处理后在该处侧壁表面出现明显的粗晶,影响锻件的性能。因此,在坯料设计时应将该处坯料适当减薄,使最终锻件各部分的应变量趋于均匀,以便获得均匀的锻件组织。
图7所示为铝合金环形座锻件等温精密成形时的速度场分布。可以看出,随着变形的进行,金属流动的速度也是逐渐增大的。变形初期,由于径向阻力大于轴向阻力,金属主要沿轴向流动,此时型腔较大的区域金属流速最大,说明该处流动阻力小,更易充型。当轴向型腔基本充满时,由于轴向阻力增大,金属开始沿径向流动。当型腔被全部充满后,多余金属大量流向飞边桥部,造成该处的金属流速最大,如果流速过大,会造成该处侧壁出现穿流或折叠缺陷。因此,在坯料设计时应严格计算坯料体积,防止多余金属过多造成的终锻后期径向流速过大。

图7 铝合金环形座锻件等温精密成形时的速度场分布
3.2 实验结果
3.2.1 等温精密成形
图8为铝合金环形座锻件外环侧壁发生剧烈剪切变形引起的粗晶缺陷和终锻后期大量金属外排引起的折叠缺陷,该结果与模拟预测结果相吻合。因此,根据模拟结果将坯料心部的厚度由原来的25 mm减小到15 mm后,采用多次模锻的方法进行了铝合金环形座锻件的等温精密成形。在每次模锻后去除多余飞边和连皮,既可以减小下一阶段模锻成形过程中飞边桥部的阻力,降低模压力,又可以防止终锻时大量金属外排造成的折叠缺陷。图9所示为铝合金环形座等温精密成形各阶段的锻件照片。可以看出,每次模锻后都会产生大量的飞边和连皮,这些飞边和连皮在成形过程中堵在锻模的桥部,开始时会增加径向流动阻力,有利于轴向充型,但后期会增大径向阻力,影响多余金属的外排。因此,每次模压后去除一些飞边是有益的。
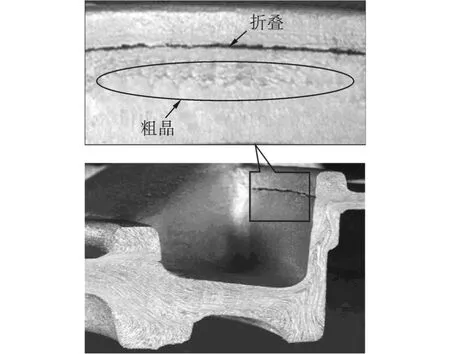
图8 铝合金环形座锻件等温精密成形产生的缺陷

图9 铝合金环形座锻件等温精密成形各阶段的锻件照片
3.2.2 锻件组织分析
图10为锻件取样部位组织照片,由图10(a)可以看出,锻件发生了不完全再结晶,一些晶粒沿径向发生了伸长变形,因模压而破碎的化合物呈无明显的方向性分布,α(Al)基体上分布有残留的可溶相S(CuMgAl2)、T(AlZnMgCu)和难溶相 AlMnFeSi等[13]。由图10(b)的透射照片可以看出,经过时效处理后的锻件晶粒内部和晶界处均有大量第二相析出,可以通过固溶强化提高锻件的力学性能。

图10 铝合金环形座终锻件取样部位的组织照片
3.2.3 锻件性能分析
表2所示为实验所得铝合金环形座锻件的室温性能。可以看出,采用上述工艺所得锻件的各项性能指标均超过标准规定数值,说明通过该工艺可以获得合格的铝合金环形座锻件。
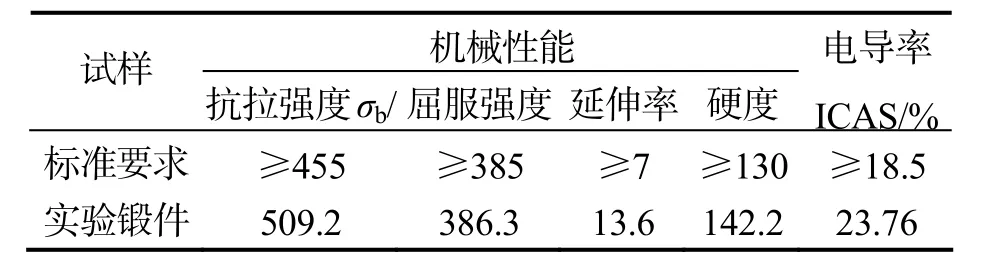
表2 铝合金环形座锻件的室温性能

图11 铝合金环形座终锻件的室温拉伸断口
图11所示为实验所得的铝合金环形座锻件拉伸试样的微观断口形貌。可以看出断口上存在大量的韧窝,表示该锻件具有很好的塑性。
4 结论
1)在铝合金环形座锻件的等温精密成形过程中,等效应力、等效应变和速度的最大值均随变形的进行逐渐增大。变形首先发生在模具与坯料接触的部位。
2)环形座外环壁的表面处易受剧烈剪切变形而产生粗晶缺陷,因此应适当减小该处的坯料体积。坯料设计时应精确计算体积,避免多余金属过多引起终锻后期的大量金属外排,防止外环侧壁折叠缺陷的产生。
3)采用预锻制坯和三次模锻的等温精密成形工艺可以获得外形完美、性能合格的高质量铝合金环形座锻件。
[1] SHAN D B, XU W C, SI C H, et al. Research on local loading method for an aluminium-alloy hatch with cross ribs and thin webs[J]. Journal of Materials Processing Technology, 2007, 187-188: 480-485.
[2] SHAN D B, LIU F, XU W C, et al. Experimental study on process of precision forging of an aluminium-alloy rotor[J]. Journal of Materials Processing Technology, 2005, 170 (1/2): 412-415.
[3] 杨平, 单德彬, 高双胜, 等. 筋板类锻件等温精密成形技术研究 [J]. 锻压技术, 2006(3): 55-58.
[4] 张艳秋, 庄树军, 徐福昌, 等. 复杂盘饼类锻件等温精密成型工艺 [J]. 航空制造技术, 2006, 专刊: 447-452.
[5] 吴继超, 张艳秋,赵亚楠,等. 复杂盘饼类锻件等温精密塑性成形数字化设计[J]. 应用科技, 2013, 40(1): 14-20.
[6] ZRINK J, STEJSKAL O, NOVY Z, et al. Relationship of microstructure and mechanical properties of TRIP-aided steel processed by press forging[J]. Journal of Materials Processing Technology, 2007, 192/193: 367-372.
[7] CECCHETTO L, ALAIN D, DIDIER D, et al. A silane pre-treatment for improving corrosion resistance performances of emeraldine base-coated aluminium samples in neutral environment[J]. Applied Surface Science, 2008, 254(6): 1736-1743.
[8] 李小强, 李元元, 胡连喜, 等. 多道次镦-挤大变形对2024铝合金组织性能的影响[J]. 金属成形工艺, 2003, 21(5): 37-39.
[9] DU F S, WANG M T, LI X T. Research on deformation and microstructure evolution during forging of large-scale parts[J]. Journal of Materials Processing Technology, 2007, 187/188: 591-594.
[10] 曾渝, 尹志民, 朱远志, 等. RRA处理对超高强铝合金微观组织与性能的影响[J]. 中国有色金属学报, 2004, 14(7): 1188-1194.
[11] 张艳秋, 徐福昌, 单德彬. 变形程度对复杂铝合金锻件组织性能的影响[J]. 材料科学与工艺, 2009, 17(6): 806-809.
[12] ZHANG Y Q, JIANG S Y, ZHAO Y N, et al. Isothermal precision forging of complex-shape rotating disk of aluminum alloy based on processing map and digitized technology[J]. Materials Science & Engineering A, 2013, 580: 294-304.
[13] 金相图谱编写组. 变形铝合金金相图谱[M]. 北京: 冶金工业出版社, 1975: 156-176.
Study on isothermal precision forging process of an aluminum alloy ring seat
WU Jichao1, ZHANG Yanqiu2, ZHAO Yanan2, JIANG Shuyong2, SHAN Debin3
1. Engineering Technology Department, Harbin Aircraft Industry Group Co., Ltd., Harbin 150060, China 2. Industrial Training Centre, Harbin Engineering University, Harbin 150001, China 3. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
In order to choose an appropriate process for the isothermal precision forging of an aluminum alloy ring seat, prevent the occurrence of various defects and make the alloy possess qualified mechanical properties as well as resistance to stress corrosion, the finite element method (FEM) was adopted to simulate the forming process of the ring seat forging. The laws of metal flow were analyzed and high-quality aluminum alloy forging of the ring seat with perfect shape and appropriate performance were obtained by combining preforging with three times of die forging. The results show that severe shear deformation is easy to occur on the wall surface of the outer ring of the ring seat, which shall result in the coarse-grained defect, so the billet volume in the zone should be decreased properly. Billet volume should be calculated accurately in the process of billet design so as to avoid the outflow of plenty of metal caused by the excess metal in the late stage of final forging, which can avoid the folding defect in the wall of outer ring. By means of multiple die forging, excess metal in flash and wad is removed after each die forging step, which can not only reduce the resistance of the flash bridge in the next stage of die forging to lessen the forging force, but also prevent the folding defect caused by overabundance metal in the final die forging.
aluminum alloy; forging process; isothermal precision forging; finite element method
TG316
A
1009-671X(2014)01-0059-06
10.3969/j.issn.1009-671X. 201302002
2013-02-20.
国家自然科学基金资助项目(50775051).
吴继超(1973-), 男, 高级工程师;张艳秋(1973-), 女,讲师,博士.
张艳秋(1973-), E-mail: zhangyq@hrbeu.edu.cn.
猜你喜欢
铝加工(2022年1期)2022-11-24
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
河南工学院学报(2021年3期)2021-09-27
民用飞机设计与研究(2020年4期)2021-01-21
文化交流(2019年3期)2019-03-18
钛工业进展(2018年6期)2018-01-25
锻压装备与制造技术(2016年3期)2016-06-05
中国人兽共患病学报(2016年6期)2016-01-30
中国塑料(2015年3期)2015-11-27
