
连杆式七辊矫直机分析及计算
2014-08-10 12:28桂林
冶金设备 2014年4期
桂 林
(中冶南方工程技术有限公司冷轧成套设备分公司 湖北武汉430223)
连杆式七辊矫直机分析及计算
桂 林
(中冶南方工程技术有限公司冷轧成套设备分公司 湖北武汉430223)
以连杆式七辊矫直机为对象,通过分析力能参数计算、辊系压下量的设定及压下量精度模型的建立,为合理设定该类矫直机工作辊的压下规程、提高板带矫直质量提供了一种简便可行的方法。
矫直机 连杆式 参数计算 压下量 精度 建模
1 概述
带钢矫直机是冷轧薄板生产线上的关键设备,用以消除板材的波浪弯和瓢曲等板形缺陷。合理地选择矫直机工艺参数,确定最佳的压下量,对提高钢板的矫直质量有着重要的意义。为此,本文以某厂七辊矫直机为研究对象,为现场合理设定矫直机工作辊的压下规程、提高板带矫直质量提供了一种简便可行的方法。
本背景工厂的酸轧联机采用了外方(SIEMAG)设计的七辊矫直机,其结构见图1。
该七辊矫直机主要由矫直辊、保护辊、主传动、辊缝调整机构等系统组成。由图1可看出,矫直辊为三上四下布置。上辊通过两个液压缸实现快速打开,并由两套偏心轴连杆机构组成的系统实现辊缝的调整。该七辊矫直机的辊缝调节不同于以往常见的机型,通常的调整机构均为上辊单独调整,由齿轮电机驱动升降机实现辊缝调节。该机型直接由齿轮电机驱动偏心轴连杆机构一次调节即可实现三个辊子的同步调节,其机构可简化为图2,后文将对辊缝调整作详细论述。

图1 杆式七辊矫直机(偏心轴传动部分未示出)
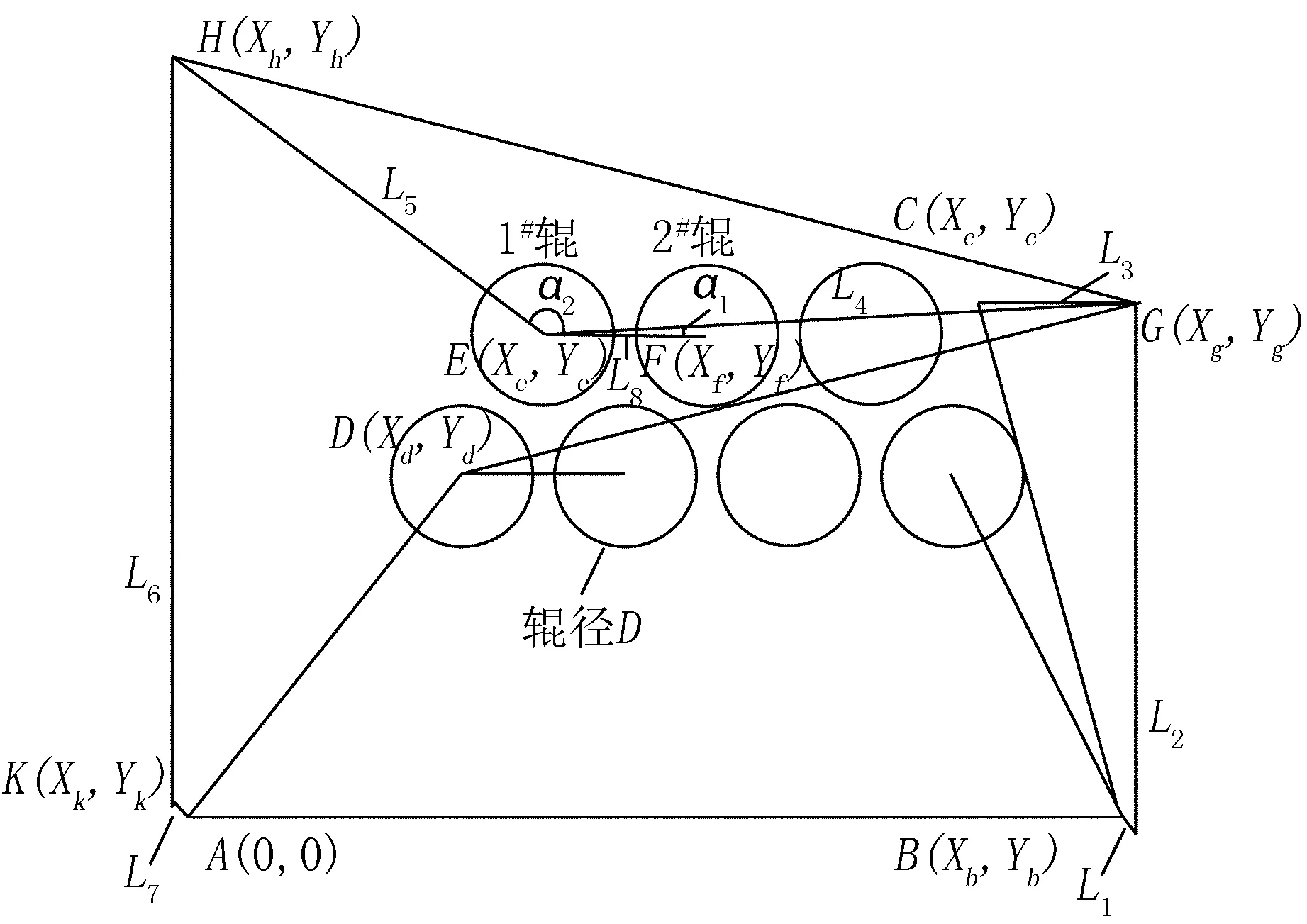
图2 连杆机构示意图
2 作用在矫直辊上的力(矫直力)
1)作用在矫直机辊子上的力可按照带钢弯曲时所需的力矩来计算。此时,将带钢看成受很多集中载荷的连续梁,这些集中载荷就是各个辊对带钢的力,它们在数值上等于冷轧带钢对辊子的力。
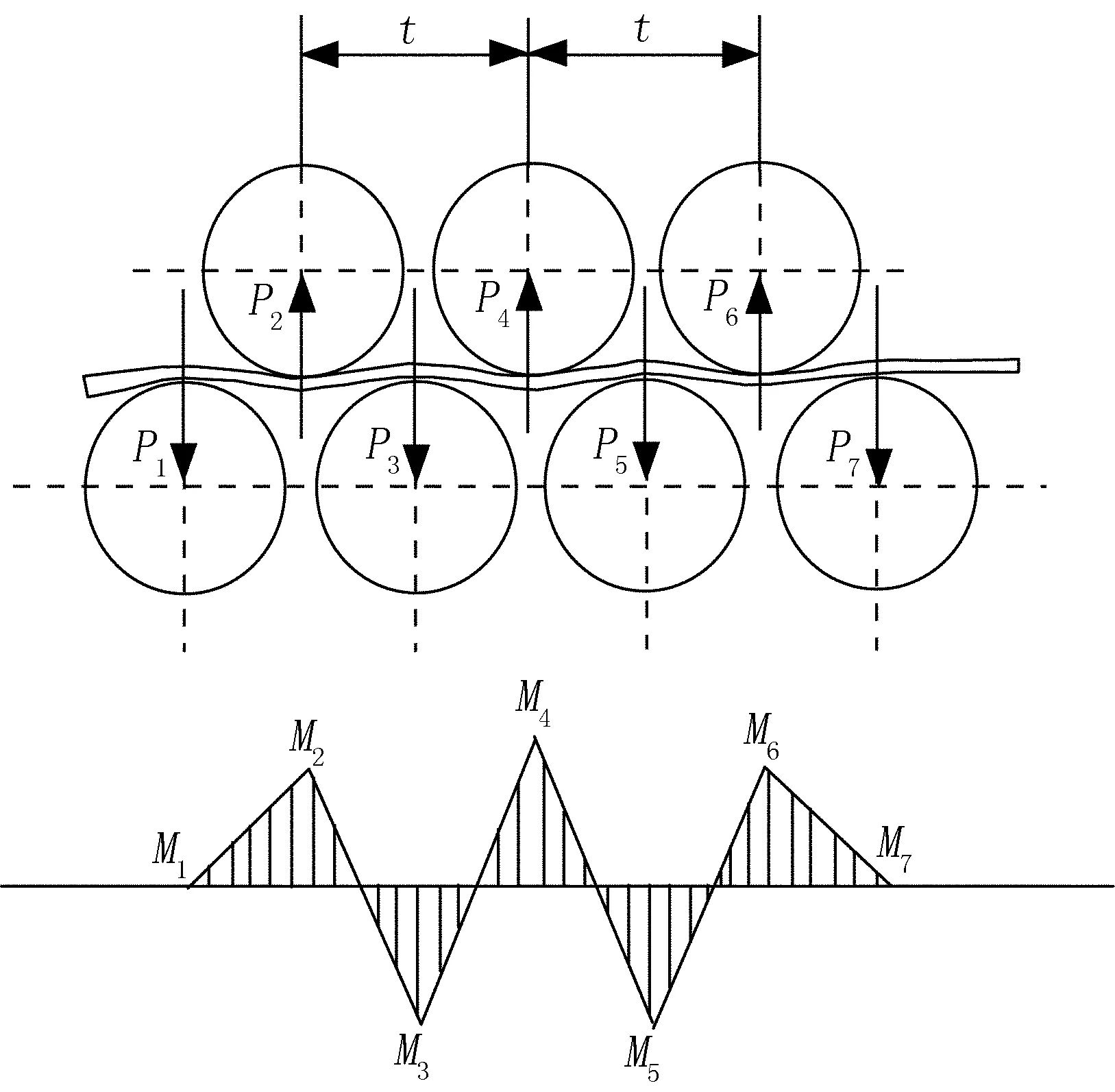
图3 矫直辊受力分析
如图3,各辊子上的力可以根据带钢断面的力矩平衡条件求出,即:

作用在上下排辊子上的力之和为:

2)假设:
(1)带钢在第2、3、4辊处,变形较大,所受的弯曲力矩为塑性弯曲力矩Ms;
(2)带钢在第6辊处,变形较小,所受的弯曲力矩为屈服力矩Mw;
(3)带钢在第5辊处,所受的弯曲力矩为屈服力矩Mw和塑性弯曲力矩Ms的平均值。
即:
M2+M3+M4=Ms
M5=(Ms+Mw)/2
M6=Mw
式中t—矫直辊辊距;Mi—带钢在第i辊子上的弯曲力矩;Mw—带钢的屈服力矩;Ms—带钢的塑性弯曲力矩。
将上述三假设代入各辊子受力公式,可得出各辊子矫直力公式:
由以上可以看出,在上述三个假设的前提下,第1辊至第3辊的矫直力是递增的,第3辊矫直力为最大值,然后,矫直力开始递减,第7辊矫直力为最小值。
被矫直带钢的屈服极限σs为550MPa,宽度b为800mm~1900mm,厚度h为1.6mm~6.0mm,t为200mm,形状系数e对应矩形截面的带钢取值为1.5。
根据带钢的塑性弯曲力矩计算公式,可得:
P1=94.05kN
P2=282.15kN
P3=376.2kN
P4=346.475kN
P5=257.32kN
P6=133.525kN
P7=34.6kN
∑P=1524.32kN
3 冷轧带钢弹塑性变形矫直力矩计算
1)在矫直机上,带钢是随着矫直机的转动不断前进并反复弯曲的,矫直辊上的扭矩按功能原理来确定,矫直过程可以按以下假设进行分析:
(1)各辊的弯曲力矩Mi均是塑性弯曲力矩Ms;
(2)弹复变形不属于耗能变形;

其中矩形截面的带钢可以按下式计算:

带钢的最小变形矫直方案的残余应力曲率的最大值为:
平均原始曲率为:

可以计算出矫直辊上的矫直力矩:

4 矫直机功率的计算
矫直机主传动电机功率可以按下式计算:

式中Mk—矫直力矩,kN·m; ∑P—作用的辊子上的力之和,kN;f—辊子与带钢的滚动摩擦因数(有量纲),对于钢板f=0.0002m,如考虑出现较大的滑动摩擦,则对于钢板f=0.0008m;
μ—辊子轴承的摩擦系数,滚动轴承μ=0.005,滚针轴承μ=0.01,滑动轴承μ=0.05~0.07;
D—辊子的直径,D=180m;
d—辊子轴承处直径取中径,d=135.4m;
v—矫直最大速度,v=2m/s;
η—传动效率,η=0.85~0.7(有支撑辊时,取较小值)。
根据上述公式,可得:
P功=99.3kW,实际选型为110kW。
5 辊系压下量的设定及其精度的模型
该七辊矫直机的辊缝调节不同于以往常见的机型,通常的调整机构均为上辊单独调整,由齿轮电机驱动升降机实现辊缝调节。该机型则由两台齿轮电机分别驱动两个偏心轴带动连杆机构,通过一次调节即可实现三个辊子压下量的同步调节。
下面从该机型结构特征,推导其压下量设定值与偏心机构的关系。压下量为0的初始位,如图4。
压下量调整齿轮电机轴线分别与A、B两点重合,其分别驱动偏心轴使得K、J两点分别绕

图4 矫直辊初始位连杆机构示意图
A、B两点作圆周运动,进而调整HK与GJ的长度组合,最终通过五连杆机构实现上矫直辊组的3个矫直辊实现不同的压下量。
1)通过设定压下量,求偏心轴旋转角度:
已知:坐标(Xb,Yb),(Xc,Yc),(Xd,Yd);线段L1=BJ,L2=GJ,L3=CG,L4=EG,L5=EH,L6=HK,L7=AK,L8=EF;角度α1=∠FEG,α2=∠GEH,矫直辊直径D=180mm;输入压下量Y1,Y2。
求:KA角度β1,JB角度β2。
依据几何关系可先后求得:
坐标(Xe,Ye),(Xf,Yf),(Xg,Yg),(Xh,Yh);FE角度β=arcsin[(Yf-Ye)/L8]


(525.913≤L10≤555.913,由连杆机构结构限制)


2)通过偏心轴旋转角度值,求压下量实际值,并得出压下量控制精度:
已知条件同前,输入KA角度β1,JB角度β2。
求:实际压下量Y1a,Y2a
Y1a=Yd+D-Ye;Y2a=Yd+D-Yf
依据几何关系可先后求得:
坐标(Xj,Yj),(Xg,Yg),(Xk,Yk),(Xh,Yh)






arccos[(Xg-Xb)/L10]
Xe′=Xh+L5×cosγ3;Ye′=Yh-L5×sinγ3
Xf′=Xe′+L8×cosγ4;Yf′=Ye′+L8×sinγ4
压下量调整精度:
值得注意的是3#辊的压下量是不能单独调整,其坐标与1#、2#辊存在如下关系:
X3=2Xf-Xe;Y3=2-Yf-Ye
对应的其压下量与1#、2#辊压下量存在如下关系:
Y3=2-Y2-Y1

图5 连杆式七辊矫直机

图6 连杆机构示意图
6 结论
本酸轧联机连杆式七辊矫直机投产三年多来,运行状况良好,实践证明计算结果和计算方法是正确的,可以将该计算方法应用于同类工况的矫直机的设计及校核。
目前类似的连杆式七辊矫直机也已出现,如图5;其通过带内置线性位移传感器的液压缸代替偏心轴机构对HK与GJ的长度的调整,直接由液压缸通过不同行程的匹配来实现AH与BG的长度变化组合,如图6,当然最终还是通过连杆机构实现上矫直辊组的3个矫直辊实现不同的压下量。相比较而言,使用内置线性位移传感器的液压缸代替齿轮电机驱动的偏心轴机构,使得矫直辊压下量的控制更直接也更简单。
事实证明这类连杆式七辊矫直机,没有了常见机型外露的滑槽摩擦面,将所有运动的部件都保护起来,避免了因为氧化铁皮的堆积造成滑动面的磨损及损坏,减少了设备的维护量;而且连杆式结构在矫直辊换辊时可以全部打开,因而提高了换辊操作的便利性及设备的使用率。连杆式矫直机结构尺寸更加紧凑、重量轻、造价更低,具有很好的经济效益和社会效益,值得大力推广。
[1]邹家祥.轧钢机械.北京:冶金工业出版社,1995.
[2]崔甫.矫直理论与参数计算.重型机械,2002(7).
[3]周国盈.带钢精整设备.北京:机械工业出版社,1979.
Analysis and Calculation of Seven-roll Leveller with Linkage Mechanisms
Gui Lin
(Cold Roll Complete Set Equipment Branch, WISDRI Engineering & Research Incorporation Limited, Wuhan 430223)
Based on the seven-roll leveller with linkage mechanisms, calculation of mechanical parameters and principle of straightener roll reduction were analyzed, modeling the accuracy of straightener roll reduction, which provided a simply and feasible method for setting the principle of roller reduction and improving the quality of strip straightening.
Leveller Linkage mechanisms Calculation of parameters Roller reduction Accuracy Modeling
桂林,男,1979年出生,2002年毕业于华中科技大学机械工程及其自动化专业,高级工程师,主要从事冷轧设备设计及研究工作
TG333.23
A
10.3969/j.issn.1001-1269.2014.04.003
2014—03—09)
猜你喜欢
山东冶金(2022年1期)2022-04-19
矿冶工程(2022年1期)2022-03-19
山西冶金(2020年5期)2020-11-13
金属世界(2019年1期)2019-03-12
山东工业技术(2019年1期)2019-02-08
科技风(2018年35期)2018-05-14
中国重型装备(2016年4期)2016-12-19
锻造与冲压(2016年15期)2016-06-19
冶金与材料(2015年5期)2015-08-20
橡胶工业(2015年7期)2015-02-25
