
转向系统中间轴耐久性测试机控制系统研发
2014-12-02 01:40林砺宗陈建峰周永欣
制造业自动化 2014年21期
林砺宗,韩 帅,陈建峰,黄 超,周永欣
LIN Li-zong, HAN Shuai, CHEN Jian-feng, HUANG Chao, ZHOU Yong-xin
(华东理工大学 机械与动力工程学院,上海 200237)
0 引言
相比较传统的机械转向系统、液压转向系统,电动助力转向系统(Electric Power Steering System,EPS)具有节能环保、布置灵活、性能拓展性强等优点,在各级别乘用车中应用普遍[1,2]。且具备完全取代传统液压助力转向系统的趋势[3]。现今乘用车一般所用电动助力转向系统为管柱式电动助力转向系统(Column type Electric Power Steering,C-EPS)[4],但在实际使用中其中间轴比较容易出现失效而对人的生命安全产生重大的威胁[5]。汽车设计和制造缺陷是影响汽车安全的重要因素,我国法律要求汽车制造商以召回的方式消除缺陷[6]。
2012年3月,东南(福建)汽车工业有限公司决定召回2008年6月4日至2012年1月5日期间生产的三菱君阁,共计7127辆。召回原因:转向柱中间轴在生产过程中焊接不良,导致中间轴和转向柱焊接强度不足,车辆在极端行驶情况下,该焊接处存在开裂的隐患,影响车辆正常行驶。极端情况,有可能导致转向操控失效。
2012年12月,四川一汽丰田汽车有限公司长春丰越公司、丰田汽车(中国)投资有限公司决定召回部分缺陷汽车,共计3833辆。召回原因:由于车辆转向装置中连接方向盘与转向机的零件(中间轴)的齿形花键强度不足。如果在低速行驶中重复强力打满舵,零件的连接部位会发生松动。
由此可以看出对C-EPS中间轴进行耐久性测试具有重大的意义,但国内企业并没有对这方面测试技术给予足够的重视,也很少有相关的研究人员对其进行研究,并生产制造相应的测试设备。这主要因为在对中间轴进行测试时需要高频率大位移的来回运动,而国内这方面的技术并不成熟。
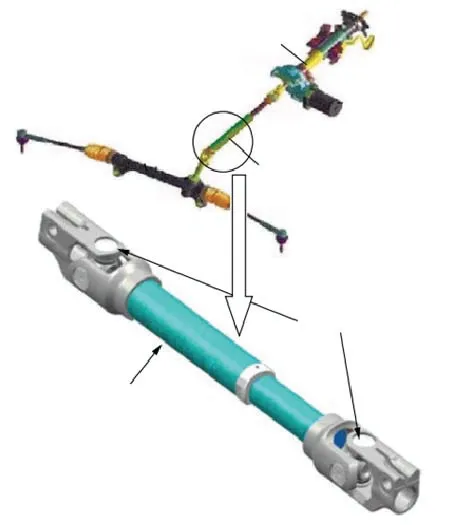
图1 中间轴结构
1 硬件部分
中间轴通常由一对可滑动的内、外轴和两个十字轴万向节组成,如图1所示。
1.1 测试机结构
测试机分为两个工位,工位A和工位B,内轴部分经过万向节和夹具固定在基座1上,外轴部分经过万向节和夹具固定在伸缩缸上,伸缩缸和伺服电机组成一个整体定位于基座2之上,由此通过伺服电机的旋转动作即能带动外轴部分进行高频率大位移的伸缩动作,进行中间轴的耐久性测试,如图2所示。整套设备固定于底座上保证整个系统的稳定,可靠。机器上辅助器件有原点传感器,平恒杆,拉压力传感器等,分别用于机器回机械原点,保证中间轴的平恒和实时压力的显示。

图2 测试机结构
1.2 电机选型计算
依据测试设备的要求,要满足测试机对中间轴进行高频率大位移的耐久性测试,对电机的选型至关重要。结合丝杠以及其他设备的一些相关参数和计算,对试验台电机的选型计算作如下处理。已知条件如表1所示,计算公式及结果如表2所示。

表1 实验测试已知参数
根据以上计算结果,我们选择了性能良好的交流伺服电机,电机的额定角加速度为31000rad/s2,额定扭矩2.39N.m,加速度314rad/s2,同时该电机从启动到达到最大角速度的时间为0.01s。设备在实际运行中发现,所选电机完全满足要求。
1.3 控制系统硬件
工作台的控制系统采用工控机与运动控制器相结合的模式。运动控制器采用一种可编程的运动控制卡,它是用脉冲输出的方式,对伺服控制器进行位置控制,实现多轴联动,以满足实验测试机的要求。其功能还包括脉冲计数、数字输入、数字输出以及模拟量输入。它可以发出连续的、高频率的脉冲串,通过改变发出脉冲的频率来控制电机的速度,改变发出脉冲的数量来控制电机的位置,它的脉冲输出模式包括脉冲/方向、正负脉冲方式。脉冲计数可用于编码器的位置反馈,提供机器准确的位置,纠正传动过程中产生的误差。专用数字输入/输出口可用于限位、原点开关的控制,通用数字输入/输出口用于控制一些开关量,以实现加工中的一些辅助功能。

表2 计算公式及结果
在控制系统的设计方案中,PC机和运动控制卡构成主从式控制结构。当运动控制卡接收PC机的运动命令后,把命令转换成与运动参数相关的一定频率脉冲串,来控制交流伺服驱动器,这些脉冲经过伺服控制器处理后驱动电机,使电机按照相应的频率运行至目标位置。运动控制系统结构图如图3所示。

图3 运动控制系统结构图
2 软件部分
2.1 理论基础
系统采用的是位置控制方式。位置控制器的作用是通过比较设定的目标位置与电机的实际位置,产生电机的速度指令并使电机准确定位和跟踪。
在本工作台中,为了提高测试效率,有时需要两个工位同步工作。所以,当需要两工位同步运动时,将A工位设置为主工位,B工位设置为从动工位跟随主工位A的运动。
主工位A的运动模式采用的是PT(位置和时间)模式,PT模式非常灵活,能够实现任意速度规划,可以用输入的位置和时间参数来描述运动规律。该模式使用一系列“位置、时间”数据点描述速度规划。例如现在将速度曲线分割成5段,如图4所示。

图4 4PT模式运动图解
整个速度曲线被分成5段,第一段起点速度为0,经过时间T1运动位移P1,因此第一段的终点速度为第二段起点的速度为v1,经过时间T 2 运动位移P 2,因此第2 段的终点速度为第3、4、5段以此类推。我们只需要给出每段所需的时间和位移,运动控制器会算出计算段内各点的速度和位移,生成一条光滑的速度曲线。为了得到光滑的速度曲线,可以增加速度曲线的分割段数。一次完整的PT运动,第一段的起点位置和时间被设定为0,各段的终点的位置和时间都是相对于第一段的起点的绝对值。位置的单位是脉冲,时间的单位是毫秒。
为了将B工位的运动跟A工位的运动同步,本文中将B工位设置为电子齿轮模式。电子齿轮模式可以将2工位或者多工位联系起来,实现精确的同步运动,从而替代传统的机械齿轮连接。同时电子齿轮模式能够灵活的设置传动比,节省机械系统的安装时间。在该模式下,一个主轴可以驱动多个从轴,从轴可以跟随主轴的规划位置以及编码器位置。
当B工位单独进行运动时,B工位的运动模式也采用PT模式。
由于要使得各个工位的运动路径为正弦波形,同时速度又需要满足要求,在本文中采取将每个周期的正弦波形分成40段。如图5所示,一个周期T等分为40份,所以t=T/40,由此构成一个周期的运动序列。
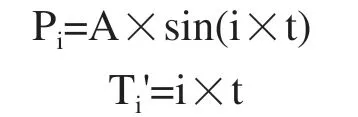
式中Pi为运动控制器PT模式中的Position,Ti'为运动控制器运动PT模式中的Time,A为振幅,i为(0~40)(每个周期的分割段数),t为周期的1/40。计算过程软件代码如下:
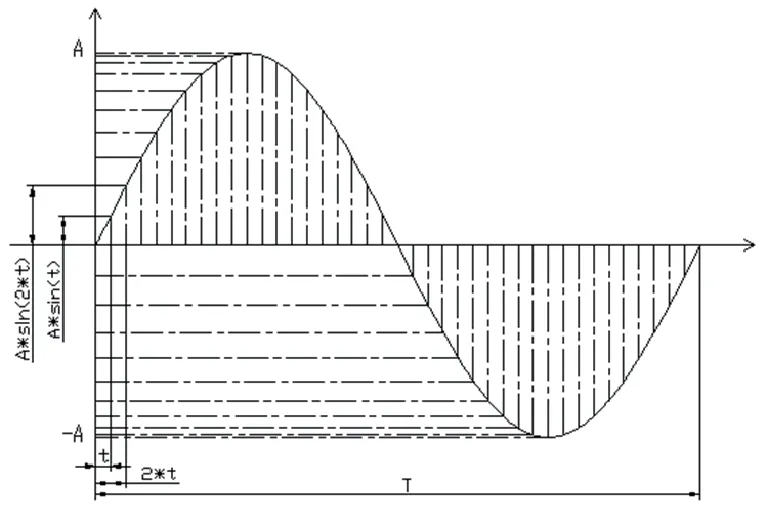
图5 正弦曲线位移分割

图6 拟合后曲线

为了验证本文中采用的分割方法与理想条件的误差,现以振幅为3mm频率为5Hz为例对一个周期进行分析。在此分析中将一个周期按时间等分为40份。所得时间与位移均保留16位小数以OriginPro8画出折线图,并以方程y=y0+A×sin(pi×(x-xc)/w)对折线进行非线性拟合[7],所得结果如图6所示,黑色小方块为41个独立的点,红线为拟合后的正弦曲线。因为分析曲线的振幅为3mm频率为5Hz,所以原曲线方程为y=A×sin(x×pi/100),经过拟合所得曲线方程为:y=(1.33694E-16)+3×sin(pi(x+(2.66454E-15)/100)参数及标准误差如图7所示。而41个点相对于曲线所形成的误差如图8所示,从图中可以看出误差绝对值小于5.00E-0.15完全能满足测试的要求。

图7 拟合结果参数

图8 变量残余

图9 参数设置界面
2.2 参数设置及实现
中间轴的耐久性测试过程分为多个Loop,每个loop包含多个Step。软件实现如图9所示。本机可以设置多达65535个Loop,每个Loop可以由65535个Step组成,每个Loop的循环次数最高可达231次。而在对Loop中Step设置中可以对Step进行循环次数设定,最高次数可达32767次。
Step最高频率可达15Hz,最大位移为10mm。因为频率越高时位移越小,经过对实际机器测试,对参数的设置必须做如下的限制:
1~5Hz最大位移10mm;
6~9Hz最大位移8mm;
10~12Hz最大位移5mm;
13~15Hz最大位移2mm。
当参数设置好后,把参数保存入数据库,而在运动过程中将先对参数进行如上一节所述的计算,而后通过软件写入运动控制器中开始运动。
2.3 软件结构及流程
上位机选用通用操作系统Windows XP作为开发平台,该平台支持丰富的软件开发工具,采用模块化的软件设计方法,利用VC++6.0编写上位机控制程序。其主要包括初始化模块,设置模块,状态显示模块等,初始化模块包括软件初始化,运动控制器初始化;设置模块包括参数修改及运动工位选取;显示模块包括测试过程中运动状态显示,实时运动波形显示,以及实时拉/压力波形显示等。具体控制流程如图10所示。
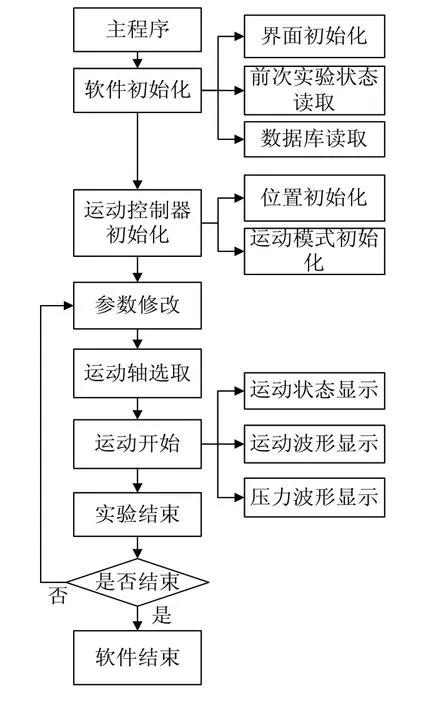
图10 程序流程图解
2.4 软件界面及功能简介
软件界面分为运动工位选取区,Loop设置区,运动曲线显示区,执行状态显示区,Step设置区,压力状态显示区,功能区。
运动工位的选取区:可以单独选择A工位或B工位也可以同时选择。
Loop设置区:软件可以设置65535个Loop,每个Loop中可以设置65535个STEP。
运动曲线显示区:可以显示当前运动中的正弦曲线波形并提示当前运动幅度和运动频率;执行状态显示区:显示当前运动的Step及Loop,以及当前的运动次数。

图11 程序界面及功能
Step设置区:设置每一个Step的振幅,频率,及相应的执行次数,最大设置振幅为5mm,最高设置频率为15Hz。
拉/压力状态显示区:显示当前中间轴所受到的拉/压力,并以波形显示。
功能区:此区包括对设置数据库的保存及对实验结果的报表导出,运动的回零,开始,停止及暂停等。
3 结束语
汽车中间轴测试系统已经于2013年12月设计安装完成并交付生产使用,完成了多种型号的汽车中间轴多次的试验检测,目前机器运行正常,功能完善,测试数据准确,操作简便,可靠性高,为工厂的生产发展提供了有力的监测手段。
[1]Hiroyuki MIYAZAKI.TECHNICAL TRENDS IN STEERING SYSTEMS[J].Proceedings of the 7th JFPS International Symposium on Fluid Power,TOYAMA 2008September 15-18,2008:133-136.
[2]M.Noguchi,Trends and Future Views on Steering System technology[J].Koyo Engineering Journal 2001,159:39-43.
[3]张剑.管柱式电动助力转向系统中间轴简述[J].科技信息,2012,28:143-144.
[4]UEDA H.Technical Trends Regarding Intermediate Shaft in Steering Systems[J].Koyo Engineering Journal English Edition,2005,168:14-17.
[5]张卫亮,肖凌云,刘亚辉.汽车转向系统缺陷风险评估准则与汽车召回案例[J].汽车安全与节能学报,2013.4 .
[6]王琰,王赞松.我国汽车召回现状和模式分析[c].中国汽车工程学会年会.天津,2007:470-474.
[7]戴能云,廖平,王建录,刘学云.基于MATLAB的平面线轮廓度误差评定[J].计算机测量与控制.2010.18(7):1590-1592.
猜你喜欢
数学杂志(2022年4期)2022-09-27
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
船海工程(2019年3期)2019-07-03
汽车实用技术(2018年20期)2018-10-26
中成药(2017年12期)2018-01-19
北京汽车(2017年4期)2017-10-13
杭州(2015年9期)2015-12-21
弹箭与制导学报(2015年1期)2015-03-11
