
转炉煤气干法电除尘器阳极板振打加速度测试分析
2014-05-28 03:16刘国华
冶金设备 2014年2期
刘国华 梁 广
(1:重庆赛迪冶炼装备系统集成工程技术研究中心有限公司 重庆401122;2:国家钢铁冶炼装备系统集成工程技术研究中心 重庆400013)
1 前言
良好的静电除尘器应当能够从电极上除掉积存的灰尘,这对于维持除尘工艺的最佳电气条件也是必要的,因此,粉尘在振打锤的作用下落入壳体底部并及时排出,是保证电除尘器有效工作的重要条件。振打锤应有适当的振打力,过小不足以使沉淀的粉尘脱落;过大会引起电极系统变形和疲劳破坏,还会造成粉尘的二次扬尘,甚至改变电极间距,破坏正常的除尘过程,一般来说,对振打装置的基本要求是:
(1)能使电极获得足够大的加速度,在整排收尘板及整排放电极框架上的加速度都能得到充分的传递。既能使粘附在电极上的粉尘脱落,又不致使过多的粉尘重新卷入气流。
(2)能够按照粉尘的类型和浓度不同,对各电场的振打强度、振打时间、振打周期等进行适当的调整。
(3)工作可靠简单。
国内现有的转炉煤气电除尘器实际基本上是由国外的图纸转化而来,对于电除尘器阳极板设计选型、振打过程中阳极板振打加速度值的分布规律缺少必要的认识,导致振打装置在改进设计中无法进行优化,进而影响电除尘器除尘效率的提高。
2 粉尘剥落最小加速度的计算及评价标准
仅用加速度的大小来衡量振打效果的优劣是不科学的,对于高比电阻粉尘用大的振打加速度并不合适,过大的振打加速度容易使鎚击系统和电极系统疲劳破坏,因此较好的振打装置在振打加速度方面取决于两个方面,一是极板上最小的振动加速度大于粉尘剥落所需加速度值,二是极板的振动加速度偏差值相对较小。一般来说,对电除尘器阳极板表面振打加速度的评价标准有两个指标:
1)达到最小加速度值。根据现有除尘器投产使用的情况来看,实际生产中加速度值为150g即可满足除尘要求。
2)整组阳极板上振打加速度分布均匀性,以相对均方差σr=σ/ar来衡量,其中σ为标准偏差,ai为试验工况下的测点加速度(9.8m/s2),ar为整组阳极板的平均加速度。σr≤0.30时,认为整组阳极板振打加速度分布良好;当 σr≤0.40时,认为整组阳极板振打加速度分布均匀。


图1 振打装置示意图
3 试验方案(表1)设计
图1为振打装置示意图。为保证试验客观合理,试验采用工程中常用规格的两种规格的极板,鲁奇ZT24型及奥钢联C220型板作为实验对象,这两款极板均有强度、刚度高,不宜扭曲的特点,ZT24型极板尺寸较大,同样长度的由10块ZT24型板构成的阳极板需要22块C220型板组装完成,两种规格的极板均通过振打杆完成振打力的传递,都可实现两端振打。整个振打试验台搭建如图2所示,阳极板悬挂在由6根H型钢搭成的架子上,通过型钢上的滑槽(图3),调节振打锤的高度,可以根据振打杆位置(图4)的变化而变化。

表1 振打试验方案

图2 槽型板振打试验台

图3 槽型板结构示意图

图4 振打杆振打位置示意图
为保证试验数据的准确性,阳极板悬挂系统的每块极板上布置6~8个测点,在极板的最下部与最上端(冲击加速度较大处)各布置一个测点,其余几个测点等距离分布。每个测点均采集两个方向上的数据:垂直板面的法向Z、沿极板分布的切向X(即沿振打力方向)。
4 传感器布置及数据采集参数设置
由于振打测试的加速度值较大,配合振打测试点的位置,选用不同量程的振打加速度传感器进行测量,这里选用3组0~500g加速度值的传感器和3组0~1000g加速度值的传感器进行在线测量。

表2 采样参数表
表2为采样参数表。
5 数据分析及后处理
数据采集后,会对两块板采集来的数据进行数据分析,主要进行以下几个方面的数据处理:①振打加速度的平均值。计算每个测点3次触发采集获得的加速度最大值,并在剔除异常数据后进行平均,作为该测点的加速度最大值。②每块阳极板的加速度分布标准偏差。③阳极板加速度值的等值线图。通过绘制等值线图,可以清楚地了解加速度值的分布与极板位置的关系,对于提高极板清灰效率有很好的借鉴意义。
影响清灰效率的主要参数是阳极板法向加速度值,因此,下列各图中列出的数值为法向加速度。

图5 C220阳极板位置与单块板振打加速度均值关系图
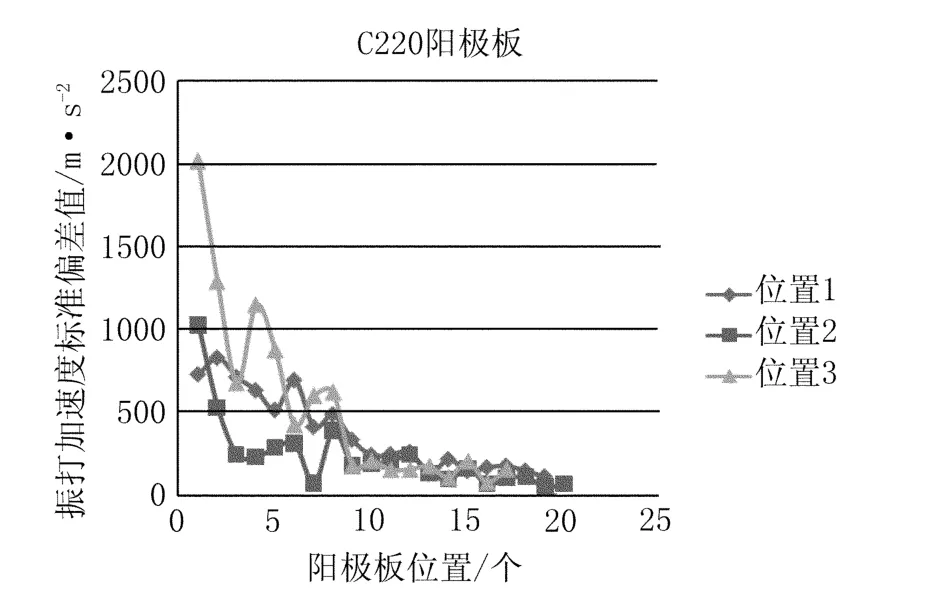
图6 C220阳极板位置与单块板振打加速度标准偏差关系图
从图7可以看出,C220极板振打杆处于位置3时,振打加速度均值随位置变化衰减速度最快,振打杆处于位置2时,相对均方差最小。

图7 C220阳极板位置与单块板振打加速度相对均方差关系图

图9 ZT24阳极板位置与单块板振打加速度标准偏差关系图

图10 ZT24阳极板位置与单块板振打加速度相对均方差关系图
ZT24阳极板的振打加速度均值、振打加速度标准偏差、振打加速度相对均方差的规律与C220阳极板规律相似,但绝对值相比较小。
6 结论
对于C220阳极板或ZT24阳极板而言,位置3能获得更高的振打加速度值,而相邻板块振打加速度值也相差较大,部分板块C220阳极板相对均方差值大于0.4,判定为振打加速度分布不均匀。
相对C220阳极板,ZT24阳极板的振打力传递效果更好,振打加速度值分布也更均匀。
粉尘附着力较大,需要较大的振打加速度来清灰,可采用C220阳极板,并采用两端振打的方式进行清灰,效果最佳。
粉尘附着力不大,可采用ZT24阳极板、单面振打、能实现清灰最小加速度值的振打力进行清灰,该方案可降低振打力,提高振打装置的使用寿命。
[1]张殿印,王纯.除尘器手册[M].北京:化学工业出版社,2005.
[2]唐国山.工业电除尘器应用技术[M].北京:化学工业出版社,2006.
[3]金国淼.除尘器[M].北京:化学工业出版社,2008.
[4]潘民兴.电除尘器振打锤对振打加速度影响的实验研究[J].电力环境保护,1994,Vol.10(3):32-33.
[5]陈赓元.冲击振动与测试技术在电除尘振打装置中的分析与应用[J].振动与冲击,1982(3):53-59.
[6]邵毅敏,祝志芳,熊邵武等.电除尘器阳极板振打加速度分布规律与仿真技术[J].环境工程学报,2010,Vol.4(5):1149-1152.
[7]陈赓元.振打技术在除尘设备中的应用和发展[J].振动、测试与诊断,1997,Vol.17(2):8-13.
猜你喜欢
环境卫生工程(2022年1期)2022-03-09
商品与质量(2019年23期)2019-09-27
建材发展导向(2019年11期)2019-08-24
科技资讯(2019年12期)2019-07-08
世界有色金属(2019年5期)2019-02-09
中国有色冶金(2018年4期)2018-08-23
中国资源综合利用(2016年11期)2016-01-22
山东工业技术(2015年18期)2015-10-08
浙江大学学报(工学版)(2015年2期)2015-05-30
中国有色冶金(2015年1期)2015-03-07
