
UG8.5/Post Builder模块五轴数控机床后置处理过程研究*
2015-04-19 02:03王文凯彭换新
机械制造 2015年11期
□ 王文凯 □ 黄 杰 □ 彭换新 □ 周 亚 □ 张 瞳
南京工业职业技术学院机械工程学院 南京 210023
随着加工零件的复杂性以及加工精度的提高,必将对加工技术提出越来越高的要求。传统意义上的加工手段与方式已经无法实现对复杂空间曲面的加工,而五轴联动数控机床能用于加工叶轮、叶片等复杂空间曲面。
目前,五轴联动数控机床按结构不同分为3种,即:双转台、双转头和一转一摆,如图1(a)~(c)所示。
五轴数控加工与传统三轴数控加工相比,刀具性能得到很大改善,延长了刀具寿命,简化了加工工序,缩短了装夹时间,无需专用夹具,节省了加工成本,生产集中化,提高了表面质量与加工精度,有效提高了加工效率和生产效率。
五轴联动数控机床的加工特点:①加工复杂空间曲面及平滑、连续的复杂型面具有明显优势,如叶片、叶轮等;②大大提高曲面的加工精度和效率,在加工过程中,不断调整刀具与工件的相对位置,从而实现始终在最佳切削点上进行切削;③一次装夹工件完成所有加工,提高了效率,降低了成本[1]。
五轴联动机床的后置处理是指将前置处理所计算的空间点转换成具体机床的程序代码,用于五轴联动数控机床加工,后置处理的根本任务是将空间点变换成机床各轴的运动代码,使之能应用于五轴联动数控机床的加工程序,即数控加工的 NC 代码[2]。
五轴联动数控机床的控制、操作、编程的复杂性决定了后置处理的复杂性与关键性,后置处理的程序直接决定了五轴联动机床的加工安全、加工质量、加工精度及加工效率。因此,五轴联动机床的后置处理是核心环节,五轴联动机床对后置处理提出了非常高的要求,机床结构与种类的多样性决定了后置处理的复杂性与多样性。
1 UG8.5/Post Builder构造后置处理的基本流程
UG8.5/Post Builder内部提供数控系统后置处理器,根据所使用的机床数控系统与机床结构类型进行后置处理定制,再根据具体的使用要求定制所需的后置处理参数。后置处理编辑模块是针对不同类型五轴加工中心选择相应的数控系统,设置各类参数,如机床参数、程序开头和结尾、刀轨参数、NC代码格式等,按机床类型的不同,在程序的相应位置添加或修改G代码和M代码指令。UG8.5/Post Builder8.5构造后置处理主要生成3个文件:PUI文件(后处理构造器用户界面文件),TCL文件(事件处理文件),DEF文件(后处理格式定义文件)。
笔者用UG8.5/Post Builder8.5内部提供的后置处理模板,设定机床参数、程序和刀轨参数、NC代码格式等从而构造五轴联动机床的后置处理模块。UG8.5/Post Builder构造后置处理的基本流程如图2所示。
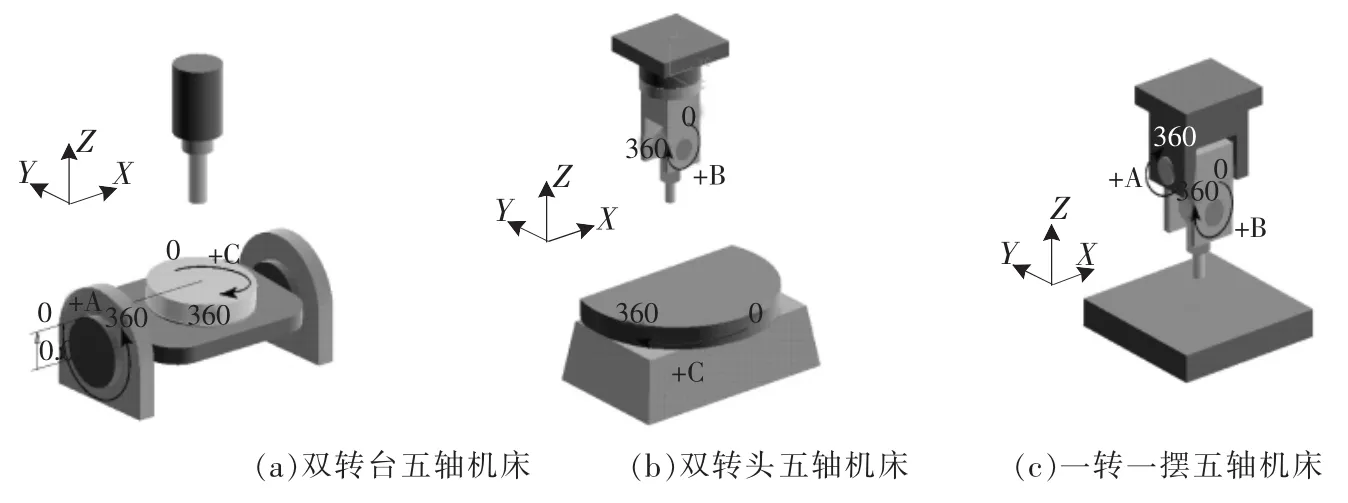
▲图1 五轴联动数控机床的不同结构
2 UG8.5/Post Builder构造后置处理模块关键步骤
(1)设置五轴联动机床参数。双转台 (XYZ+AC)五轴机床参数设置:Output Circular Record—输出圆形记录,设置是否输出圆弧插补;Linear Axis Travel Limits—线性轴行程限制设置;Home Position—回 零 位 置 ;Linear Motion Resolution—线性运动分辨率;Traversal Feed Rate—移刀进给率;Initial Spindle Axis—初始主轴设置;Rotary Axis Configure—旋转轴设置,如图3所示。
(2)设置自动换刀、主轴停止、冷却关闭、备刀参数,如图4所示。
(3)设置直线插补、圆弧插补以及快速移动具体参数,如图5(a)~(d)所示。
根据不同机床的配置,后置处理后生成的程序文件(NC 文件)后缀可以分为 nc、lpt、ptp、mpf等后缀名,适用不同的数控系统。完成上述设置后,后处理构造器将生成3个后置处理文件:后置处理格式定义文件(.def),事件处理文件(.tcl),后置处理用户界面文件(.pui)。由此,新编辑的后置处理模块构造完成。
3 叶轮加工验证后置处理模块
叶轮是最典型的五轴联动加工零件之一,如图6所示。以叶轮三维模型为实例,表面粗糙度要求为Ra3.2,采用Huron K2X8 Five五轴联动数控机床进行加工,毛坯采用直径60 mm、长度100 mm的圆柱形铝料,加工工艺见表1。
根据叶轮三维模型的特点,按照加工工艺的设计原则,确定加工工序及切削参数,由于叶轮是五轴数控加工的典型零件,在CAM模块中,有专用加工叶轮的加工策略,该叶轮主要由叶盘区域清除、分流叶片精加工、叶片精加工、轮毂精加工等工序组成,主要参数切入切出采用延伸移动,短连接采用圆形圆弧连接,长连接采用掠过,刀轴仰角采用径向矢量角度为10°,加工方法采用偏置合并,顺铣方式。叶盘区域清除加工如图7所示,分流叶片精加工如图8所示,叶片精加工如图9所示;轮毂精加工,如图10所示。
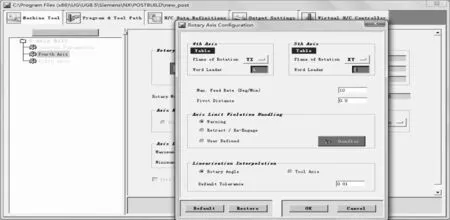
图3 AC旋转轴的五轴联动机床设置
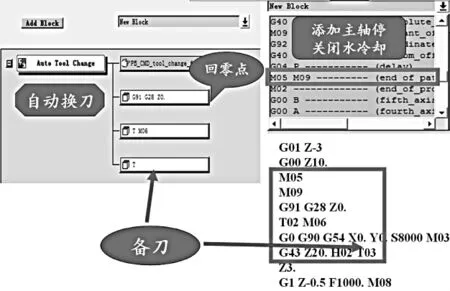
▲图4 自动换刀参数设置
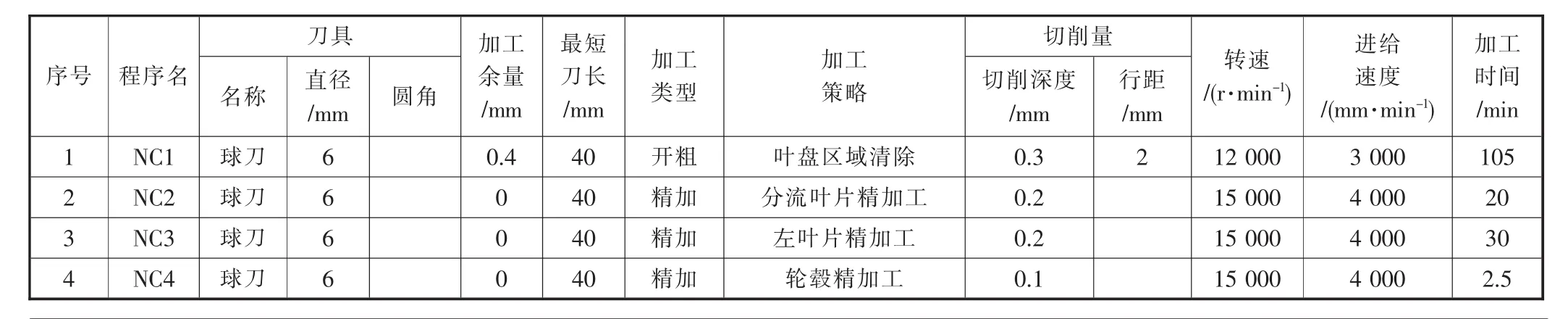
表1 叶轮加工工艺参数
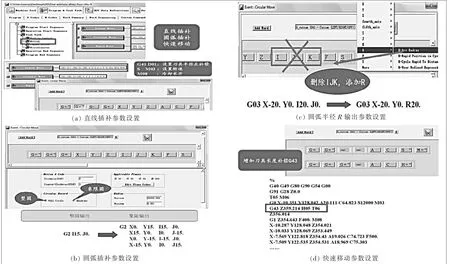
▲图5 直线、圆弧插补以及快速移动参数设置

▲图6 叶轮三维模型
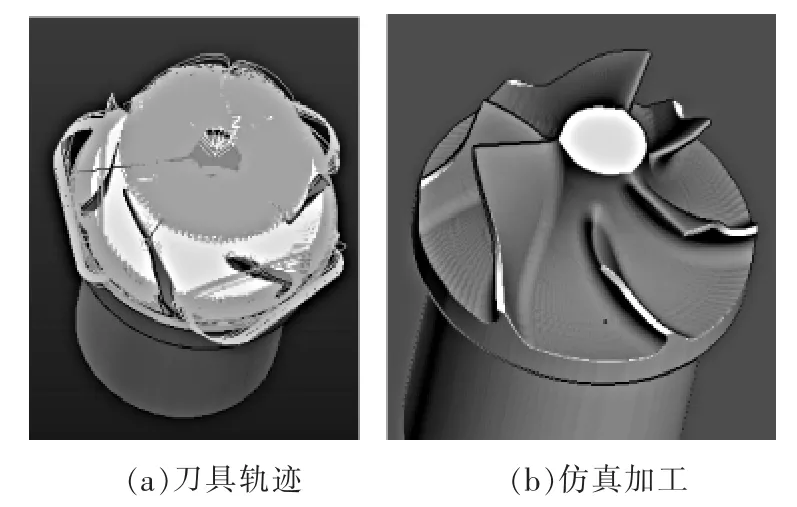
▲图7 叶盘区域清除
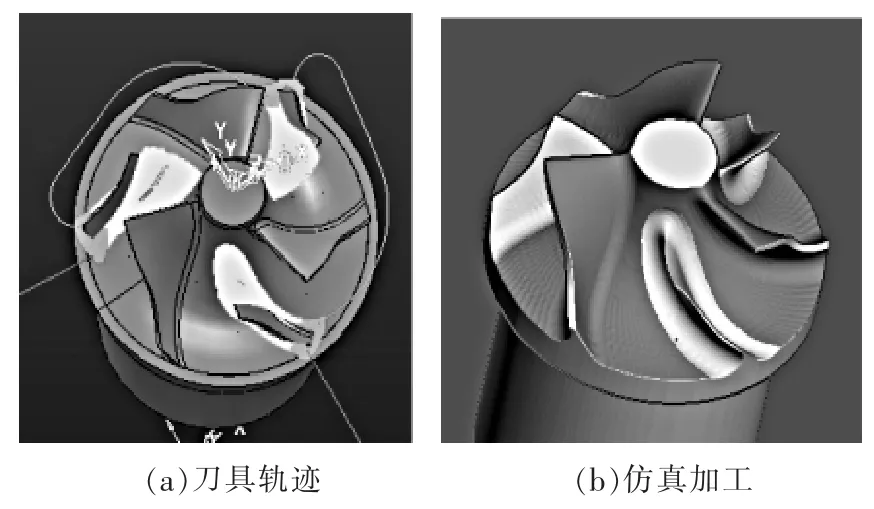
▲图8 分流叶片精加工
4 仿真检验与实际加工结果
采用UG8.5/Post Builder软件的CAM模块对叶轮进行处理,合理选择加工策略和正确设置各项加工参数,生成了优化的加工刀轨,进行了仿真加工,运用前面生成的后置处理模块进行叶轮的后置处理,并自动生成了NC加工程序。
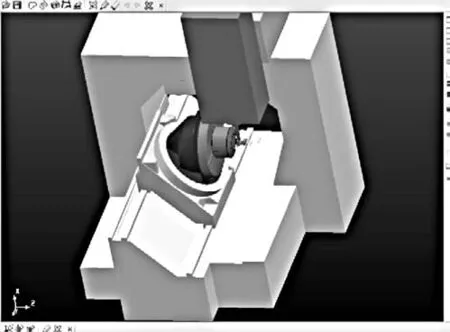
利用PowerMILL中安装匹配的虚拟五轴联动机床对生成的NC程序进行碰撞和过切检测,检测无误后的程序在Huron K2X8 Five五轴数控机床上进行叶轮实际加工,经三坐标测量,加工结果完全符合要求。Huron K2X8 Five五轴数控机床如图11所示,PowerMILL虚拟机床如图12所示,叶轮实际加工结果如图13所示。
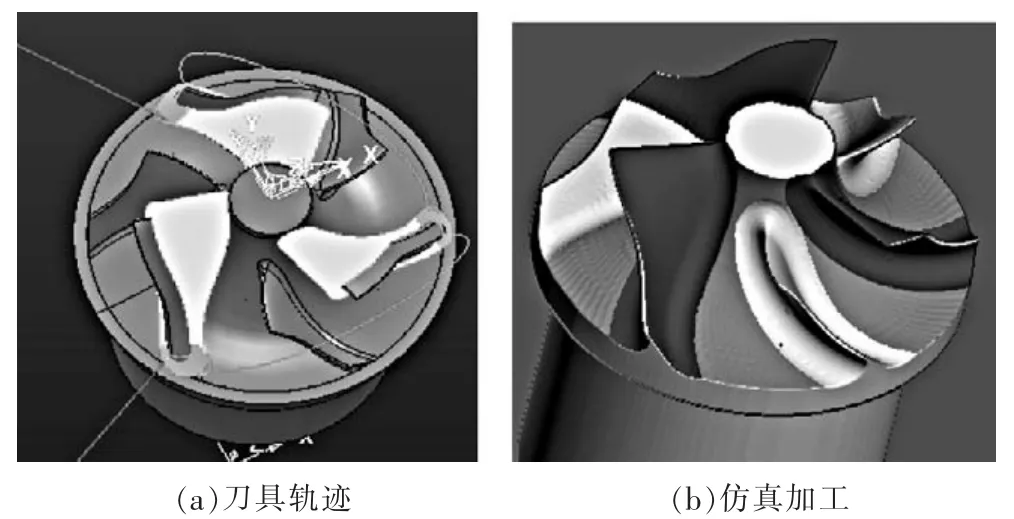
▲图9 叶片精加工

▲图10 轮毂精加工

▲图11 Huron五轴机床
▲图12 PowerMILL中的虚拟机床

图13 叶轮实际加工结果
5 总结
根据五轴联动数控机床的类型与参数,按照笔者构造后置处理模块的流程与参数设置,利用UG8.5/Post Builder后置处理构造器构造的后置处理模块,通过在Huron K2X8 Five五轴数控机床上对叶轮的实际加工与检测,加工结果完全符合要求,实践证明,该方法构造的后置处理模块完全满足实际加工的需要,以此类推,统一该构造后置处理的方法,也能构造出其它类型与参数的五轴联动数控机床的后置处理模块。
[1]孙国平.基于UG的五轴加工中心的后处理[D].无锡:江南大学,2009.
[2]谢晓亮.基于UG的五轴联动数控机床的后置处理系统研究[D].武汉:华中科技大学,2009.
[3]宋明,张雪玓,倪立明.五坐标数控机床后处理程序编制[J].机械工艺师,2001(3):12-13.
猜你喜欢
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
电子制作(2017年20期)2017-04-26
环境科技(2016年4期)2016-11-08
国际感染病学(电子版)(2016年2期)2016-03-09
中国交通信息化(2014年6期)2014-06-05
