高强度高阻燃矿用电缆CPE护套材料及其制备方法
2014-09-28 11:03董振园王雪飞江斌斌
电线电缆 2014年1期
张 新, 董振园, 王雪飞, 廉 果, 王 昆, 江斌斌
(江苏亨通电力电缆有限公司,江苏苏州215234)
0 引言
随着露天煤矿和井下矿用电动采煤机械的发展,对矿用电缆的性能要求也更为严格,不仅要求电缆的绝缘层有优异的电气性能,同时要求护套材料有优良的物理机械性能。矿井中不可避免地存在瓦斯气体,有燃烧爆炸的危险,采矿井中需敷设数量很大的各种电缆来提供电能、控制信号和监测,要求电缆具有难燃和不延燃性能。
氯化聚乙烯(CPE)具有与氯丁橡胶(CR)和氯磺化聚乙烯(CSM)相近的性能,但CPE加工性能优良,不易焦烧,无粘辊现象,可生产外观光滑致密的电线电缆,成品率很高。CPE具有耐候、耐油、阻燃和低温柔软性,在电缆工业中已普遍取代了CR和CSM,不仅降低成本、加工容易,而且提高了我国橡皮电缆的质量水平,耐温等级从65℃提高到75~90℃等级,甚至到 105℃水平[1~3]。
1 试验部分
1.1 主要原材料及生产厂
CPE,牌号135B,潍坊亚星有限公司;过氧化二异丙苯(DCP),上海高桥石化精细化工有限公司;钙锌稳定剂,苏州品正化工有限公司;沉淀法白炭黑,苏州藏书建材有限公司;陶土,中国高岭土有限公司(苏州);分散剂,上海天留电缆材料有限公司;氧化镁,邢台神镁化工有限公司;半补强炭黑,苏州宝化炭黑有限公司;硫化促进剂TMPTMA,上海华仲荣贸易有限公司;52#氯化石蜡,上海合意贸易有限公司;其他原料均为市售。
CPE 135B主要性能指标如下:氯质量分数0.34~0.36;残余结晶质量分数 ≤0.03;纯胶拉伸强度≥8.5 MPa;熔融热≤2 J/g;热分解温度 >165℃。
1.2 主要试验仪器
双辊筒开放式塑炼机(SK—160B型),上海橡胶机械厂;平板硫化机(QLB—D型),上海橡胶机械厂;GT270102AE型拉力强度试验机,高铁检测仪器有限公司;门尼粘度仪,高铁检测仪器有限公司;硫化仪,高铁检测仪器有限公司;氧指数测定仪(HC—2CZ型),南京市方山分析仪器设备厂。
1.3 性能测试
试样性能按GB 7594—1987、MT 818—2009、GB 2951—2008标准进行测试。
2 结果与讨论
2.1 CPE品种的选取
国内市场上销售的CPE品种较多,质量、性质也有所差异。潍坊亚星生产的CPE135B性能稳定,残留结晶度低、氯分布均匀、脱氯化氢温度较高、起始时间长、耐热性较好。配方相同的情况下亚星CPE135B强度和伸长率也较高,且CPE与其他合成橡胶相比价格较低(一般在12元/kg),可以有效地降低混炼胶成本,因此我们选用了潍坊亚星的CPE135B。
2.2 硫化体系
CPE为主链饱和的橡胶,硫化剂可采用硫脲、有机过氧化物、多胺以及硅烷等,考虑到产品须具有良好的耐热性能,采用过氧化物进行硫化。过氧化物交联体系具有硫化温度高、不易焦烧的特点,容易控制硫化速度,不污染,可以使硫化胶得到优良的机械性能,压缩永久变形小,耐热性、耐油性好。常用的过氧化物有 DCP、BIBP、TPB、BCPO、F-80、双 2,5等,考虑到成本,配方体系选用DCP做硫化剂。
CPE采用过氧化物硫化体系时,配方中一般要添加具有官能团的共硫化剂。共硫化剂的加入,可大大加快硫化速度,提高交联密度,改善硫化胶的耐温性能。常用的共硫化剂有三聚氰酸三烯丙酯(TAC)、三聚异氰酸三烯丙酯(TAIC)、二甲基丙烯酸乙烯酯(EDMA)、二烯丙基异氰酸酯(DAIC)、苯二甲酸二烯丙酯(DAP)、三羟甲基三甲基丙烯酸酯(TMPTMA)等。
硫化剂及硫化助剂的用量对胶料的焦烧时间和硫化胶的机械性能有显著影响,用量太多,在混炼及挤出加工过程中易焦烧;用量太少,硫化不充分,机械强度偏低,伸长率大。考虑到产品高抗撕性能,选用TMPTMA作为硫化促进剂,DCP用量为3.0份,TMPTMA为1.4份,可满足产品性能及生产要求。
2.3 补强填充体系对抗撕强度的影响
加入填充材料可起到增大体积、降低成本,改善加工工艺,如减少半成品收缩率、提高半成品表面平整性、提高硫化胶硬度及定伸应力等作用,填料对未硫化胶的加工性能和硫化胶的物理机械性能及动态力学性能有很大影响。加入补强材料,满足胶料的加工及性能要求。常用的补强填充剂有炭黑、白炭黑、煅烧陶土、碳酸钙、滑石粉等。
从表1可以看出,白炭黑补强胶料的抗拉强度、撕裂强度和门尼粘度均较高;从补强效果上来看,轻质碳酸钙、滑石粉的效果比较差,炭黑、白炭黑和高岭土的效果较好;轻质碳酸钙和高岭土胶料的门尼粘度比较低,加工工艺较好;炭黑、滑石粉的门尼粘度相对较高,但均比白炭黑低;从抗撕强度上看,白炭黑最好,陶土的抗撕强度仅次于炭黑,但是门尼粘度要低很多。综合考虑,将白炭黑和陶土并用,在提高抗撕强度的同时不会使门尼粘度太高,有利于加工和挤出。

表1 不同填料对硫化胶性能的影响
2.4 阻燃体系选择
考虑到矿用电缆的使用环境,对其阻燃性能提出了很高的要求,氧指数标准规定一般不能低于35,本公司要求氧指数要大于38。为了达到这个目的,选用具有协效功能的阻燃剂共同使用,增加其阻燃性能。
选用 Sb2O3和氯化石蜡并用,同时选用Mg(OH)2和磷酸三甲苯酯并用,共同达到阻燃效果。Sb2O3可以和释放出的HCl生成SbOCl,然后SbOCl进行热分解,在吸取大量热的同时生成SbCl3。SbCl3在火焰温度下,分解出 Cl·游离基,与火焰中的活性H·、·OH等结合,起到抑制火焰的作用。同时SbOCl、SbCl3蒸汽比重大,附于物料表面,起到隔绝空气的作用。并在火焰上空凝结成液滴或者固体微粒,能量在固体表面被消耗,使燃烧速度减慢或停止。磷酸三甲苯酯吸收Mg(OH)2分解释放的大量水分,并受热生成磷酸、偏磷酸、聚偏磷酸等,这些有氧酸可促使CPE脱水碳化,通过两组具有协同效应的阻燃体系,可以使复合材料的氧指数达到43。成品电缆的负载燃烧续燃时间均小于4 min,炭化长度均小于150 mm。
2.5 防老剂和稳定剂
CPE是在主链上没有双键的含氯聚合物,具有良好的耐热性,脱氯化氢的速度比聚氯乙烯慢。但在加工过程中,硫化管道温度在190℃以上,长时间处于高温,仍会产生HCl,故在配方中需加入HCl的吸收剂,以保证硫化的顺利进行。另外,它在长期应用中受热、氧、光等环境条件的影响,也会老化降解,故在配方中需使用稳定剂和防老剂。稳定剂的选择,以前主要以铅盐为主,美国2001年3月已禁止含铅线缆产品的进口和销售,因此使用市场最新出现的钙锌复合稳定剂,有较好的稳定作用。根据胶料的工艺性能和老化性能要求,防老剂选用RD可以起到良好的防老化效果。
3 胶料的物理机械性能
3.1 物理机械性能
优化后胶料的物理机械性能见表2。
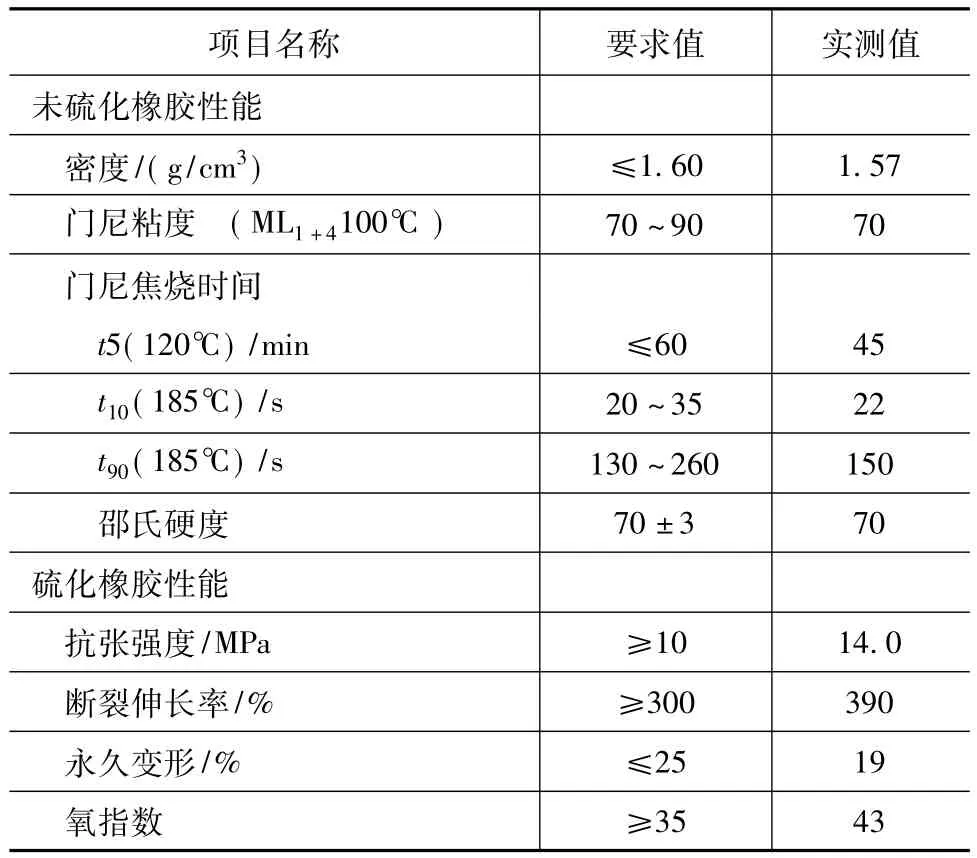
表2 混炼胶性能
3.2 混炼工艺
先将CPE在70~80℃密炼机中塑炼2~3 min;其次加入“小料”混炼3~4 min;最后加入白炭黑、煅烧陶土、滑石粉等2~3 min。密炼机温度在90~100℃开始排料,将混炼胶在开炼机上薄通1~2次,并在摆胶装置上摆胶2~3次,三辊压延机压延过粉箱后出片。混炼胶存放8 h后放入密炼机混炼,温度在100℃以下加硫化剂DCP和硫化助剂TMPTMA,混炼1 min左右排料,开炼机薄通1~2次并机摆胶2~3次,三辊压延机开条出片,经冷却辊冷却,过粉箱制得成品。
4 成品电缆护套性能
试制型号规格为MYPTJ-8.7/10 kV 3×50+3×25/3+3×2.5的橡皮绝缘电缆,电缆外径约为57 mm,共生产5000 m,挤出在德国TROESTER冷喂料 120+ 90+ 70连续硫化挤橡机上进行,挤出机螺杆直径150 mm,长径比16∶1。
硫化管为不锈钢管,长128 m,倾斜35 m,最高蒸汽压力为2.0 MPa,温度200℃左右,冷却水槽长20 m。挤出机温度分布:模口100~105℃,机头90~95℃,喂料口45~50℃,机身一区70~75℃,机身二区80~85℃,螺杆45~50℃。挤出机各部位及螺杆的温度均用模温机加热冷却调节,挤出电缆外径均匀一致,表面光滑,断面没有气孔。该电缆的物理机械性能见表3。

表3 成品电缆护套性能
5 结论
(1)研制的橡皮绝缘电缆用CPE橡皮护套,性能完全满足MT 818—2009《额定电压8.7/10 kV及以下移动金属屏蔽监视型软电缆》的要求;成品电缆物理机械性能符合GB 7594.5—1987《电线电缆橡皮绝缘和橡皮护套》的要求。
(2)矿用电缆橡皮护套综合性能良好,具有较好的抗撕和阻燃性能,且可有效地降低生产成本。
[1]白文业,徐东国,谢忠麟.氯化聚乙烯橡胶的性能、加工和应用[J].特种橡胶制品,2002,23(1):22-28.
[2]沈 梅,聂 军,张振秀,等.氯化聚乙烯橡胶CM135B补强填充体系的研究[J].特种橡胶制品,2004,25(5):17-19.
[3]刘梦琴,谢 静,苑立强.电线电缆用CPE弹性体配方研究[J].弹性体,2005,5(2):51-54.
猜你喜欢
黄金(2021年4期)2021-09-10
山东工业技术(2018年15期)2018-09-26
橡胶工业(2018年4期)2018-02-16
浙江工业大学学报(2017年5期)2018-01-22
科技创新与应用(2017年4期)2017-03-27
核技术(2016年4期)2016-08-22
橡胶科技(2016年7期)2016-07-28
中国资源综合利用(2016年11期)2016-01-22
科技与创新(2015年22期)2015-12-02
橡胶工业(2015年9期)2015-08-29