基于双掩模图像差影的工业产品表面缺陷检测*
2015-03-27 07:53化春键邓朝省
传感器与微系统 2015年5期
化春键,邓朝省,陈 莹
(1.江南大学 机械工程学院,江苏 无锡214122;2.江南大学 物联网工程学院,江苏 无锡214122;3.江苏省食品先进制造装备技术重点实验室 江南大学,江苏 无锡214122)
0 引 言
基于机器视觉的工业产品表面缺陷检测技术是保证印刷品质量的有效手段,大量代替了人工的检测,比人工检测更稳定精确,成为当前工业产品表面缺陷检测研究的主流[1,2]。
在进行表面缺陷检测之前,先对标准图像和待检测图像进行图像对准,之后利用差影法对待测图像与模板图像的灰度值进行比较,求出两者在灰度值上存在的差异来定位缺陷,是目前最为广泛使用,且最为简单有效的方法。但由于配准误差和产品制作过程中不可避免地存在一定程度的工艺偏差,以及由于产品材料的轻微变形和机械的抖动等影响,传统差影法容易造成缺陷误判。为此,杨欧等人[3]提出一种多模板检测算法,通过设置亮、暗两种模板来去除差影图像中的轮廓伪影,获取印刷缺陷,但该方法需要获取两种模板,现场实用性较差。赵宇峰等人[4]针对于环境光线的变化和配准误差问题,提出一种统计平均差影法,即根据各个样本像素值的概率分布求出统计平均值作为模板图像来进行差影操作,但是对于小面积的缺陷存在一定的漏检。
由于轮廓伪影主要分布在图案的边缘,因此,可考虑先提取出标准图像的轮廓边缘,经数学形态学处理后得到掩模图像,再与有轮廓伪影图像的差分图像进行比对,除去轮廓伪影。但单掩模方法只能检测纹理增加型缺陷,而无法检测纹理减少型缺陷。为此,本文提出一种基于双掩模的图像差影缺陷检测方法,能有效消除轮廓伪影,检测多种类型缺陷,而且执行简单,满足在线检测的实时性要求。
1 单掩模差影法及其分析
1.1 差影法
产品表面缺陷表现在图像上,即为待检测图像缺陷处的灰度值与标准图的差异,将待检测图像的灰度值同标准图像进行差分(像素值相减),判断其差值(2 幅图灰度值的相差程度)是否超出预先设定的标准值范围,就能判断出产品表面有无缺陷。
差影法,即图像对应像素相减是最直接的缺陷检测方法,待检测图像P 和标准图像T 在经过位置对准后,在对应的(x,y)位置上的绝对差异所产生的差分图像,可表示为

差影的目的是将两副图像相同的背景图案消除,从而分割出图像的差异之处,得到有缺陷的图像。但由于图像配准误差和产品生产过程再现的不稳定性,直接利用差分图像进行缺陷检测往往会发生纹理轮廓部分的误检。如图1所示,虽然模板图像与校正后的待测图像几乎完全相同,但由于校正误差的存在,仍然会使得检测结果出现误检。

图1 传统差影法缺陷检测示意图Fig 1 Defect detection diagram of traditional subtraction method
从图1 中可以看出,轮廓伪影主要分布在图案的边缘,如果能够将这些处在边缘处的伪影去掉,那么就可以得到只含缺陷的图像。为此,人们以图像边缘为基础建立掩模图像,以消除校准误差对缺陷检测的影响。
1.2 掩模图像
为建立掩模图像,首先将模板图像灰度化,并求取其Canny 边缘,得到一幅二值边缘图像D(x,y)。然后,检索D(x,y)中值为1 的像素点,设此像素点为(i,j),则令

即令点(i,j)四周s 距离内的像素点值均为1,这样便得到一幅边缘加粗了的二值图像,其中,s 为赋值步长,s 越大,图像的边缘就越粗;s 越小,图像的边缘就越细,s 最小为1。最后再将边缘加粗了的二值图像取反,使它的像素点值0 和1互换,即原来模板图像中有纹理的地方在D(x,y)中相对应的地方像素值为0。此二值图像即为掩模图像Mp(x,y),如图2 所示。

图2 图像掩模Fig 2 Image mask
1.3 缺陷检测
基于掩模的缺陷检测就是用模板图像和测图像分别与掩模图像卷积,依次得到模掩图像和测掩图像,然后这两幅图像相减并取其绝对值得到缺陷图像。最后判断该缺陷图像是否存在明显的白色斑块:若不存在,为合格产品;若存在,进一步求出缺陷详细信息,为瑕疵品。
2 基于双掩模的产品表面缺陷检测
2.1 单掩模检测分析
假设模板图像如图3(a)所示,校准后的待测图像如图3(b)所示,其中,待测图像N(x,y)有两处缺陷,一处为纹理增加性的缺陷刀丝,位置在图像的最上端;另一处为纹理减少性的缺陷文字漏印,位置在图像的右上端,即作者名字“马若丹”发生了漏印。
在单掩模检测中,如式(3)所示,首先用模板图像P(x,y)和测图像T(x,y)分别与掩模图像Mp(x,y)卷积,依次得到模掩图像Pp(x,y)和测掩图像Tm(x,y),然后这两幅图像相减并取其绝对值得到缺陷图像Ep(x,y)

由式(3)可以分别求出模掩图像Pp(x,y)和测掩图像Tp(x,y),如图3(c)和3(d)所示,若待测图像出现了例如墨点、压痕或者刀丝这样纹理增加性的缺陷时,由于Pp(x,y)≠Tp(x,y),则Ep(x,y)≠0,即纹理增加性的缺陷会被正确检测出来。由式(4)可以求得缺陷图像Ep(x,y),如图3(e)所示。

图3 模板掩模检测Fig 3 Defects detection using template mask
从图3(e)中同时可以看出:由于模板图像中有细密纹理处在Mp(x,y)中相对应的地方像素值为0,若待测图像T(x,y)出现了例如漏印这样纹理缺少性的缺陷时,会有Pp(x,y)=Tp(x,y),此时Ep(x,y)=0,即纹理缺少性的缺陷会漏检,不能满足缺陷检测的要求。
与基于模板的掩模图像相似,基于待测图像也可得到掩模图像,文中称之为待测掩模Mt(x,y),如图4(a)所示。与模板掩模检测类似,用模板图像以及待测图像分别与Mt(x,y)卷积,依次得到模掩图像Pt(x,y)和测掩图像Tt(x,y),然后这两幅图像相减并取其绝对值得到缺陷图像Et(x,y),其检测如图4 所示,由于待测图像中有纹理的地方在Mt(x,y)中相对应的地方像素值为0,若待测图像出现了例如墨点、压痕或者刀丝这样纹理增加性的缺陷时,会有Pt(x,y)=Tt(x,y),那么,Et(x,y)=0,即纹理增加性的缺陷会漏检。相反的,若待测图像出现了例如漏印这样纹理缺少性的缺陷时,那么,Et(x,y)≠0,即纹理缺少性的缺陷会被正确检测出来。
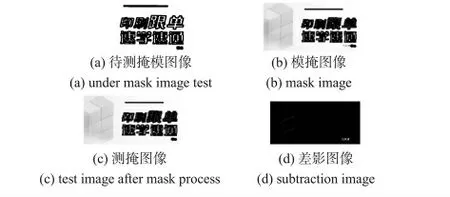
图4 待测掩模检测Fig 4 Defects detection using test mask
2.2 双掩模融合
由单掩模检测分析可知,无论采用由模板图像制作的掩模图像Mp(x,y)还是采用由待测图像制作的掩模图像Mt(x,y),都会出现缺陷漏检的情况。因此,设计双掩模融合策略,令掩模

融合掩模如图5(a)所示。同样用模板图像和待测图像分别与M(x,y)卷积,得到模掩图像Pm(x,y)和测掩图像Tm(x,y),然后这两幅图像相减并取其绝对值得到缺陷图像E(x,y),其检测如图5 所示。
由图5 可以看出:采用双掩模差分算法能够将纹理缺失型和纹理增加型两种情况下的缺陷全部正确无误检测出来。
2.3 缺陷参数确定
为消除噪声点影响并获取缺陷参数,采用Blob 算法分析[5],首先将缺陷图像进行二值化,并先后执行结构元素为圆盘,大小分别为1 像素的腐蚀操作和大小为5 像素的膨胀操作,然后利用序贯算法进行连通域分析,删除面积过小或高度/宽度仅为一个像素的斑点。剩余斑点视为缺陷斑点,其参数可通过下列方法确定缺陷参数:
1)缺陷数量:根据标记的连通区域的个数可以知道缺陷的数量,即连通区域的标记数目。
2)缺陷的大小:通过计算每个连通区域中像素点的个数可以求出缺陷的大小。
3)缺陷的位置:缺陷的位置(x,y)可以通过缺陷Blob的质心坐标求得,即

式中 (xmin,ymin)为该缺陷Blob 左上角坐标,(xmax,ymax)为该Blob 右下角坐标。
3 实验结果与分析
为验证本文方法的有效性,将匹配算法应用于实际拍摄的产品图像,在利用基于图像块的SIFT 双阈值匹配算法对待测图像进行匹配校正[6]后,采用基于双掩模的差影算法检测缺陷,最后利用Blob 算法分析[5]缺陷信息。部分检测结果如图6 所示,其中,各子图中的左图为二值Blob 图,右图为标注了缺陷区域的待测图像即检测结果。

图6 检测结果Fig 6 Detection results
为验证算法的整体性能,采用大小均为1200×800 的500 对印刷图像[7]作为实验素材。其中,对250 张待测图像进行不同类型缺陷的模拟处理,然后再继续分别对这250 张待测图像进行旋转10°,20°,30°,40°,50°,60°,来模拟待测图像在传送带上发生了旋转的情况。检测过程同上,其缺陷检测结果如表1 所示。

表1 缺陷检测结果Tab 1 Defects detection results
由表1 可以看出:每张图像的耗时很小,而且无论是缺陷检测的漏检率还是误检率也都很小,基本达到了企业的实际生产要求,即本文算法在达到了较高的检测精度的同时,也大幅度地节省了时间。
4 结 论
本文针对传统差影法对配准精度要求高的问题,在传统差影法的基础上结合双掩模进行缺陷检测改进。首先分析了单掩模检测的优缺点,根据其不足之处,采用双掩模检测算法,通过实验仿真证明:该方法能同时定位工业产品图片中不同类型的缺陷,有较高的准确率,且速度快,满足实时要求。
[1] 郑金驹,李文龙,王瑜辉,等.QFP 芯片外观视觉检测系统及检测方法[J].中国机械工程,2013,24(3):290-294,301.
[2] 厉晓飞.基于机器视觉的汽车零件缺陷检测技术研究[D].武汉:武汉理工大学,2012.
[3] 杨 欧,郭宝平,胡 涛,等.多模板检测算法在印刷品缺陷检测中的应用[J].包装工程,2007,28(3):55-57,68.
[4] 赵宇峰,高 超,王建国.基于机器视觉的工业产品表面缺陷检测算法研究[J].计算机应用与软件,2012,29(2):152-154.
[6] Moeslund Thomas B.Introduction to video and image processing[M].London:Springer-Verlag,2012:103-115.
[5] 邓朝省,陈 莹.基于局部SIFT 特征点的双阈值配准算法[J].计算机工程与应用,2014,50(2):189-193.
[7] 昵图网.印刷图像大全[EB/OL].[2013—10—15].http:∥www.nipic.com/show/4/129/a31fa5b0f52cc549.html.
猜你喜欢
软件(2020年3期)2020-04-20
传感器与微系统(2019年7期)2019-06-25
中国医疗器械信息(2019年3期)2019-03-09
摄影之友(影像视觉)(2018年12期)2019-01-28
中国医学影像学杂志(2018年9期)2018-10-17
Coco薇(2017年8期)2017-08-03
自然资源遥感(2017年2期)2017-04-27
光学精密工程(2016年3期)2016-11-07
Coco薇(2015年5期)2016-03-29
中国卫生标准管理(2015年4期)2016-01-14