薄板件多工位装配尺寸误差建模与仿真
2015-03-23 02:49周玲华余德忠徐向纮
中国计量大学学报 2015年2期
周玲华,余德忠,徐向纮
(中国计量学院 机电工程学院,浙江 杭州 310018)
薄板件多工位装配尺寸误差建模与仿真
周玲华,余德忠,徐向纮
(中国计量学院 机电工程学院,浙江 杭州 310018)
为保证薄板件装配尺寸精度,分析了两种主要误差源夹具尺寸误差和零件尺寸误差,尤其是定位销误差与零件孔间隙对装配尺寸误差的影响.采用状态空间法建立了薄板件多工位装配尺寸误差传递模型,并以某汽车地板薄板样件为例,运用所建立的尺寸误差模型对薄板样件进行仿真计算,仿真结果与实际测量结果进行对比,验证了模型的正确性和实用性.该模型可应用于多工位装配尺寸误差源诊断、装配过程夹具优化设计和装配过程稳定性分析等.
薄板件;多工位装配;尺寸误差;建模与仿真
薄板件广泛应用于汽车、航天、高速列车、仪器仪表等行业,其装配精度是反映产品质量的重要指标.白车身一般有300个左右的薄板件,需在几十个站位高达1 500~2 000个定位夹具上完成装配[1].研究发现,汽车车身尺寸误差质量问题主要是由于夹具偏差导致[2-3].
1997年,HU[4]首先提出误差流理论.Ramesh[5]研究了单工位装配过程.JIN和SHI[6]提出利用状态空间模型对多工位薄板装配进行建模.DING[7]利用状态空间法建立了二维多工位薄板装配误差流模型.RAMAKRISHNA和CAMELIO分别研究了刚体/柔性件多工位装配误差建模理论[8-9].田兆青和来新民等对多工位薄板装配误差流建模进行了研究[10].本文在文献[10]的基础上,把定位销和定位孔间隙考虑进来,研究了销孔配合间隙,改进了夹具偏差组成,使该模型更有效地运用到实际装配过程中,并用Matlab仿真薄板样件装配尺寸误差,获得装配尺寸偏差规律.
1 装配假设
薄板件中结构件具有刚度大不易变形的特点.根据大量研究结果,结构件对最终产品的尺寸质量影响占主导作用,所以本文只研究结构件薄板零件的误差传递模型.本文提出以下假设:1)参与装配的零件都被认为是刚体,因而不用考虑零件变形的影响;2)连接方式为搭接,能吸收沿零件平面方向的偏差;3)采用3-2-1定位,此定位方式中,X-Z面内的偏差与Y方向偏差可以相互独立分析.
基于以上的假设,多工位薄板装配的尺寸误差主要来源于夹具定位误差、零件重定位误差、装配过程中的随机因素.
2 薄板件多工位装配定位尺寸误差分析
2.1 夹具误差
对于刚性零件,3-2-1原则是最常用的定位布局方法,如图1.一个典型的3-2-1夹具包括几个关键定位元素:1)一个四向定位销P1与零件圆孔配合限制零件的X方向和Z方向偏移;2)一个两向定位销P2与定位槽配合,限制零件X-Z面内的转动;3)三个定位块一同限制零件在Y方向的偏移和沿X轴、Z轴的转动.如果夹具定位元素失效,将产生零件定位偏差.

图1 3-2-1夹具布局Figure 1 3-2-1 fixturing setup
刚性零件通过平移和旋转运动偏移它的实际位置,[ΔxΔzΔα]来定义其偏移量.在工位i上,对于刚体模型的夹具误差矢量可以表示为ΔPt(i)=[ΔxP1(i) ΔzP1(i) ΔxP2(i) ΔzP2(i)]T.(1)式(1)中:xP1(i),ΔzP1(i)—四向定位销P1在X和Z方向的偏差;ΔxP2(i),ΔzP2(i)—两向定位销P2在X和Z方向的偏差,如图2;φ是两定位销中心连线与X轴的夹角;ε是定位槽长轴与X轴的夹角.

图2 OXZ面夹具布局Figure 2 OXZ fixture layout
对于四向定位销与零件孔的配合,如图4,考虑销与孔之间的配合间隙过后,其偏差由三部分组成,即定位销公差Tp、孔公差Th和间隙g,如图3.则四向定位销偏差为:
ΔxP1=(Tp+Th+g)sinα;
(2)
ΔzP1=-(Tp+Th+g)cosα.
(3)
式(2)(3)中:Tp—定位销公差变量;Th—零件孔公差变量;g—二者之间的配合间隙;α—定位销与零件孔接触的定位角.

图3 四向定位销销孔间隙配合示意图 Figure 3 Schematic diagram of the four-waypositioning pin hole clearance fit
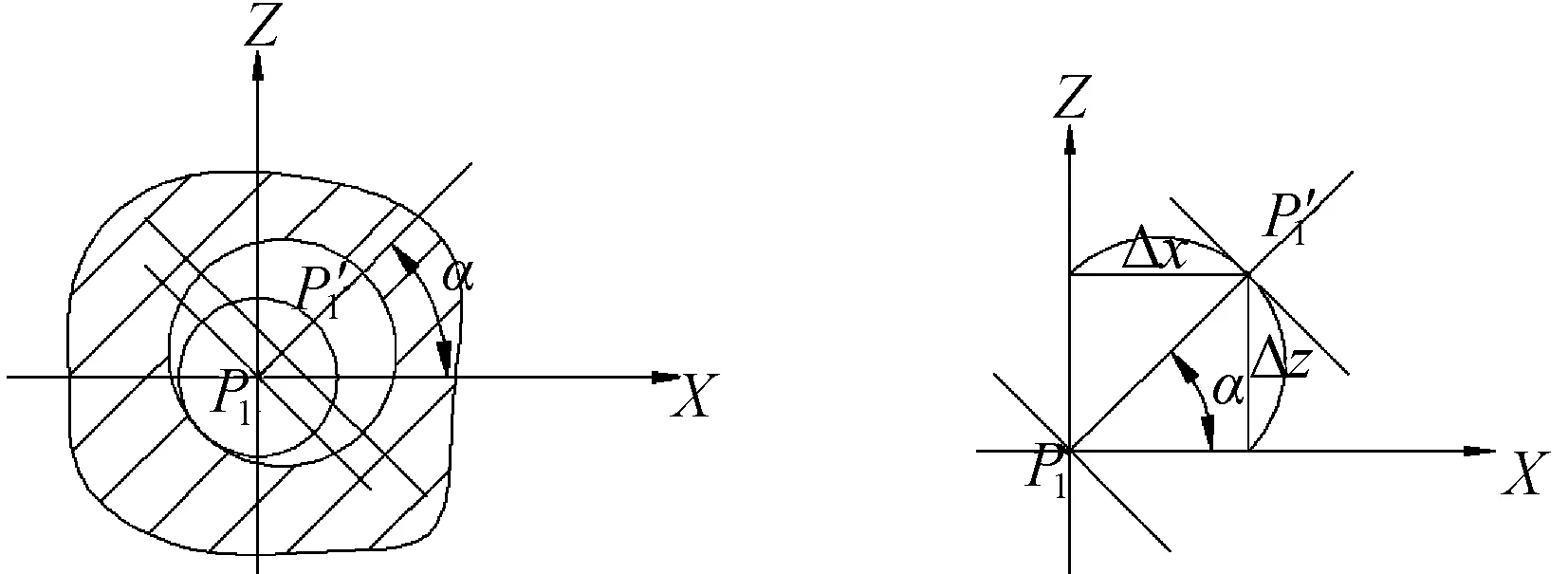
图4 四向定位销与孔Figure 4 Four-way positioning pin and hole
图5为两向定位销与腰圆孔的配合情况,则两向定位销偏差为:
ΔxP2=(Tp+Th+g)esinβ;
(4)
ΔzP2=-(Tp+Th+g)ecosβ.
(5)
式(4)(5)中:Tp、Th、g同前,β—定位销与零件槽接触的定位角,e—离散随机变量(当定位销接触零件槽上方时取1,接触下方时取-1).
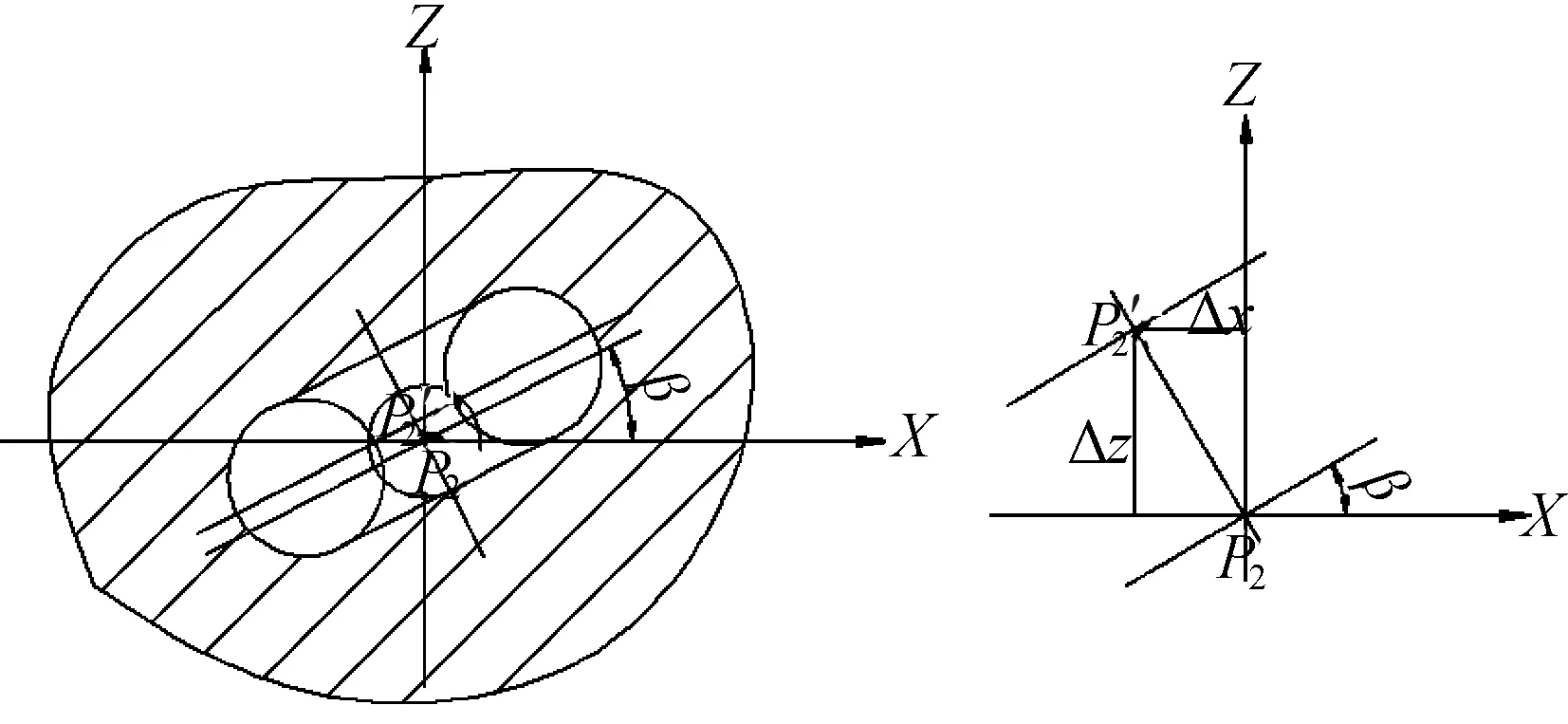
图5 两向定位销与零件槽Figure 5 Two-way positioning pin and hole
2.2 夹具误差导致的零件误差
装配夹具的定位销和定位块发生偏差会导致零件误差.夹具偏差为ΔPt(i),故导致零件上A

(6)
式中:MA,P1—同一零件上两点位置关系矩阵,由两点相对位置决定;QP1,P2—四向定位销P1和两向定位销P2位置方向矩阵,取决定位销的相对位置,类似证明见文献[6].
2.3 重定位误差

(7)

2.4 薄板件多工位状态空间模型


(8)
式(8)中,

(9)
U(i)=[ΔPt(i) ΔPt+1(i) ΔPt+2(i) … ΔPt+s(i)]T,
(10)

(11)
式(9)中,Ht1(i)、Ht2(i)—上述零件重定位矩阵关系,类似证明参见文献[10].
3 薄板多工位装配尺寸误差仿真实例
3.1 尺寸误差仿真对象
装配零件有平薄板1件,梯形薄板2件,为汽车地板简化后的比例样件,如图6.夹具底座,长、短夹具定位块和定位销,三个薄板件在两个工位完成装配.其主要装配零件形状尺寸及定位方式如图7所示,其中平薄板定位销为P3、P4,梯形薄板1定位销为P1、P2,梯形薄板2定位销为P5、P6,初始坐标具体见表1.工位1上,用定位销控制平薄板和梯形薄板1在X-Z面上自由度.工位2,装好的总成件与梯形薄板2装配,定位销P5、P6控制X-Z面上的自由度.

图6 零件测量图Figure 6 Parts measurement diagram
3.2 多工位装配尺寸误差仿真
实物的测量主要用三坐标测量仪,其原理是:将待测物体置于测量空间内,通过探测探头X、Y、Z方向上的运动,获得测点的空间几何位置,对所测点分析拟合,得到被测物体表面的三维尺寸数据.具体尺寸见表1和表2.

图7 简化汽车地板样件Figure 7 Simplified car floor sample

表1 夹具定位销初始坐标值

表2 关键特征处初始坐标

表3 夹具定位销误差

表4 关键特征处的总装配仿真误差

表5 关键特征处的总装配测量误差
运用Matlab及公式(1)~(11),分别仿真计算平薄板、梯形薄板、总装配件关键特征处的尺寸误差.图8是总装配零件的定位误差仿真图.

图8 定位尺寸误差仿真图Figure 8 Simulation chart of the position size errors
对表4和表5中的各项数据逐个对比,可知仿真计算值和测量值的相差在一个较小且能够接受的范围内,故通过该模型能有效进行零件装配尺寸偏差的预测.从图9上看,误差变化趋势线吻合,S8处Z方向误差相差最大,相差0.06 mm,S1处X方向误差相差最小,相差0.001 4 mm.测量值比模型仿真计算值要大,这是因为模型中忽略了装配过程中的变形误差和零件制造误差.

图9 关键特征处装配误差对照图Figure 9 Assembly error control chart of the key feature
4 结 语
本文在考虑定位销误差和定位孔间隙的前提下,建立了多工位薄板件装配的状态空间模型,利用Matlab仿真了装配尺寸误差,并用地板样件多工位装配仿真验证了尺寸误差装配模型,最终得到装配的总装配尺寸误差,这对预测并降低薄板件装配尺寸误差有帮助.文中提出的误差模型能用在复杂多工位装配中;运用本模型可进行多工
位装配尺寸误差源诊断,也可进行装配过程夹具布置优化和装配过程稳定性分析等.
[1] CEGLAREK D, SHI Jianjun. Design evaluation of sheet metal joints for dimensional integrity[J].ASME Journal of Macufacturing Science and Engineering,1998,120:452-460.
[2] CEGLAREK D, SHI Jianjun. Dimensional variaton reduction for automotive body assembly[J].Journal of Mancufacturing Review,1995,8:139-154.
[3] CEGLAREK D, SHI Jianjun, WU S M. A knowledge-based diagnostic approach for the launch of the auto-body assembly process[J].ASME Journal of Engineering for Industry,1994,116:491-499.
[4] HU S J. Stream of variation theory for automotive body assembly[J].Annals of the Crip,1997,46(1):1-6.
[5] RAMESH R, MANNAN M A, POO A N. Error compensation in machine tools: A review. Part I & II[J].Int J Mach Tools Manufact,2000,40:1235-1256.
[6] JIN Jionghua, SHI Jianjun. State space modeling of sheet metal assembly for dimensional control[J].ASME Journal of Maunfacturing Science and Engineering,1999,121(4):756-762.
[7] DING Yu, CEGLAREK D, SHI Jianjun. Fault diagnosis of multistage manufacturing processes by using state space approach[J].ASME Journal of Manufacturing Science and Engineering,2002,124(2):313-322.
[8] CAMELIO J, CEGLAREK D. Modeling variation propagation of multistaion assembly systems with compliant parts[J].Journal of Mechanical Design,2003,125:673-681.
[9] RAMAKRISHNA M, WHITNEY D E. Modeling and controlling variation propagation in mechanical assemly using state transation models[J].IEEE Transactions on Robbotics and Automation,1999,15(1),124-140.
[10] 田兆青,来新民,林忠钦.多工位薄板装配偏差流传递的状态空间模型[J].机械工程学报,2007,43(2):202-209. TIAN zhaoqing, LAI Xinmin, LIN Zhongqin. State space model of variations stream propagation in Multistation assembly processes of sheet metal[J].Journal of Mechanical Engineering,2007,43(2):202-209.
Dimension error modeling and simulation for multistation assembly of sheet metal parts
ZHOU Linghua, YU Dezhong, XU Xianghong
(College of Mechanical and Electrical Engineering, China Jiliang University, Hangzhou 310018, China)
In order to ensure the dimensional accuracy of the assembly of sheet metal parts, we analyzed two main error sources-the fixture dimension errors and the part dimension errors-especially the effect of the positioning pin error and the part’s hole clearance on the assembly dimension error. The dimension error transmit models for multistation assembly were built based on the state space method. By using the established model to simulate the automobile floor sheet samples, the simulation results were compared with the actual measurement results. The correctness and practicability of the model was verified. This model can be applied to the dimension error source diagnosis, the fixture optimization design, and the stability analysis of multistation assembly processes.
sheet metal; multistation assembly; dimension errors; model and simulation

1004-1540(2015)02-0140-05
10.3969/j.issn.1004-1540.2015.02.003
2015-01-14 《中国计量学院学报》网址:zgjl.cbpt.cnki.net

TH161.7
A
猜你喜欢
科学技术创新(2022年30期)2022-10-21
山东冶金(2022年3期)2022-07-19
无机材料学报(2022年3期)2022-06-28
作文新天地(小学版)(2021年8期)2021-08-24
汽车工艺师(2021年7期)2021-07-30
科技创新导报(2021年33期)2021-04-17
重型机械(2020年2期)2020-07-24
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
电子制作(2018年10期)2018-08-04