
轧钢生产线加热炉前辊道上料机构设计及分析
2015-03-20 12:42牛怡珺
机械管理开发 2015年6期
牛怡珺
(重庆大学机械工程学院,重庆 400044)
引言
线材、棒材、型材轧制过程就是将一定规格长度的钢坯经过加热炉加热到1 100~1 150℃轧制温度后,经过一系列轧制工艺过程,最后形成符合一定性能尺寸要求的线材、棒材或型材。加热炉前设备一般由储料冷床,入炉辊道,从储料冷床到入炉辊道的上料设备,固定挡板和升降挡板等组成。其中上料机构的选型,每位用户都会根据各自生产工艺的要求进行反复研究,慎重选择。目前上料设备的主要形式包括四连杆平托移动式机和旋转平托式上料机构等。结构原理图如图1所示。
液压式推钢机(图1-1)优点:上料及落料过程比较平稳,工作现场噪音小。缺点:设备电气控制复杂,运动轨迹固定不能调整,设备布置空间大。四连杆平托移动式机构(图1-2)优点:设备结构简单、控制方便。缺点:运动轨迹固定不能调整,容易拉伤钢坯表面[1],工作现场噪音大。旋转平托式上料机构(图1-3)优点:该机构可以实现二维平面的运动,适合大型钢坯的工况。缺点:运动副多,故障点多,设备复杂、重量重。

图1 常用上料设备
刘庆祖在文章上料台架的机构分析与计算中介绍了一种由曲轴带动的钢坯上料台架[2],Wang,C.Z.1Song,J.C.2在文章 Material uninterrupted feeding technology and feeding speed control research of large electroslag remelting furnace中研究了实现上料机构不间断上料的技术及其速度控制[5],Arafa1,H.在文章Design of Feeding Mechanism for Machine Tools中介绍了一种由齿轮载荷的多少决定导轨路线的上料机构设计。
本文主要研究一种新型的上料机构,设备特点:由机、电、液高度配合经过PLC控制来实现将钢坯从储料冷床平稳准确地移送到入炉辊道。
1 上料机构的方案原理
1.1 上料机构结构原理
目标设计的上料机构在轧钢生产线将要运载规格为120mm×120mm×12 000mm质量为1 356kg的钢坯,机构上的托盘水平移动距离为585mm,上下移动距离300mm,根据平面连杆机构设计的原理[4],采取机械式托料方式,上料机构结构原理图如图2所示。

图2 上料机构结构原理图
上料机构机械部分由序号4升降油缸,序号5构件,序号6平移油缸,序号7滑块组成。C点为移动副,实现序号4升降油缸工作过程,可推动构件5围绕转动副A摆动;D点移动副表示序号6平移油缸工作过程,可推动滑块7沿着构件5(导杆)移动;序号7滑块为上料机构托盘。
1.2 上料机构液压控制
上料机构的工作过程,由升降油缸和上料平移油缸协调配合来实现,升降油缸液压原理图如图3所示。
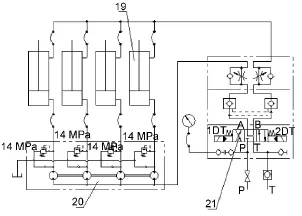
图3 升降油缸液压原理图
序号19为升降油缸共4台;序号20为液压同步马达;序号21为电液控制阀组。要点是通过液压同步马达,保证4台升降油缸同步升降。电液控制阀组控制4台升降油缸同时动作。

图4 上料平移油缸液压原理图
序号22为平移油缸,共4台;序号23为液压同步马达;序号24为电液控制阀组。要点是通过液压同步马达,保证4台平移油缸同步移动。电液控制阀组控制4台平移油缸同时动作。
1.3 上料机构电气控制
上料机构结构原理(如图2所示),序号4升降油缸运动轨迹为上中下3个位置分别对应轨迹点A、B、D,分别由3个接近开关检测。序号6平移油缸有两个极限位置分别由2个接近开关检测。检测信号反馈到PLC控制系统来实现控制功能,电气控制原理图如下页图5所示。
电气控制原理动作说明:
1)上料托盘由初始停止位SQ1上升至SQ2(上料位置),停留0.5s。
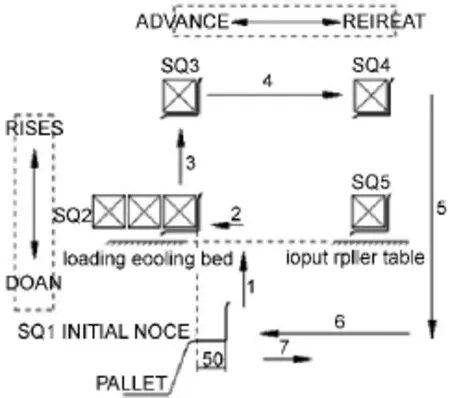
图5 电气控制框图
2)上料托盘上升至SQ3停止,然后退至SQ4停止。
3)上料托盘下降至入炉辊道位置SQ5,完成落料工作。
4)上料托盘下降至SQ1初始停止位,然后回退50mm。
1.4 上料机构设备总体布置
上料机构设备总体布置图如图6所示。

图6 上料机构设备总体布置图
图中序号14为上料机构,共布置有4台;序号15为钢坯检测仪,共2套;序号16为入炉辊道;序号17为钢坯料,规格120mm×120mm×12 000 mm;序号18为钢坯储料床。
当2套钢坯检测仪同时检测到入炉辊道没有钢坯信号时,电气控制系统发出上料指令,这时上料机构按照运动轨迹完成一套上料动作,完成上料动作后,如果钢坯检测仪仍然没有钢坯料信号时,说明上料失败,这时仍然按照运动轨迹进行上料动作。如果钢坯检测仪检测到钢坯信号后,上料动作停止,入炉辊道启动将钢坯料送进加热炉,钢坯检测仪发出无料信号后,上料机构工作,保证入炉辊道一直有料备用。
2 上料机构运动路径分析
机构运动路径分析如图7所示,其中序号1为储料冷床,功能:进入加热炉的钢坯料,首先要储存在该冷床上;序号2表示上料机构将坯料从序号1储料冷床移动到序号3入炉辊道设备的过程;序号3为入炉辊道:电机减速机驱动,功能是将钢坯料按生产工艺要求加热炉。

图7 上料机构功能示意图
其中上料机构为关键设备,由于上料机构不同的选型将直接影响入炉区设备的整体布局及相关设备的控制方式。

图8 上料机构托盘运动路径分析
序号8为上料托盘等待上料位置;序号9为上料托盘上料中间位置;序号10为上料托盘上料位置;序号11为上料托盘托料最高位置;序号12为上料横移位置;序号13为上料机构托盘落料后托盘最低位置。上料机构托盘上升由升降油缸来实现,上料机构托盘横移由平移油缸来实现,上料托盘运动路径如图8、9所示。

图9 上料托盘运动路径图
A点为上料托盘原始位置,上料托盘运动轨迹为A→B→C→D→E→F→A由此完成一次上料循环。
3 结语
本文提出了一种集机、电、液一体化的轧钢生产线加热炉前辊道上料机构的结构,完成了工作原理的分析和结构设计,液压控制原理和载荷计算以及电气控制的原理动作设计分析,该机构具有自动检测和识别工作对象的功能,根据检测和识别的结果自行做出下一步动作的决策的特点。通过该上料机构在轧钢生产线的使用效果表明,该机构结构合理,运行平稳,对钢坯及辊道冲击小、噪音低,使用情况理想。本文通过对轧钢生产线加热炉前辊道上料机构的设计,提高了上料能力和上料速度,同时达到了节能的效果,适应现代化轧钢的需要,在装备制造业同类型的使用场合中具有借鉴及实用价值,对现代化生产有着重要的意义。
[1] 曹丙起,曹玥.钢坯上料台架的分析与改造[J].天津冶金,2010(3):51.
[2] 刘庆祖.上料台架的机构分析与计算[J].设计技术,2006(3):32-33.
[3] 黄茂林.机械原理[M].第2版.北京:机械工业出版社,2010.
[4] 高建发,邓黎勇,张彦斌,等.PLC在加热炉自动送料系统中的应用[J].电气自动化,1995(3):53.
[5] Wang,C.Z.1Song,J.C.2“Material uninterrupted feeding technology and feeding speed control research of large electroslag remelting furnace[J].Proceedings of China Modern Logistics Engineering Lecture Notes in Electrical Engineering Volume,2015,286:40-42.
猜你喜欢
橡塑技术与装备(2021年24期)2021-12-30
橡塑技术与装备(2021年12期)2021-06-24
橡塑技术与装备(2021年1期)2021-01-05
重型机械(2020年2期)2020-07-24
河北省科学院学报(2020年4期)2020-03-19
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
陶瓷学报(2015年4期)2015-12-17
天津冶金(2014年4期)2014-02-28
机械与电子(2014年3期)2014-02-28
