
涂胶显影机的产能设计
2014-07-04 03:27胡延兵
电子工业专用设备 2014年8期
胡延兵,尹 宁
(沈阳芯源微电子设备有限公司,辽宁沈阳110168)
在现代半导体生产工厂,量产的涂胶显影机是与光刻机联线作业的,该涂胶显影机离线生产时的产能要高于光刻机的产能,产能设计是量产涂胶显影机开发设计的重要部分。
涂胶显影机的产能主要取决于机台内工艺模块的产能、晶圆传递机器人的产能、调度控制系统的品质,设计三个时间参数并配置相关技术参数,可以将机台内工艺模块的产能设计和晶圆传递机器人的产能设计有效结合,满足量产涂胶显影机目标产能的设计需求。
1 时间参数设计方法
量产涂胶显影机需要完成涂胶前增粘处理、涂胶、涂胶后软烘,曝光后烘烤、显影、显影后硬烘等主要工艺处理过程,机台内工艺模块种类及数量较多、晶圆传递的机器人也较多。通过设计机台的工艺时间参数、工艺模块的工艺处理周期时间参数、传递机器人的工艺传递周期时间参数,实现机台内工艺模块和传递机器人在技术层面上的配置合理,从而完成量产涂胶显影机的产能设计[1]。
量产涂胶显影机的产能主要取决于工艺模块的种类、数量、产能,机器人的传递晶圆速度、传递路径,机台内工艺模块的结构及布局等三方面,时间参数是这三方面的关系纽带,设计时间参数是量产涂胶显影机产能设计的核心[2]。
1.1 时间参数的定义
(1)机台的工艺时间参数Tp,根据目标产能确立:

其中:为目标产能。
(2)工艺模块的工艺处理周期时间参数Tn:

其中:Tn0为工艺模块处理时间;
Tn'为工艺模块辅助时间;
n 为工艺模块数量。
(3)传递机器人的工艺传递周期时间参数Tr:

其中:Tr0为两个工艺处理模块之间的晶圆传递时间;
n0为传递机器人服务的工艺处理模块种类。
1.2 时间参数的配置
(1)根据目标产能,确立机台的工艺时间参数Tp;
(2)通过配置工艺处理模块数量,使得各个工艺处理模块的工艺处理周期时间参数Tn尽量一致,并接近参数Tp;
(3)通过配置传递机器人速度,使得各个传递机器人的工艺传递周期时间参数Tr尽量一致,并接近参数Tp;
(4)设计工艺处理周期时间参数Tn与工艺传递周期时间参数Tr尽量一致,使得工艺处理模块的模块产能与工艺传递机器人的传递产能匹配,Tn和Tr参数值接近Tp参数值,可以实现目标机台产能。
2 量产涂胶显影机的产能设计应用
以开发设计目标产能150 片/h 的涂胶显影机为例,该涂胶显影机与光刻机联线量产,进行产能设计应用说明。
2.1 确立机台的设计输入参数
(1)通过设计输入的目标产能,确立机台的工艺时间参数:依据目标产能150 片/h,工艺时间参数Tp=3600/150=24 s
(2)通过设计输入的功能及工艺要求,确定涂胶显影机的组成:与光刻机联线生产的量产涂胶显影机,其主要功能是将晶圆在本机的片盒中卸载后,在本机内进行涂胶工艺处理,之后通过接口部分进入光刻机中曝光,之后再经接口部分返回本机进行显影工艺处理,最后再将晶圆装载回本机的片盒。
再结合量产涂胶显影机的工艺生产特点,确定出涂胶显影机的主要工艺模块、辅助工艺处理模块、晶圆传递机器人组成信息。其中,主要工艺处理模块包括:涂胶前冷却处理、显影后冷却处理、增粘处理、涂胶处理、涂胶后软烘处理、显影后硬烘处理、显影处理、显影前冷却处理、软烘后冷却处理、曝光后烘烤处理、晶圆边缘曝光处理;辅助工艺处理模块包括:晶圆卸载/ 装载处理、晶圆缓冲存放处理、光刻机入口载台、光刻机出口载台;晶圆传递机器人包括:片盒机器人、涂胶机器人、显影机器人、接口机器人。
2.2 设计工艺模块的产能
2.2.1 设计工艺模块的工艺处理周期时间参数
依据机台内给定的主要模块工艺处理时间及工艺辅助时间,配置相应工艺处理模块个数,按照公式(2),取得各个工艺处理模块的Tn参数值,尽量保证该参数值接近Tp参数值;根据公式(1),取得各个工艺处理模块的产能值,如表1 所示。
2.2.2 确定出涂胶显影机的基本组成架构
根据以上Tn值,确定主要工艺模块、辅助工艺模块、晶圆传递机器人的配置数量和安装位置信息,涂胶显影机的基本组成架构如图l 所示。
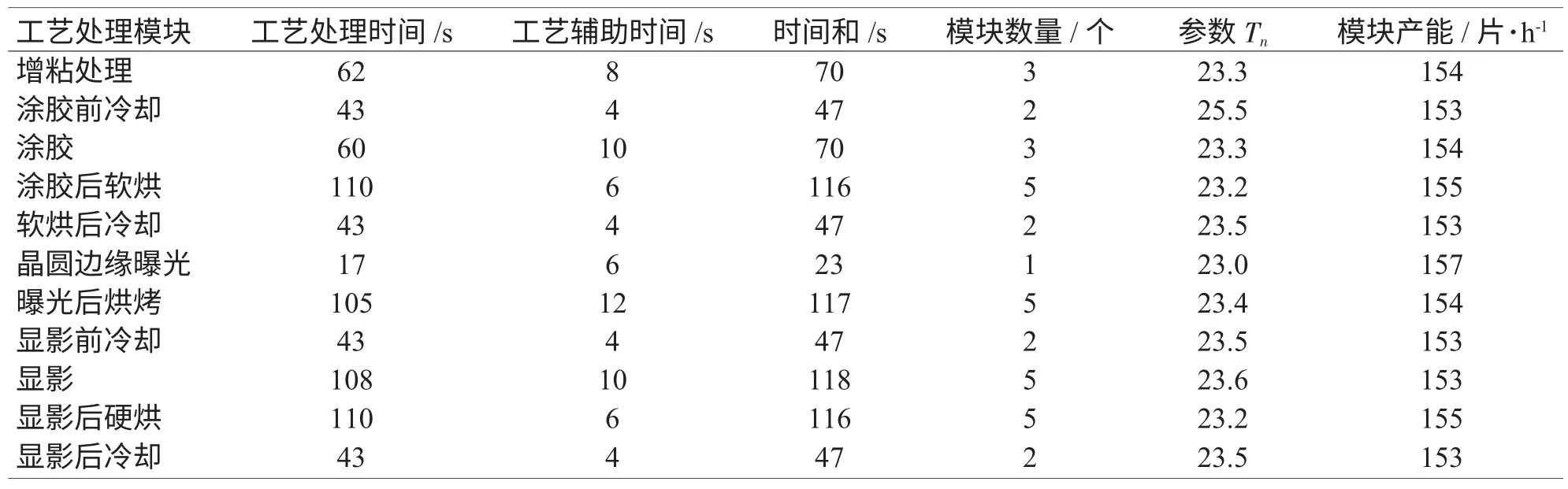
表1 各工艺处理模块的产能计算

图l 涂胶显影机架构示意图
2.3 设计传递机器人的产能
2.3.1 设计传递机器人的工艺传递周期时间参数
配置各个晶圆传递机器人的速度,即设定机器人在两个工艺处理模块之间的晶圆传递时间。按照公式(3),取得各个工艺传递机器人的Tr参数值,尽量保证该参数值接近Tp参数值;按照公式(1),取得各个晶圆传递机器人的产能值,如表2 所示。
2.3.2 确定出各工艺机器人的基本服务信息
根据以上Tr值,确定各个机器人服务的工艺模块种类及具体工艺模块名称,如表3 所示。
2.4 匹配涂胶显影机的3 个时间参数:
在明确了开发设计的涂胶显影机的目标产能后,首先确定了机台的工艺时间参数Tp为24,再设计工艺处理周期时间参数Tn和工艺传递周期时间参数Tr,参数值在23.0-23.6 之间,Tn与Tr基本维持在一个数量级之内,这样使得工艺处理模块的模块产能与工艺传递机器人的传递产能较为接近,Tn和Tr参数值略小于Tp参数值,可以实现机台的目标产能。

表2 各个传递机器人的产能计算
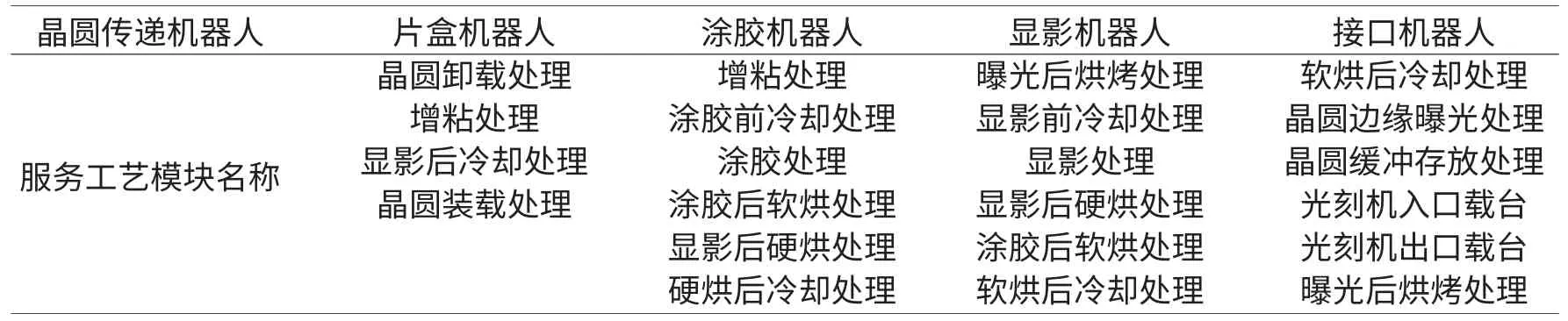
表3 各个机器人服务的工艺模块
3 结 论
以三个时间参数为函数进行量产涂胶显影机的产能设计,这种设计方法是在给定工艺技术要求,即给定模块的工艺时间与整机产能要求后,就可以配制出工艺处理模块的数量及位置、工艺传递晶圆的速度及路线,使得二者与目标产品的产能要求相匹配,它们之间形成了有机的联系,缩短了设计开发时间周期,减少了量产机台试制过程中的资金浪费,提高了开发产品的性价比。
[1] Quirk M,夸克,Serda J,et al. 半导体制造技术[M].北京:电子工业出版社,2004.
[2] Sze S M,May G S,军宁,等.半导体制造工艺基础[M].武汉:安徽大学出版社,2007.
猜你喜欢
数理化解题研究·高中版(2021年11期)2021-12-16
初中生学习指导·提升版(2021年3期)2021-09-10
科学技术创新(2021年15期)2021-06-25
粘接(2021年1期)2021-06-10
航空制造技术(2020年14期)2020-09-06
Chinese Chemical Letters(2019年12期)2020-01-14
商品与质量(2019年45期)2019-06-16
中学生数理化·高一版(2018年4期)2018-05-08
橡胶工业(2016年5期)2016-02-24
中国高新技术企业(2015年12期)2015-03-31
