
提高关节臂式坐标测量机测量精度的关键技术
2014-10-20 06:40郑大腾肖忠跃周燕辉
河北科技大学学报 2014年1期
郑大腾,肖忠跃,周燕辉
(井冈山大学机电工程学院,江西吉安 343009)
关节臂式坐标测量机是非正交坐标测量系统的一种类型,它不似传统的正交坐标测量机沿着相互正交的导轨而运动,其具有人体手臂关节灵活的特点,便于探测到正交坐标测量机不易深入的工件部位实现测量,并且具有体积小、质量轻、便于携带、采样速度快,有利于在线测量等优点,其应用前景越来越广泛[1-2]。
关节臂式坐标测量机采用模拟人臂的结构,其测量系统包含机械结构、电气系统以及软件3部分,其中机械结构主要由基座1、立柱2、旋转关节3、测量臂4、测头5等组成,如图1所示。
在标定了坐标测量机关节零位误差、关节轴线不垂直度误差、偏置量误差、各杆件有效长度误差和测头长度误差后,根据安装在各个关节处的编码器读数通过标定好的测量模型就可以得到测端的坐标,再由软件按一定的评定准则可获取被测工件的相对位置、长度、形状和形位公差等参数。
分析国内外关节臂式坐标测量机的结构特点,其结构并不复杂,但由于关节臂式坐标测量机是一种多级串联式的系统结构,其误差源较多,且误差具有逐级累积的特点,造成测量机的总误差较大。为了减小误差,提高精度,现有研究成果以及国外公司品牌产品均要求在高精度硬件制造技术基础上,优化测量机的结构尺寸,构建更合理的测量模型,但对影响测量机的深层次精度问题研究较少,并且产品价格较高影响了其普及应用[3-6]。本文拟讨论一机多模、最佳测量区、数据采集和标定等关键技术,从而在不增加关节臂式坐标测量机硬件成本的前提下,进一步提高测量机的测量精度,解决该类测量机普及应用的瓶颈问题。
1 一机多模技术

图1 关节坐标测量机结构Fig.1 ACMM′s structure
关节臂式坐标测量机的测量模型因为对测头坐标与末端关节之间的位置关系理解不同,导致模型中所包含的矩阵个数及参数个数都不尽相同,但大多采用了DH方法建模,在各个关节处建立杆件坐标系,如图2所示,建立的测量模型如式1所示。

图2 关节臂式坐标测量机坐标系Fig.2 ACMM′s coordinate system
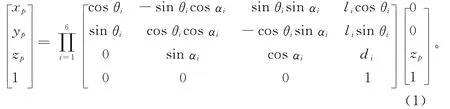
式中:θi为关节变量;αi为杆件的扭角;li为杆件的长度;di为杆件的偏置量。
目前,国内外关节臂式坐标测量机只有一个测量模型[7-9],在整个工作空间内,只有一组固定的标定参数。由于在不同的测量区域内,每个测量点对标定参数的影响程度不同,显然,用一组固定的标定参数去计算整个工作空间内的不同测量点坐标是不科学的。因而研究一机多模技术,即在不同的测量区域内具有不同的测量模型(包括多组的标定参数),这样更科学,也能进一步提高测量精度。
一机多模技术的难点在于整个测量空间内N个子区域的规划,其包括2个关键问题:一是同一个子区域的误差差别大小如何定义;二是子区域的数量N如何确定。
一机多模技术应用于关节臂式坐标测量机,由于每个测量模型对应的子区域范围较小,因而易于采样,避免了以往一个测量模型在整个工作空间内采样策略不规范导致标定参数不稳定的问题,这也体现了采用一机多模技术思想的优越性。
2 最佳测量区技术
用关节臂式坐标测量机测量工件时,对于同一测量点,由于不同的操作者或者不同的操作环境,测量臂处于不同的测量姿态会造成6个关节变量的输出值不同。显然,因为累积误差的原因,同一测量点会产生不同的误差大小。同时,对于一台测量机而言,在整个测量空间内,不同测量点的误差大小变化具有一定的规律且是连续的,因而可推出在整个测量空间内,不管是传统的一个测量模型,还是创新的一机多模,存在一个测量误差最小的区域,该区域即为最佳测量区。在整个测量空间内,可用图3来表示一个测量点误差和空间不同测量点误差,1为部分测量空间,2为误差较小的区域。随着位置的变化,区域3处的误差变大,在位置4时其测量误差又变小。对于同一测量点,图3中实心点表示该点的实际值,环形区域表示该点测量误差的范围,内圈表示该点的最小误差,外圈表示该点的最大误差[10-11]。
关节臂式坐标测量机最佳测量区的应用需建立空间误差分布模型,据此绘制出空间误差分布图,从而确定最佳测量区等内容。其研究的关键在于空间误差分布模型的构建,其难点之一是采样数据是否足够多且符合各种实际应用情况,其次是建模方法的选择是否具有合理性。
关节臂式坐标测量机的空间误差模型是绘制整个工作空间误差分布图的基础,合理建立该模型是一项具有挑战性的工作。由于对此领域的研究在理论和技术上存在较大的难度,迄今为止还未得到解决。解决好该问题,有助于现有的测量机在不改变硬件和软件的前提下,直接提升测量精度。
最佳测量区技术应用于关节臂式坐标测量机,可帮助操作人员在测量时,合理布置被测工件位置,使工件置于最佳测量区,从而提高测量精度。
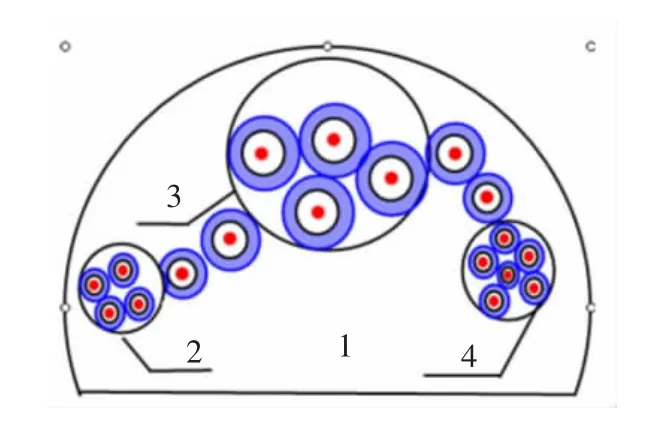
图3 测量误差示意图Fig.3 Measurement errors sketch
3 数据采集技术
关节臂式坐标测量机的数据采集实际上是采集6个关节变量的值,其包括标定数据的采集和测量数据的采集。不管是哪种数据的采集,都涉及到采样策略的问题。不同的采样策略,对关节臂式坐标测量机标定的结果差异较大;同样的道理,测量时不同的采样策略也会对测量精度造成较大的影响。
关节臂式坐标测量机的误差规律极为复杂,为了充分获取误差信息,从而进行误差补偿,应研究数据采集技术[12]。对于一台组装好的关节臂式坐标测量机,在采集标定数据时,可根据所采用的标定算法,如LM法和高斯牛顿法,研究采样次数对标定结果的影响;研究6个关节参数对标定结果的权重影响;研究关节采样覆盖率的大小对标定结果的影响,图4为关节臂式坐标测量机标定时的采样方式。
用标定好的关节臂式坐标测量机测量工件时,对不同的工件如形状、尺寸,应研究不同的数据采样策略。通常使各个关节取值在其相应的关节空间内均匀分布,如采样数较少时则应尽可能使第一关节的角度具有良好的采样覆盖率。通过分析各种采样策略的优劣,形成文件以指导用户正确使用坐标测量机。
数据采集技术的难点在于采样策略的随机性,这种不确定性必然导致标定结果和测量精度的随机性。对数据采集技术的研究需获取优化的、具体的采样策略,以提高坐标测量机精度的稳定性。
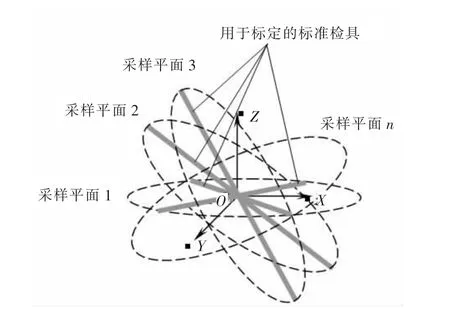
图4 标定时的采样方式Fig.4 Calibration sampling type
4 标定技术

图5 标定实验Fig.5 Calibration Test
关节臂式坐标测量机是一种坐标测量仪器,其精度不仅取决于高精度的测量机组件,更取决于整机装配完成后的结构参数,而标定技术正是通过实验的方法来获得这些结构参数的有效手段。图5为关节臂式坐标测量机的标定实验,其中标准工具为石英棒组件。
关节臂式坐标测量机的标定技术包括标准量的选取、标定模型的设计以及标定算法等方面的内容。标准量的选取主要考虑精度、稳定性、易用性及制造成本等因素。一般来说,标定关节臂式坐标测量机所用的标准量有高精度的长度测量设备如光栅测长装置、激光干涉测长装置;高精度的点坐标测量设备如正交坐标测量机、激光跟踪仪以及高精度的标准件如量块、球板、石英棒、单点锥孔等。这些标准量各有其优缺点,标定时应根据实际情况来选择。标定模型是根据选定的标准量而建立起来的,基于单点坐标的标定模型较简单,但存在两坐标系重合的问题,因而在实际中基于长度的标定模型用得较多。标定算法是为了求解测量模型中的结构参数,其是整个标定过程中的核心环节。标定算法的选择占据着举足轻重的地位,一般来说,关节臂式坐标测量机结构参数的求解主要有非线性最小二乘法、模拟退火算法、遗传算法等[13-16]。
标准量的选取是实施标定技术的基础,标定模型是依据标准量而构建的,标定算法是标定技术的核心,三者相互关联,缺一不可。标定技术中的难点在于标定算法的收敛性和有效性,其不仅受到标准量的影响,还受到数据采集次数、采集范围等因素的影响。
5 结 论
坐标是物体在空间存在最基本的描述形式,坐标测量机的出现是物体几何量测量中的重大突破。探讨了一机多模、最佳测量区、数据采集和标定等关键技术对关节臂式坐标测量机测量精度的作用,分析了这些技术实现的难点。这些关键技术相辅相成又互为不同,本文分别从不同的技术角度阐述了提高测量机测量精度的方法,这对于促进关节臂式坐标测量机的普及应用具有重大的理论价值和实际应用意义。
[1] LARRY A.Competition rising in portable CMMs[J].Quality Measurement Test and Inspection,2002,41(7):18-22.
[2] 张国雄.坐标测量技术新进展[J].航空精密制造技术,2008,44(3):16-19.
ZHANG Guoxiong.New progress of coordinate measuring technology[J].Aviation Precision Manufacturing Technology,2008,44(3):16-19.
[3] KAVAV I,KLEIN A.Apparatus and a procedure to calibrate coordinate measuring arms[J].Strojniski Vestnik Journal of Mechanical Engineering,2002,48(1):17-32.
[4] AGUILAR J J,SANTOLARIA J,YAGUE J A,et al.Calibration,non-geometric error modelling and correction methods for articulated arm coordinate measuring machines[J].International Journal of Mechatronics and Manufacturing Systems,2011,4:49-60.
[5] 叶 东.多关节坐标测量机的理论和技术[D].哈尔滨:哈尔滨工业大学,1999.
YE Dong.Theory and Technique of the Multi-Joint Coordinate Measuring Machine[D].Harbin:Harbin Institute of Technology,1999.
[6] 李爱林.柔性臂三坐标测量机原型的研究与开发[D].杭州:浙江大学,2006.
LI Ailin.Research and Development on Prototype in Flexible Arm Three Coordinate Measuring Machine[D].Hangzhou:Zhejiang University,2006.
[7] 王学影,刘书桂,张国雄,等.多关节柔性三坐标测量系统标定技术研究[J].哈尔滨工业大学学报,2008,40(9):1439-1442.
WANG Xueying,LIU Shugui,ZHANG Guoxiong,et al.Calibration technology of articulated arm flexible CMM[J].Journal of Harbin Institute of Technology,2008,40(9):1439-1442.
[8] HAMANA H,TOMINAGA M,OZAKI M,et al.Calibration of articulated arm coordinate measuring machine considering measuring posture[J].International Journal of Automation Technology,2011,5(2):109-110.
[9] SANTOLARIA J,AGUILAR J J,YAGRE J A,et al.Kinematic parameter estimation technique for calibration and repeatability improvement of articulated arm coordinate measuring machines[J].Precision Engineering,2008,32(4):251-268.
[10] 郑大腾,费业泰.柔性坐标测量机空间误差模型研究[J].机械工程学报,2010,46(10):19-24.
ZHENG Dateng,FEI Yetai.Research on space error model of flexible coordinate measuring machine[J].Chinese Journal of Mechanical Engineering,2010,46(10):19-24.
[11] ZHENG Dateng,HU Yonggang.Research on optimal measurement area of flexible coordinate measuring machines[J].Measurement,2012,45(3):250-254.
[12] 奚 思,于连栋.关节式坐标测量机结构参数标定优化采样策略[J].电子科技,2012,25(8):132-134.
XI Si,YU Liandong.Optimized sampling strategy of parameters calibration for PCMM[J].Electronic Science and Technology,2012,25(8):132-134.
[13] 陈振羽,付楚胜,李德华.基于遗传算法的多关节三维扫描仪系统参数定标[J].红外与激光工程,2003,32(5):535-538.
CHEN Zhenyu,FU Chusheng,LI Dehua.Genetics-based calibration algorithm for structure parameters of multi-joints 3Dscanner[J].Infrared and Laser Engineering,2003,32(5):535-538.
[14] 高贯斌,王 文,林 铿,等.应用改进模拟退火算法实现关节臂式坐标测量机的参数辨识[J].光学精密工程,2009,17(10):2499-2505.
GAO Guanbin,WANG Wen,LIN Keng,et al.Parameter identification based on modified annealing algorithm for articulated arm CMMs[J].Optics and Precision Engineering,2009,17(10):2499-2505.
[15] KOVAC I,FRAND A.Testing and calibration of coordinate measuring arms[J].Precision Engineering,2001,25(2):90-99.
[16] 汪平平,费业泰,林慎旺.柔性三坐标测量臂的标定技术研究[J].西安交通大学学报,2006,40(3):284-288.
WANG Pingping,FEI Yetai,LIN Shenwang.Calibration technology of a flexible coordinate measuring arm[J].Journal of Xi′an Jiaotong University,2006,40(3):284-288.
猜你喜欢
航空学报(2022年5期)2022-07-04
内燃机与配件(2022年2期)2022-01-17
汽车维修与保养(2020年11期)2020-06-09
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年6期)2019-06-25
自动化与仪表(2019年2期)2019-03-06
数字通信世界(2019年1期)2019-02-14
中国惯性技术学报(2017年1期)2017-06-09
中国设备工程(2017年10期)2017-01-20
光学精密工程(2016年3期)2016-11-07
