
加工中心直线导轨装配中角度偏差控制方法
2014-07-08 02:16强育陈亮董喜萍
机械工程师 2014年9期
强育,陈亮,董喜萍
(宝鸡机床集团有限公司,陕西 宝鸡721013)
0 引 言
我公司作为生产加工中心的专业厂家,在批量化生产过程中,经常出现线轨机床三轴角度偏差无法达到标准要求,造成大量返工,制约生产进度。分析认为,直线导轨作为机床的运动基准,其装配精度直接决定了机床三轴运动角度偏差的大小。经反复试验、验证总结出一种实现角度偏差控制的直线导轨装配方法,本文主要对加工中心直线导轨装配中角度偏差控制进行分析、探讨,希望对同行能有所帮助。
1 实现对加工中心直线导轨装配中角度偏差控制的方法
2.1 安装面的直线度检查及装配修整
1)安装面的直线度检查。直线度的测量采用自准直仪测量,保证测量数值准确可靠不受其他因素影响。将直线导轨安装面按100 mm 为一段分段测量,将测量值导入直线度计算表格显示出安装面的直线度曲线图(见图1)。
2)装配修整。当直线导轨安装面局部超差时,用工装滑块衬100#金相砂纸,根据直线度曲线图作局部修磨,反复测量、修整直到满足安装要求。分别按以上步骤对基准安装上面、侧面和从动轨安装上面、侧面进行测量并修整达到直线度要求0.005(见图2)。

图1 基准轨安装面直线度测量现场图
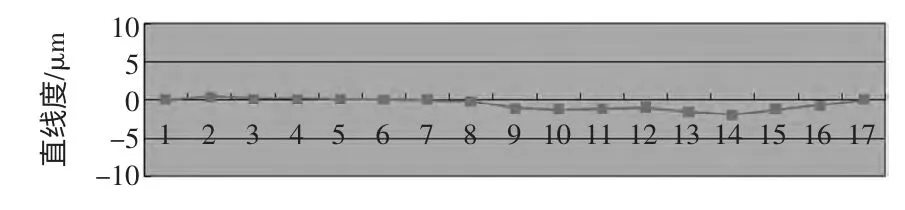
图2 基准轨安装上面修整后的直线度曲线图
3)安装面的角度偏差检查。用精密水平仪对安装面的俯仰和倾斜分别进行测量,均达到0.02/1000 以内,符合装配要求。
1.2 基准轨的装配
1)将基准轨的基准面与安装面基准侧面贴紧,按顺序将侧压块上的螺钉按照所需拧紧力矩的50%拧紧,保证基准轨与安装基准侧面贴实;
2)按照从中央向两端的锁紧顺序,以所需拧紧力矩的50%依次锁紧基准轨,得到稳定的安装精度;
3)最终分别按100%拧紧力矩依次拧紧螺钉;
4)基准轨的直线度测量。将直线导轨两滑块用专用工装连接,按100 mm 为一段分段测量,将测量值导入直线度计算表格显示出直线导轨的直线度曲线图(见图3、图4)。

图3 基准轨直线度测量现场图

图4 基准轨安装后上面的直线度曲线图
按以上方法对基准轨侧面的直线度进行测量。
1.3 从动轨的装配
1)以基准轨为基准,调整好从动轨与基准轨在水平平面内的平行度,保证平行度≤0.01;
2)按基准轨的装配方法依次定力拧紧螺钉,用自准直仪对从动轨的上面、侧面的直线度进行测量,如图5 所示。
1.4 直线导轨运动角度偏差的测量
用雷尼绍激光干涉仪XL-80 对直线导轨的运动角度偏差——俯仰、偏摆分别进行测量,数值为5.3″、2.8″,同时对角度偏差——倾斜采用精密水平仪测量,达到0.04/1000,符合JB/T8771.2-1998《立式加工中心 精度检验》中关于角度偏差的规定0.06/1000(12")。

图5 基准轨与从动轨平行度测量现场图
2 结 语
从我厂批量化立式加工中心生产角度偏差统计情况看,按照以上方法装配后的直线导轨,基本上满足了国家标准的要求,减少了直线导轨装配过程的返工、返修,节约了时间,同时整机运动精度有了显著提高,创造了较好的经济效益。
(编辑立 明)
猜你喜欢
计量学报(2022年7期)2022-08-23
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
工业设计(2016年1期)2016-05-04
重型机械(2016年1期)2016-03-01
时代农机(2015年3期)2015-11-14
精密制造与自动化(2014年1期)2014-09-04
组合机床与自动化加工技术(2014年9期)2014-03-01
