炉膛压力控制系统控制策略优化研究
2014-09-11 01:46苏晨王文兰张家晖冯永祥
综合智慧能源 2014年11期
苏晨,王文兰,张家晖,冯永祥
(内蒙古工业大学 电力学院,呼和浩特 010080)
0 引言
锅炉燃烧过程自动控制系统的基本任务是使燃料燃烧所提供的热量适应锅炉蒸汽负荷的需要,同时还要保证燃烧过程的安全性和经济性。锅炉炉膛压力反映了燃烧过程中进入炉膛的送风量与流出炉膛的烟气量之间的工质平衡关系。炉膛压力直接影响炉膛内的燃烧质量和锅炉的安全性。若送风量大于排风量,则炉膛压力升高,会造成炉膛往外喷灰或喷水,而压力过高有造成炉膛爆炸的危险。若排风量大于送风量,炉膛压力下降,不仅增加炉膛漏风,而且降低炉膛温度,影响炉内燃烧工况。因此,炉膛压力必须保持在一定的允许范围之内。
目前,国内尚无先进的火电厂炉膛压力可控技术,此项技术的缺位造成大量资源的浪费并伴随着危险的不可控性,给热电厂正常作业增加了许多隐患和不可测因素。针对此情况,从负压控制系统着手,采用变增益控制和防内爆保护超驰控制策略,从根本上稳定炉膛压力,从而减少影响炉膛压力的不可控因素,从本质上提高炉压的稳定性。
1 炉膛压力控制系统
炉膛压力控制系统的基本任务是通过控制2台引风机动叶或入口挡板的开度,使引风量满足机组自身当前的运行状况、负荷能力、设备安全保护及变负荷承受能力等,目标负荷与送风量相适应,从而保证炉膛压力在允许范围内,以稳定燃烧、减少污染、保障安全。
某300 MW单元机组炉膛压力控制系统的基本结构如图1示。由图1可见,它的组成与送风控制系统基本相同,是一个简单的单回路控制系统,可分为炉膛压力调节、引风机动叶控制和低炉膛压力保护等几个部分。
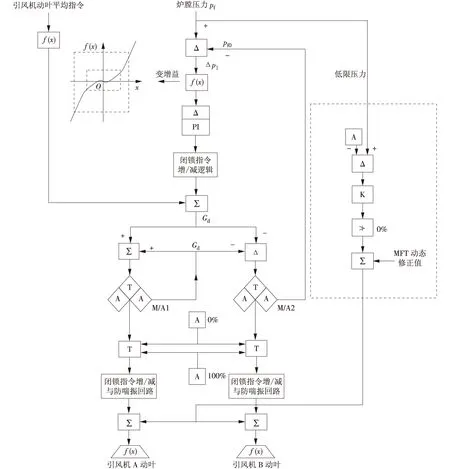
图1 炉膛压力变增益控制系统
1.1 变增益控制策略
炉膛压力控制系统通过调节引风机动叶,将炉膛压力控制在设定值。如图1所示,系统采用了变增益控制策略,根据炉膛压力偏差的大小进行调节:小偏差采用小增益控制,大偏差采用大增益控制,增强系统抑制偏差的能力。采用此变增益控制策略的目的是避免因炉膛压力经常有微小波动而导致频繁动作调节机构,增加机械磨损和动力消耗。
此外,系统还根据投入自动的引风机数量进行自动增益补偿,将风量指令信号或送风控制指令作为超前变化的前馈信号。当送风量改变时,如果以炉膛压力的变化调节引风量,必然使炉膛压力的动态偏差较大,采用送风量前馈信号可使引风量及时随送风量的改变而改变。这样可以大大改善炉膛压力的动态偏差,使炉膛负压的波动最小。
1.2 引风量调节
引风量调节部分以调节器PI为中心。控制系统的被调量是炉膛压力信号pf,其给定值pf0是运行人员在软手操控制器M/A2上给出的。当炉膛压力因某种扰动发生变化时,压力调节器PI接收炉膛压力Pf与给定值Pf0的偏差信号,并对此进行比例积分控制运算,其运算结果与作为前馈信号的送风机动叶平均指令Vf叠加后,形成引风机的控制指令Gd,分别送至2台引风机的软手操站M/A1和M/A2。系统中引入2台送风机动叶指令的平均值作为引风机动叶的前馈信号,在机组负荷变化时,能使引风量与送风量同步动作,以减小送风量变化对炉膛压力的影响。函数器f(x)用于调整前馈作用的强弱。
1.3 风机动叶控制与保护
风机动叶控制部分由软手操控制器M/A1和 M/A2、闭锁指令增减与防喘振环节及超驰控制回路组成。正常情况下,调节器输出的引风量控制指令Gd,加上运行人员的手动偏置Gb作为引风机动叶控制指令,经M/A站、切换器T、闭锁指令增减与防喘振环节输出,去控制引风机动叶的开度,改变引风量以调节炉膛压力,并最终使炉膛压力稳定在给定值附近。
当系统出现异常或故障时,控制系统将发出自动/手动切换、闭锁指令增/减、超驰开/关指令,对系统设备实施保护。
(1)调节器的自动/手动切换。当系统出现如下条件之一时,引风机动叶控制切为手动状态:锅炉炉膛安全监控系统(FSSS)发出“请求自然通风”信号;顺序控制系统(SCS)发出“建立A(B)引风机空气通道”信号;SCS发出“关A(B)引风机动叶”信号。3个炉膛压力信号均发生故障时,使2台引风机动叶开度瞬间跟踪30 s前调解器的输出,并将2台引风机动叶的控制均切为手动状态。
(2)调解器输出闭锁增减。当如下任一情况发生时,闭锁调解器的输出增加:A引风机处于自动状态且控制指令大于或等于上限,B引风机处于手动状态;A引风机处于自动状态,B引风机处于手动状态,且炉膛压力低于某一值;B引风机处于自动状态且控制指令大于或等于上限,A引风机处于手动状态;B引风机处于自然状态,A引风机处于手动状态,且炉膛压力低于某一值。
(3)引风机动叶的控制指令闭锁增减:当炉膛压力高于某一值时,禁止动态关小引风机动叶;当炉膛压力低于某一值时,禁止动态开大引风机动叶。
(4)超驰开/关引风机动叶。
1)超驰开。当FSSS发出“请求自然通风”信号时,延时一段时间(约30 s)后使2台引风机的动叶以一定的速率开至100%;当SCS发出“建立A(B)引风机空气通道”信号时,B(A)引风机动叶以一定的速率开至100%。“建立A(B)引风机空气通道”信号,是在引风机启动前由SCS发出的。由于引风机容量较大,为防止其启动时炉膛产生过大的负压而损坏炉膛,启动引风机前必须打开2台引风机的动叶和出口挡板、2台空气预热器的烟/风侧挡板以及未启动的另一台引风机的入/出口挡板和动叶。
2)超驰关。当SCS发出“关A(B)引风机动叶”信号时,A(B)引风机动叶以一定速率关至0%。
(5)防喘振保护。为防止引风机发生喘振,系统中设计了风机防喘振环节。根据引风机入口烟气流量和风机特性曲线,计算出风机动叶不同流量下的最大开度,以此作为动叶开度的限制值。
1.4 低炉膛压力保护
低炉膛压力保护回路组成如图1右侧虚线框内部分所示。它由低限压力给定器、炉膛压力与低限压力的比较器、比例调节器、高限限制器、加法器等组成。当炉膛压力低于某一值时,比较器输出负值,经比例调节器、高限限制器和加法器输出,动态关小引风机动叶开度,以保证锅炉安全运行。高限限制器设置高限为零,防止炉膛压力大于低限压力时误动。
当发生主燃料跳闸(MFT)时,由于灭火瞬间炉膛压力会急剧下降,而且发生MFT前机组负荷越高,灭火后炉内工况变化越剧烈,处理不当可能引起炉膛内爆。为此应阻止引风机动叶开大,并紧急将动叶关小到某一开度。MFT动态修正回路根据发生MFT前机组的负荷值,按一定比例瞬间动态关小引风机动叶开度,并保持一段时间后再以斜坡变化,回到发生MFT前瞬间的开度数值上,并恢复炉膛压力的正常调节。
1.5 炉膛压力防内爆保护
炉膛压力防内爆保护由方向闭锁、超驰控制、MFT返程控制等控制回路构成。
方向闭锁的作用是,通过对引风机动叶指令的增减闭锁,防止炉膛压力工况的进一步恶化。如图2所示,当炉膛压力出现高报警时,T3置A,大选模块的作用使引风机动叶只能开大、不能关小;当炉膛压力出现低报警时,T3置B,小选模块的作用使引风机动叶只能关小、不能开大。
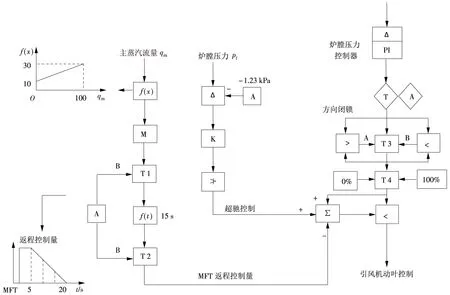
图2 炉膛压力防内爆保护
图2给出的是1台600 MW机组的炉膛压力超驰控制策略,MFT动作值为-1.75 kPa。当炉膛压力低于-1.23 kPa时,超驰控制回路在引风机动叶指令上叠加了一个负值,使引风机动叶迅速关小,直到炉膛压力工况得到改善。
MFT以后,由于炉膛急剧冷却,送、引风机的平衡关系被破坏,如果不迅速减小引风机动叶开度,炉膛内将会出现很高的负压,甚至会对水冷壁和炉墙造成损坏。图2给出的MFT返程控制策略,用主蒸汽流量信号代表锅炉负荷, 给出的返程控制量与灭火瞬间的锅炉负荷有关。1台600 MW机组的最大返程控制量约为30%,存储模块将MFT前的返程控制量存储起来;机组正常运行时,T1置A,T2置B;发生MFT以后,T1和T2均置A,MFT返程控制回路将返程控制量送至炉膛压力调节回路,在引风机动叶指令上叠加了一个负值,使引风机动叶迅速关小;MFT发生5 s以后,T1置B,因f(x)模块的作用,返程控制量将随时间逐渐减小,15 s后减为0,动叶恢复正常调节。
2 扰动试验
图3为1台没有采用优化策略的600 MW机组炉膛压力定值扰动试验曲线,试验扰动量±100 Pa,过渡过程衰减率Ψ>0.90、稳定时间2 min。由图3可见,引风机调节相应迟缓,过渡过程太长,不完全满足300 MW等级及以上机组炉膛压力控制系统试验要求和品质指标要求,即扰动量±150 Pa、过渡过程衰减率Ψ=0.75,稳定时间<1 min,稳态偏差<±100 Pa。
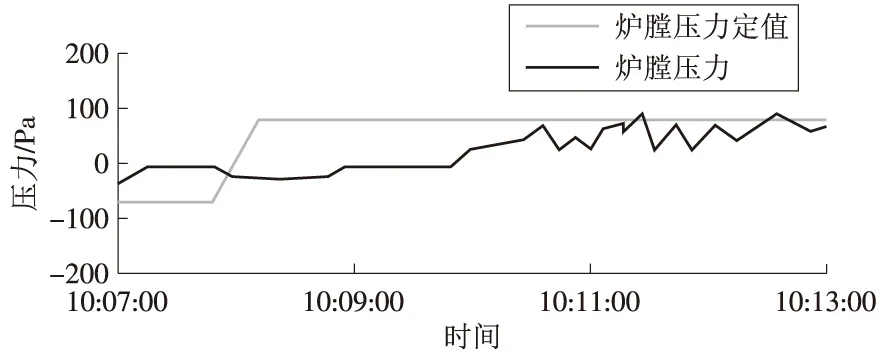
图3 炉膛压力定值扰动试验1
图4为1台采用优化策略的200 MW机组炉膛压力定值扰动试验曲线,炉膛压力控制系统通过调节引风机变频器,使炉膛压力维持在微负压-50 Pa运行。试验扰动量±100 Pa,炉膛负压设定值为-150~-50 Pa,稳定再回到-50 Pa,过渡过程衰减率Ψ=0.75、稳定时间25 s,稳态偏差在±25 Pa以内。完全满足300 MW等级以下机组炉膛压力控制系统品质指标要求(扰动量±100 Pa、过渡过程衰减率Ψ=0.75,稳定时间<40 s,稳态偏差<±50 Pa)。
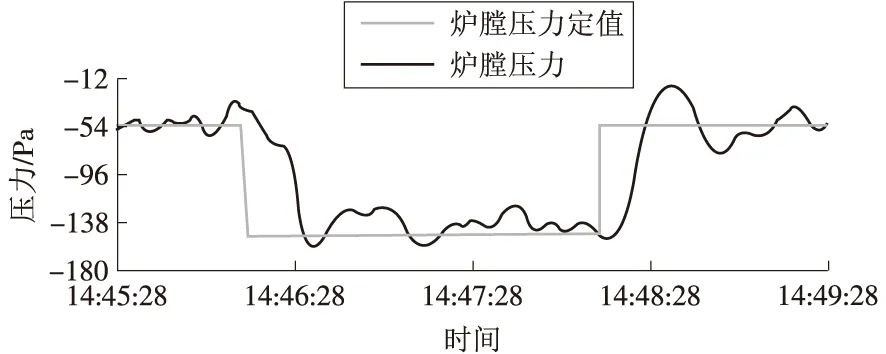
图4 炉膛压力定值扰动试验2
图5为1台采用优化策略的300 MW机组炉膛压力定值扰动试验曲线,试验扰动量±200 Pa,过渡过程衰减率Ψ=0.75、稳定时间<1 min,满足300 MW等级机组炉膛压力控制系统品质指标要求。
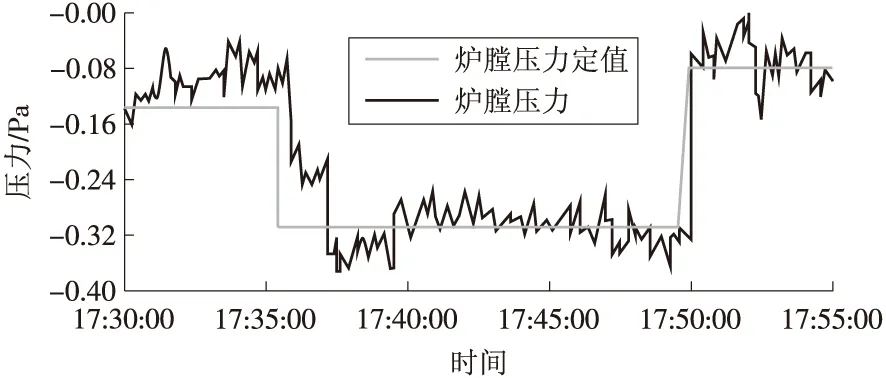
图5 炉膛压力定值扰动试验3
图6为1台采用优化策略的600 MW机组炉膛压力定值扰动试验曲线,试验扰动量±150 Pa,过渡过程衰减率Ψ=0.75、稳定时间<1 min。由此可见,该炉风烟系统由于空气预热器存在故障(间隙调整不当或存在不均匀堵灰),有微幅振荡,但引风机调节满足600 MW等级机组炉膛压力控制系统品质指标的要求。
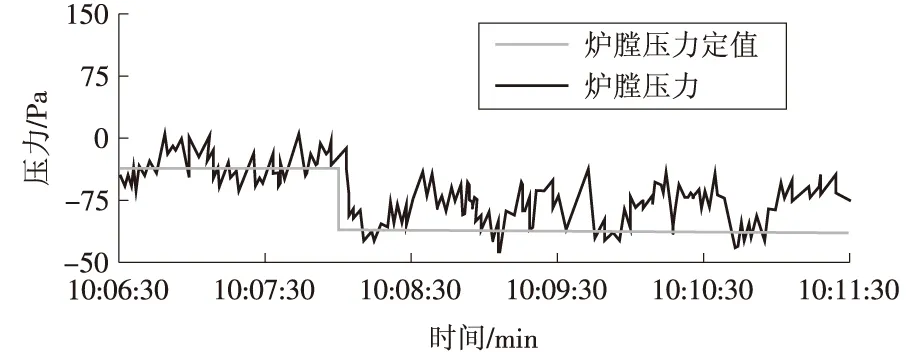
图6 炉膛压力定值扰动试验4
3 结论
炉膛压力正常与否,关系着锅炉的安全、经济运行。采用变增益和防内爆控制策略的炉膛压力控制系统,可以有效降低各项资源(自然、人力等)的浪费,减少单位成本损耗,加大安全保障,更能为热电厂节约大量资金,增加锅炉的可操作性。通过200,300和600 MW扰动试验曲线可以看出,此改进的策略是可行的。
参考文献:
[1]林文孚,胡燕.单元机组自动控制技术[M].北京:中国电力出版社,2008.
[2]朱北恒.火电厂热工自动化系统试验[M].北京:中国电力出版社,2006.
[3]周韵玲,汪光阳,卿济民.环形加热炉自动控制系统[J].工业炉,2001(3):25-37.
[4]何丽丽,祝明,王克成.台车式热处理炉炉膛压力控制系统设计[J]. 辽宁科技大学学报,2012,35(1):38-42.
猜你喜欢
能源化工(2022年1期)2023-01-14
中学生数理化(高中版.高二数学)(2022年1期)2022-04-26
新世纪智能(教师)(2021年2期)2021-11-05
内燃机与配件(2021年15期)2021-09-10
燃气涡轮试验与研究(2021年2期)2021-08-19
上海理工大学学报(2021年3期)2021-07-20
环境卫生工程(2021年1期)2021-03-19
水上消防(2020年2期)2020-07-24
科学与技术(2019年11期)2019-03-29
电子制作(2018年10期)2018-08-04