
无轨同步双边焊接小车在工程中的研究与应用
2014-12-14 12:19中铁十五局集团第一工程有限公司陕西西安710018李红旭
金属加工(热加工) 2014年6期
中铁十五局集团第一工程有限公司(陕西西安 710018)李红旭
湖北精工钢结构有限公司 (武汉 430415) 姜殿忠
钢结构具有自重轻、建设周期短、适应性强、造型美观、维护方便等优点,其应用越来越广泛,而钢材本身具有材质均匀,质量稳定,强度高,塑性韧性好,抗冲击和抗振动能力强等特点。经历了汶川和日本大地震的考验后,高层钢结构、空间钢结构、桥梁钢结构、轻钢钢结构和住宅钢结构等工业与民用建筑如雨后春笋,遍布全国。
钢结构主要的结构类型为H型钢柱/梁、箱型柱/梁,常规的H型及箱型构件采用门式埋弧焊进行焊接,但是<350mm箱体截面采用门式双丝埋弧焊。由于H型钢翼缘板较宽且截面较小,焊机机头与H型钢翼缘板干涉,使门式埋弧焊无法正常施焊,所以针对以上焊接问题,结合现场工作实践经验制作了无轨同步双边焊接小车,在使用的过程中既保证了焊缝的内部质量,也提高了焊接的生产效率。
1.传统工艺焊接方法
常规的H型钢由两块翼缘板及一块腹板组成,采用成都振中的门式埋弧焊焊接(见图1);箱型构件由两块翼缘板和两块腹板组成,采用门式双丝埋弧焊焊接(见图2)。

图1 门式埋弧焊
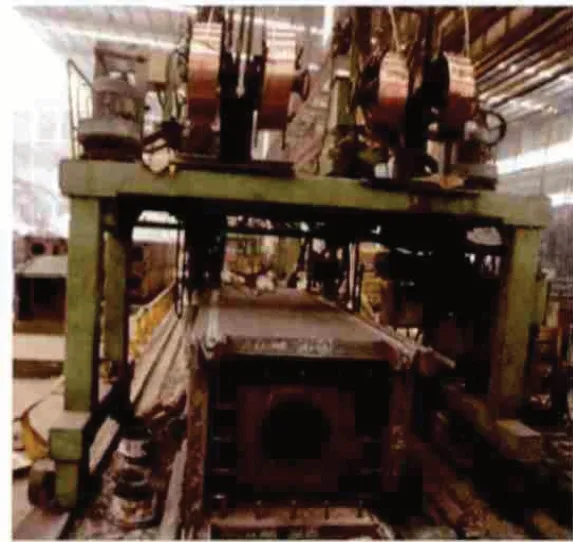
图2 门式双丝埋弧焊
非常规的H型钢(翼缘板较宽,截面较小)无法实施焊接(见图3),箱体小截面无法实施焊接的情况如图4所示。针对以上两种类型构件班组在焊接时通常采用手工焊接,不仅焊接效率低、焊缝质量难以保证,而且焊缝外观成形差。

图3 宽翼缘小截面H型钢
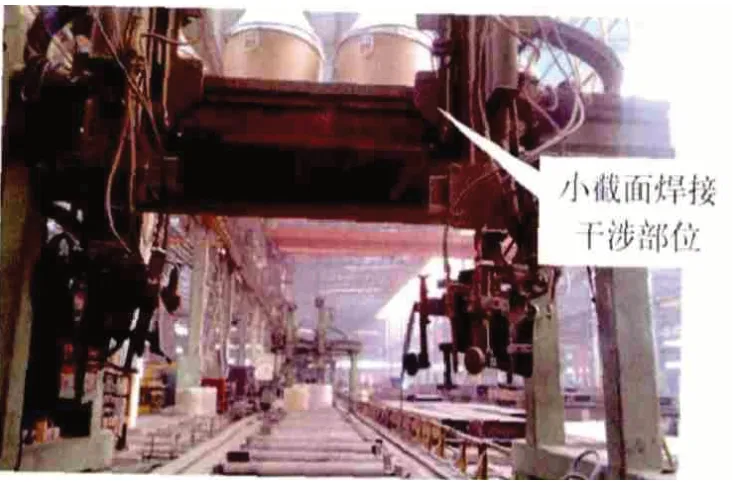
图4 门式埋弧双丝焊力臂间距350mm
2.改进型工艺要点分析
(1)无轨同步双边焊接小车制作材料 同种规格及型号的气体保护焊机两台;用于组立的宽500mm的H型钢翼板两块,宽200mm的腹板一块;350mm小截面的箱体翼缘板及腹板各两块;管道切割机一台;管道切割机上连接杆及其转动轴等。
(2)无轨同步双边焊接小车构成 组成无轨同步双边焊接小车的主要结构以及焊接小车在H型钢及箱型上的应用如图5所示。
(3)无轨同步双边焊接小车工作原理 首先将CO2气体保护焊焊枪3固定在连接杆1两端,将带有焊枪3的管道切割机小车装置4置于待焊件6上,通过调节轴系2、5调整焊枪3的焊接角度,待焊枪3角度调节后启动管道切割机小车装置4,由管道切割机小车装置4的行走路径带动焊枪3进行焊接宽翼缘H型钢及小截面箱型。
(4)无轨同步双边焊接重点剖析 第一,管道切割机小车采用车轮为永磁性小车,调整直线行驶路径,进而带动气体保护焊焊枪向前施焊,避免了非磁性小车向前行走过程中行走路径发生变化。
第二,两台气体保护焊焊机选择型号相同的奥太焊机,焊接前将焊接参数、焊枪角度调节到正常施焊的焊接状态,避免了不同型号焊机双边焊接时不同步对焊缝产生不良影响。

图5
第三,焊接前预先将焊接腹板按常规要求采用半自动切割机加工坡口,并利用校正机将板件校正平整,严禁利用波浪变形的板件组立、焊接。
第四,气体保护焊焊枪在施焊前需将焊枪稳固的固定在转动轴上,避免松动影响正常施焊。
第五,H型钢或箱型在正式焊接前,应在端头加设引弧板及引出板,材质与母材材质相同,进而保证主体焊缝的焊接质量。
3.结语
工厂制造车间自使用此无轨双边同步焊接小车以来,解决了宽翼缘小截面H型钢及箱体小截面无法使用门式埋弧焊焊接的难题。应用此新型双边同步焊接小车,焊接生产效率较传统手工焊接效率显著提高,焊接后焊缝内部质量通过UT检测合格率明显提高,同时减少了工人手动焊接的工作强度。实现最终目标:提高工作效率,节约生产成本,降低劳动强度,为其他同类型构件的焊接起到参考借鉴作用。
猜你喜欢
石油化工建设(2018年2期)2018-07-11
石油化工建设(2018年2期)2018-07-11
石家庄铁道大学学报(自然科学版)(2017年4期)2017-12-18
国防交通工程与技术(2016年5期)2016-10-13
石油化工建设(2015年6期)2015-12-01
石油化工建设(2015年6期)2015-12-01
焊接(2015年8期)2015-07-18
焊接(2015年8期)2015-07-18
中国新技术新产品(2014年2期)2014-12-25
机械制造文摘(焊接分册)(2014年5期)2014-03-20
