折页座冲孔落料模设计
2014-07-01 23:36李伟康海军余金凤羊彦伦吴玉川
机械工程师 2014年5期
李伟, 康海军, 余金凤, 羊彦伦, 吴玉川
(中国南车眉山车辆有限公司,四川眉山620032)
折页座冲孔落料模设计
李伟, 康海军, 余金凤, 羊彦伦, 吴玉川
(中国南车眉山车辆有限公司,四川眉山620032)
分析了折页座冲孔落料的工艺性,阐述了折页座冲孔落料模的模具结构及设计要点。
折页座;排样方式;冲孔落料;冲裁力;卸料
1 工艺分析
图1所示是L70型粮食漏斗车上的折页座,材料为09CuPTiRE,厚度为7mm,现有板料规格260 mm×2 600 mm。该工件周边形状复杂,φ23的孔位置要求较精确,并且每台车上有16件,属于批量生产,因此需要对该产品设计制造一套冲孔落料模具。
该零件冲件的最小宽度为60 mm,零件的厚度t=7 mm。一般冲裁允许最小宽度尺寸为B>2t=14 mm,因此该零件冲裁可行。折页座组焊在车体上,折页座之间通过孔进行管道的装配,所以要求φ23的孔位置要精确。如果采用先落料再冲孔的方法,得到的每个折页座孔的位置尺寸误差大,从而影响装配。所以可采用折页座冲孔、落料在同一模具中,通过控制模具凸凹模的尺寸精度来保证每个折页座孔的位置尺寸精确。
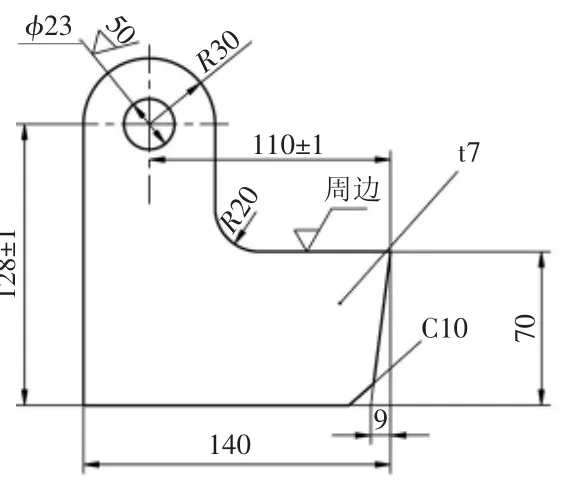
图1
为实现折页座冲孔、落料在同一模具中而保证折页座的尺寸精度,根据折页座的形状尺寸特征,采用如图2所示双行对排的排样方式。采用此种排样方式,可一次将该零件成型,既保证了质量,又减少了工序,效果显著,生成效率至少提高2倍以上。
2 工装方案设计
2.1 计算冲裁力
计算冲裁力的目的是为了选用合适的压力机以及校验现有的设备是否满足工装模具设计的要求。压力机的吨位必须大于所计算的冲裁力。
冲裁力计算公式:P=KLtτ,式中:K为安全因数,一般取K=1.3;L为冲裁周边长度;t为材料厚度;τ为材料抗剪强度。

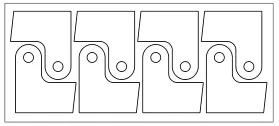
图2 折页座排样图
以上所得的冲裁力是折页座冲孔落料同时完成所需的,考虑到模具完成一次冲孔落料得到的工件为2件,则需要的冲裁力为:P′=2P=2×2 708=5 416 kN。
模具配套使用的设备是630 t闭式双点压力机,压力机的公称压力是630 t,换算为6 300 kN,完全满足模具冲孔落料所需的冲裁力。
2.2 凸凹模刃口尺寸的计算
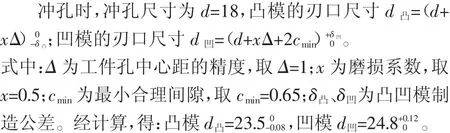
落料时,凹模刃口尺寸:d凹=(d-xΔ),凸模刃口尺寸:d凸=(d-xΔ-zmin)。所得凸凹模尺寸如图3所示。
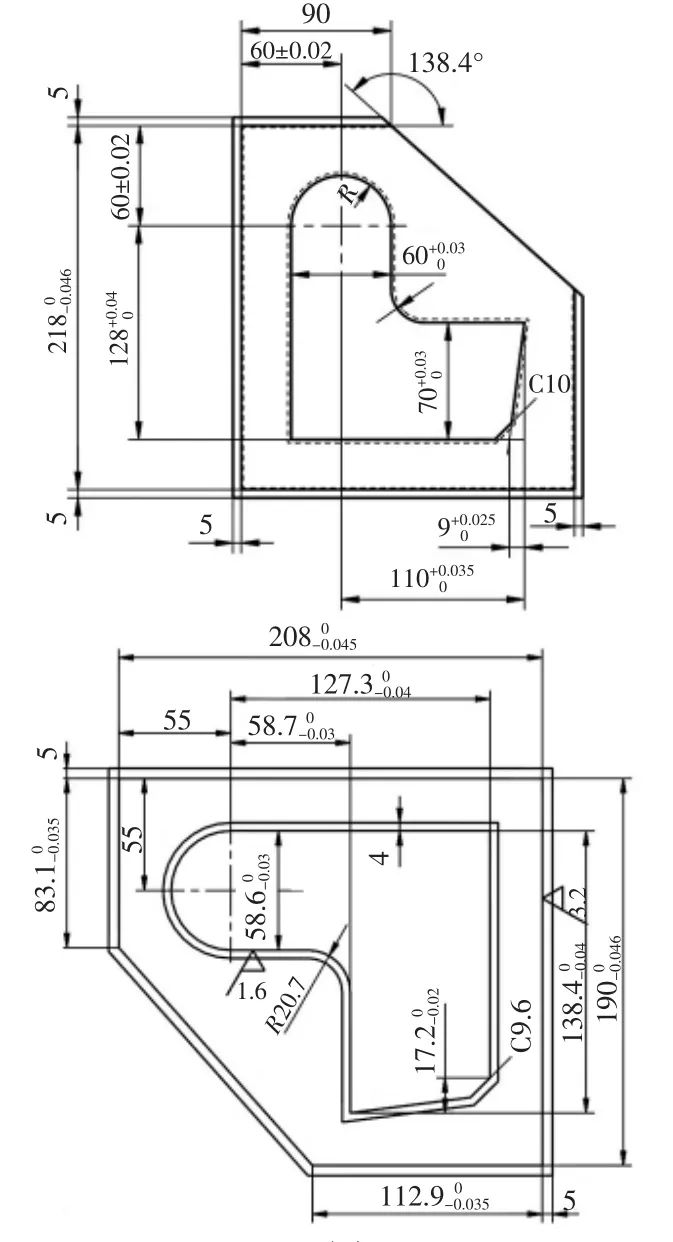
图3
3 模具结构及设计要点
3.1 模具结构
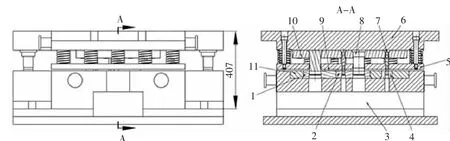
图4
折页座冲孔落料模结构如图4所示,模具主要由圆凸模7、方凸模8、圆凹模4、凹模1、凹模2组成。其中上模座组成主要由上模座6、圆凸模7、方凸模8、凸模固定板10、卸料板5组成,下模座组成主要由下模座3、圆凹模4、凹模1、凹模2、凹模固定板11等零部件组成。
3.2 模具的设计要点
1)模具凸模、凹模采用镶块式结构,分别镶拼在凸模固定板、凹模固定板上,图5为模具3个凹模镶块镶拼在凹模固定板上示意图。凸模、凹模采用镶块式结构可以控制刃口尺寸和间隙的精确度,提高冲模的制造精度,增长其使用寿命;同时采用此种结构便于维修与更换损坏部分,减少模具制造与维修费用,节约模具钢。
2)为降低换模时间,适应快速换模装置,模具上下模座把模部分厚度为50 mm,T型槽及模座上下面采用了机加方式加工。
3)冲模的定位装置零件用以保证材料的正确送进及在冲模中的正确位置。折页座冲孔落料模采用定位块控制条料在模具中每次送进的距离,采用挡料板保证工件在连续冲模中孔与外形相对位置,如图6所示。
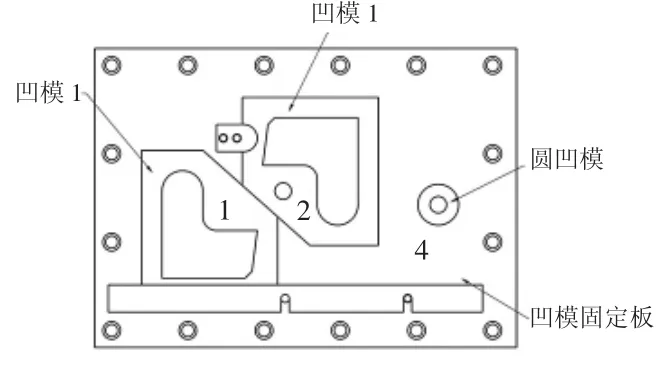
图5

图6
4)冲模的卸料装置有刚性与弹性卸料板和废料切刀等形式,弹性卸料装置一般由卸料板、弹性元件和卸料螺钉组成。折页座冲孔落料模采用弹性卸料装置,弹性元件为弹簧,弹簧的数量由卸料力、弹簧参数决定,所以弹簧的数量是18。
4 结论
折页座冲孔落料模自在车间应用以来,能够加工出合格的工件,提高了工件的质量,减轻了操作者劳动强度,提高了折页座的生产效率。
[1] 薛啟翔.冲压工艺与模具设计实例分析[M].北京:机械工业出版社,2008:1-5.
[2] 吴诗悙.冲压工艺及模具设计[M].西安:西北工业大学出版社,2007:32-35,79-80.
(编辑黄 荻)
TG 375.4
B
1002-2333(2014)05-0208-02
李伟(1985—),男,助理工程师,硕士研究生,主要从事非标设计及模具设计。
李伟,liwei381850465@163.com。
2014-03-04
猜你喜欢
包装工程(2022年17期)2022-09-21
金刚石与磨料磨具工程(2021年5期)2021-11-06
流行色(2020年2期)2020-04-29
艺术品(2019年9期)2019-10-26
模具制造(2019年7期)2019-09-25
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01
锻压装备与制造技术(2016年3期)2016-06-05
环境与生活(2016年4期)2016-05-03
中原工学院学报(2014年3期)2014-04-01