
基于UG装配环境的单向阀体电火花成形数控编程的应用
2015-01-23 05:57荣天爱陈济轮马海鹏
电加工与模具 2015年4期
荣天爱,陈济轮,张 昆,朱 波,马海鹏
(首都航天机械公司,北京100076)
在航天系统的电火花加工领域,目前多采用Solidworks、AutoCAD等基础三维软件,相比之下,UG NX的参数化设计优势更突出,环境更优越,且制造功能强大,电极设计后可在UG制造模块下直接进行数控编程,实现设计制造一体化。
采用UG CAD/CAM模块进行数字化设计与制造一体化,可形成更高效、快捷的整体制造模式。在航天系统领域开展基于UG装配环境的电火花成形加工研究,对推进UG设计制造的集成化开发和应用具有深远的意义。
1 UG电火花成形CAD/CAM工艺设计
UG装配模式下的电火花成形数控编程的一般流程见图1。编程的两个基本条件是建立零件和电极的CAD模型,在建立零件三维模型、创建反拷电极后,进入UG装配模式。通过电极和零件的相对运动,检查运动干涉情况,并确定电极运动的中心点,再根据点数据形成刀位轨迹,通过位置运动模拟仿真,最终完成电火花数控程序的编制。
2 单向阀体电火花成形设置原则及方法
2.1 几何体造型
在零件建模过程中需充分考虑材料的电火花放电特点,通过对零件加工部位的处理与优化,修正设计工艺辅助边界,以便于零件的加工。一般情况下,零件的设计应以公差中值作为理论尺寸,通过粗加工、半精加工、精加工过程最终保证设计性能指标。图2是进气环零件剖面图,图3是锥孔示意图。
2.2 电极设计
根据UG设计特征和布尔运算生成电极时,需注意电极装夹部位的设计,保证电极定位中心和机床主轴中心重合,电极的长短以加工部位下限长度为基线,以避免干涉为前提。图4是电极设计示意图,图5是锥孔电极放大图。
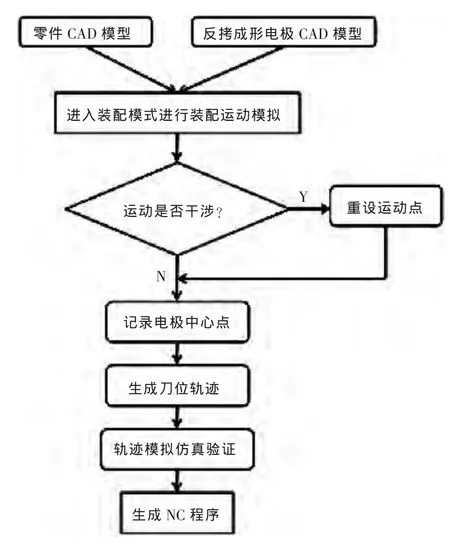
图1 UG装配模式的电火花成形数控编程的一般流程
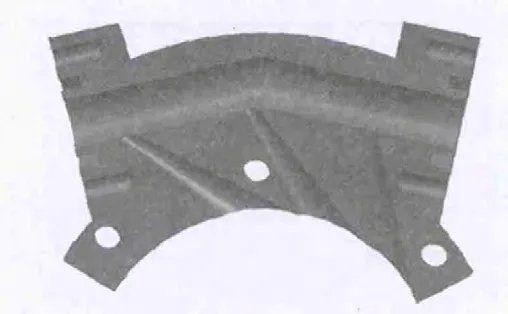
图2 进气环零件剖面
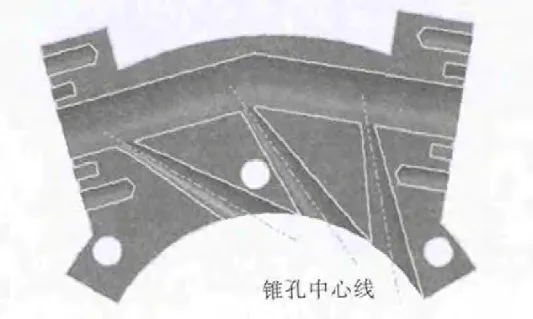
图3 锥孔示意图
设计电极时,还应根据放电量增大或缩小相应设计尺寸,形成电极尺寸的最优化。图6是电极设计示意图,图7是在此基础上进行参数改动后形成的新电极,根据上述原则可生成多个电极。图8是其他阀类零件的电极实物。
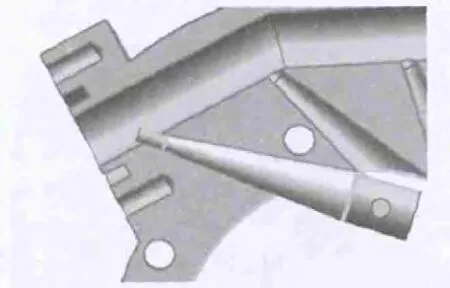
图4 电极设计示意图

图5 电极放大图

图6 电极设计示意图
图7 优化电极设计示意图
图8 其他阀类零件的电极实物图
2.3 干涉检查
将进气环零件作为装配体,并将锥孔电极作为装配组件添加到装配体中。通过锥孔电极和进气环零件的相对运动,达到蚀除零件材料的目的。在锥孔的运动过程中,需避免过切现象,可通过干涉检查来实现。图9是电极运动过程中的干涉高亮显示,图10是电极无干涉的情况(对话框表示电极面和装配体接触)。
图9 电极干涉显示

图10 电极无干涉
2.4 轨迹模拟的验证
图11 是轨迹模拟过程中的电极中心移动示意图。在分析多锥孔进气环的结构特点后,设计电极的运动方向为自外而内渐入。先运动到图12所示的最终加工部位,再自内而外抽离,形成完整的电火花成形加工刀位轨迹。

图11 电极中心移动示意图
图12 电极最终加工部位
2.5 优化电极轨迹及数控电火花编程
在电极加工运动过程中,既要避免零件与电极的干涉,也要尽可能做到少量移动。对于电火花成形加工来说,由于加工过程中的多轴联动与旋转都会使生产效率降低,电极损耗会增大,加工速度会变慢,故可尽量通过单轴运动来实现加工需要。
采用UG装配模式生成的数控电火花加工程序如下:
(PL ON OFF IP SV S LP DN JS LNS STEP V HP PP C ALV OC LF JM LS LNM);
N10 C160 JS003;加工条件赋值
N20 UP15 DN80;
N30 G00 G54 G90 G92 X0.0 Y0.0 Z100 U0;
N40 G00 X 62.555 Y 65.358 U-154.Z0.0;
N50 G01 X 45.235 Y 55.358;
N60 G01 X-4.198 Y 31.248;
N70 G03 X-4.743 Y 31.170 I 4.198 J-31.248 U+1.0;
......
N250 C120 JS001;
N260 UP10 DN90;
N270 M02;
程序结束。
3 结论
通过伺服系统单向阀体项目的实践,对UG Assembly有了更充分的认识,并取得了较好的效果,既得到了客户的认可,又提高了对工程项目的适应能力。
(1)UG强大的参数化设计功能,使产品和电极的设计可集中控制,如:在电极尺寸微改动的同时,产品和装配环境可同时更新,既节省了重复建模的时间,又保证了设计效率。
(2)UG装配模块的应用可进一步延展,不仅适用于本文所述阀类产品的数控编程,还适用于复杂扭曲叶片的涡轮盘类产品。
未来将进一步加强对UG Assembly的应用性研究,争取早日实现电火花成形的一体化制造,为航天制造能力的整体提升贡献力量。
猜你喜欢
火箭推进(2022年5期)2022-10-19
内燃机与配件(2020年18期)2020-09-10
湖北农机化(2020年4期)2020-07-24
设备管理与维修(2019年19期)2019-05-03
制造技术与机床(2018年9期)2018-09-19
山东工业技术(2018年7期)2018-03-30
电子制作(2017年17期)2017-12-18
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
新课程学习·下(2015年2期)2015-10-21
