
船舶建造关键区域结构节点精度控制中的卡板设计和应用
2015-05-25 00:29阎焱钱振华李美娟王鹏宇
船海工程 2015年2期
阎焱,钱振华,李美娟,王鹏宇
(上海江南长兴造船有限责任公司,上海 201913)
船舶建造关键区域结构节点精度控制中的卡板设计和应用
阎焱,钱振华,李美娟,王鹏宇
(上海江南长兴造船有限责任公司,上海 201913)
考虑到船舶建造过程中关键区域的结构由于应力高度集中极易产生裂纹等破坏,对船舶关键区域的结构节点精度监控尤为关键,介绍常用的CM节点精度检测方法,根据几何原理推导卡板设计方法,编制板厚与偏差对照样表,介绍卡结构法的应用原理和应用范围。
关键区域;CM节点;卡结构法;数学公式
船舶在航运和装载时,局部区域的结构会产生较大的应力,通过SDA(结构设计评估)和FDA (疲劳设计评估)程序的分析结果,找出高应力区和易受疲劳破坏的区域作为“关键区域”(critical area)[1],这些危险区域产生的应力必须得到有效的传递和释放,即结构对位。因此关键区域的结构节点必须得到严格的监控,即称为CM(construction monitoring)[2]节点。
在船舶建造工艺设计中必须考虑如何快速精确地检测船舶在建造过程中的CM节点精度是否在质量标准范围内,对已知的高应力区域等船体易损节点处提供一种减少风险的解决方法。为此,提供一种快速精确检测CM节点精度的方法,对控制整船的结构安全性具有重大意义[3]。
1 CM节点精度的检测方法
对关键区域的结构对位,即CM节点精度的检测,一般有检查线法、中心线位移法及卡板法[4]。
1)检查线法。构件安装时向理论面(结构面)一侧做100 mm的检查线,然后用工具将检查线投影到结构的另一侧,敲上洋冲眼。反面构件安装时,根据洋冲眼划出清晰的粉线,以此线为基准,反向过去按照理论计算值进行安装。检查时同样以此线为参考,测量构件安装距离是否达到标准。
2)中心线法。将两面结构中心线用辅助工具平移到结构外面,用工具将中心平移线投影到同一侧,将两条线间距与理论计算值进行比较检测结构是否对位。
3)卡板法。将卡板按照1∶1的比例放样做成样板,直接测量,同一块样板既可以用于焊前装配,又可以用于焊后完工检查,因此得到船东认可,被广泛应用。对于卡板法,又分为:卡MARK线法(图1)和卡结构法(图2)。
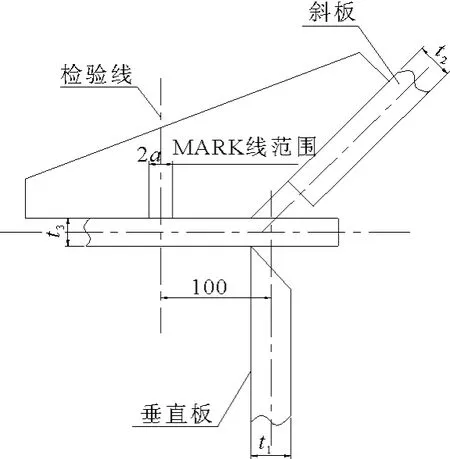
图1 卡MARK线法
其中卡MARK线法操作简单、快捷,无需测量数据。检测时,结构上的检验线在卡板上标记的MARK线范围内即可,见图1。但是该方法是基于垂直板定位精确的情况下进行检测的,如果垂直板的定位存在偏差,采用该法则无法精确测出斜板与垂直板的结构对位偏差,失去了检测意义。并且不同板厚的CM节点对应的卡板上的MARK线位置也不一样,需要制作大量的MARK线卡板。
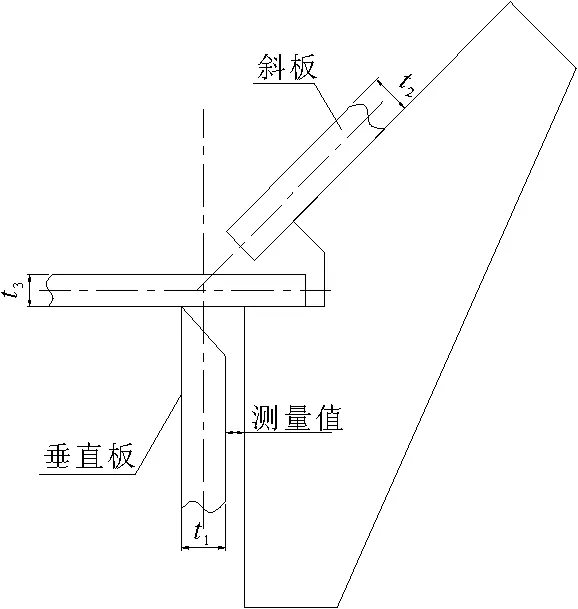
图2 卡结构法
卡结构法则是通过测量卡板与结构之间的间隙来检测结构的对位精度,并将测量值(见图2)与测量值允许范围相比较。在测量方法正确的情况下,该CM节点精度检测法精确,能直接反应斜板、水平板与垂直板的结构关系,从而提高CM节点的质量控制精度,但是该法需通过理论允许偏差值计算出测量值的允许范围,并创建对照表,为现场检测提供依据。
2 结构卡板的设计
2.1 CM节点的基本形式
在设计结构卡板之前,先要明确卡结构法所适用的CM节点形式,常见的形式见图3。
正交十字接头为板厚理论面对齐,斜交十字接头为中心线对齐。各船型CM节点分布和各节点对应的接头形式见图4。
结构卡板由于其特性,在使用时必须与CM节点处的斜板、水平板相接触,并且与垂直板贴近。结构卡板的缺口必须大于伸出的水平板的长度,即形式②正交十字边缘接头和形式④斜交十字边缘接头。其中,形式②正交十字边缘接头由于是理论面对齐,上下板相对的关系明确,直接测量即可[4]。综上所述,卡结构法主要应用于形式④斜交十字边缘接头的测量。结构卡板的不同型号主要以斜板角度进行区分,因此同样的CM节点所需制作的数量比MARK线卡板少得多。
2.2 设定卡板常数
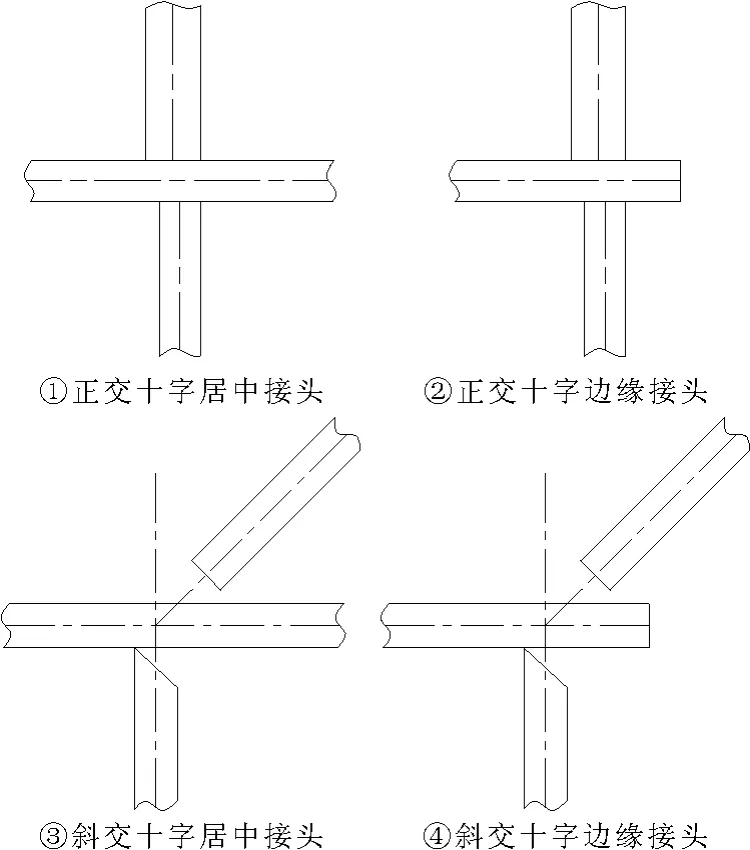
图3 CM节点的基本形式
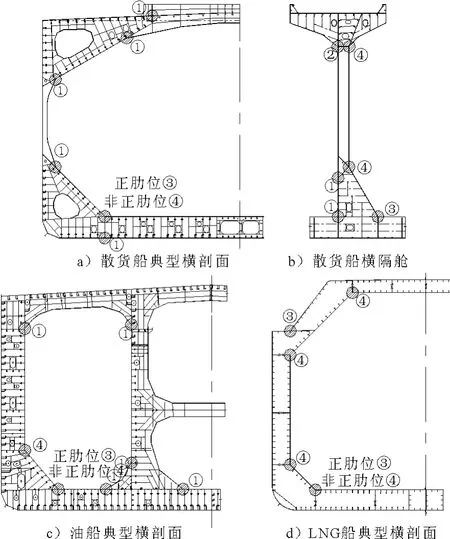
图4 各船型CM节点分布及对应形式
分析结构卡板适用的典型CM节点——斜交十字边缘接头,见图5。实际测量时,将卡板的α边与斜板的底边相贴合,卡板的β边与水平板的底边相贴合,卡板的γ边与垂直板之间的间隙即为测量值。在正方向最大允许偏差amax和负方向最大允许偏差amin的情况下,测得值bmin、bmax即为测量值的允许范围。
假设在没有任何偏差的情况下(见图6),将斜板、水平板、垂直板的板厚虚化为0,将卡板的α边和β边分别与斜板和水平板的底边相贴合,γ边与垂直板之间的间隙值设定为Z,对于相同的节点卡板,该值始终不变,可将该值命名为“卡板常数Z”,见图7。
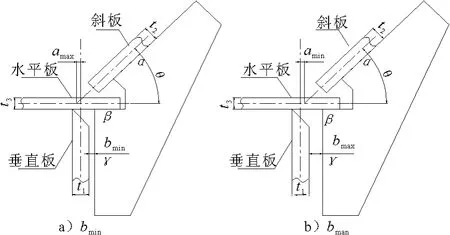
图5 测量值范围定义
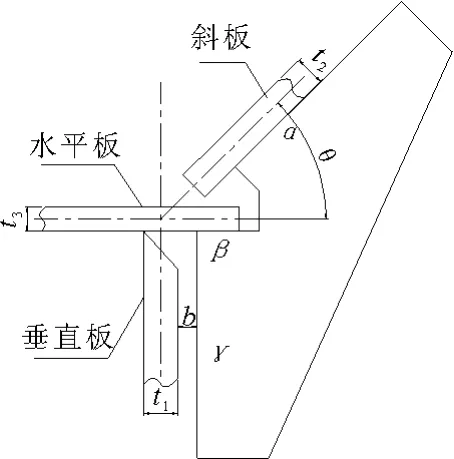
图6 理论偏差为0时,卡板与节点的关系
在设计结构卡板时,一般将Z定为t1max/2+ 5,(t1max为需要检测的一系列垂直板中的最大厚度)。在“卡板常数Z”确定的基础上,对后续公式进行推导。
2.3 板厚与允许测量值的关系
通过几何关系,分析卡结构法中板厚、允许偏差值与允许测量值范围的关系,并确定计算式。

图7 卡板常数Z的设定
从各板厚虚化为0的状态开始,首先定义垂直板板厚t1,对应的允许测量值变为Z-t1/2;然后定义斜板板厚t2,并只允许卡板水平平移,则允许测量值变为Z-t1/2-t2/2 sin θ;接着定义水平板板厚t3,并只允许卡板垂直平移,允许测量值不变;接着将卡板水平平移再次贴紧斜板,允许偏差值变为Z-t1/2-t2/2sin θ-t3/tan θ;最后定义正、负方向最大允许偏差值amax和amin,在原来的结果上分别-amax和+amin既得最后公式,推导过程见图8。
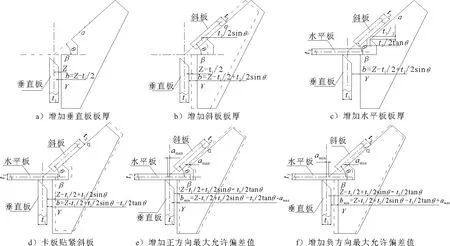
图8 测量值公式的推导
按照规范,通常情况下,其中的正、负方向最大允许偏差值amax=amin=tmin/3并且不超过5.0 mm (tmin为t1、t2、t3中的最小值),结合卡板常数Z的取值,该节点的结构卡板测量值公式可整理为
A≤b≤B
A=5+1/2(t1max-t1+t2/sin θ-t3/tan θ)-tmin/3
B=b≤5+1/2(t1max-t1+t2/sin θ-t3/tan θ)+tmin/3
其中:t1为垂直板的厚度;t2为斜板的厚度;t3为水平板的厚度;t1max为需要检测的一系列垂直板中的最大厚度;tmin为t1、t2、t3中的最小值,最大不超过15.0 mm)
3 结构卡板的应用
3.1 板厚与允许测量范围对照表
在使用结构卡板检测CM节点精度之前,还必须有一份板厚与允许测量范围对照表,规定在检查不同肋位号不同CM节点的时候需要使用的结构卡板的型号,以及对应不同的允许测量范围。
编制该表格时的常规做法是需要将不同的CM节点按照原比例绘制,在正/负方向最大偏差的情况下测量卡板与结构之间的间距,然后填入表中。有上文推导的测量值公式,可以直接在EXCEL等软件中编辑公式,输入各板厚值和斜板角度后,自动计算生成测量值的允许偏差范围。EXCEL中第一行的测量值允许范围的公式为
5+0.5×(16-B3+C3/sin(RADIANS(E3))-D3/tan(RADIANS(E3)))±min(B3:D3,15)/3,自动计算生成的结果见表1。
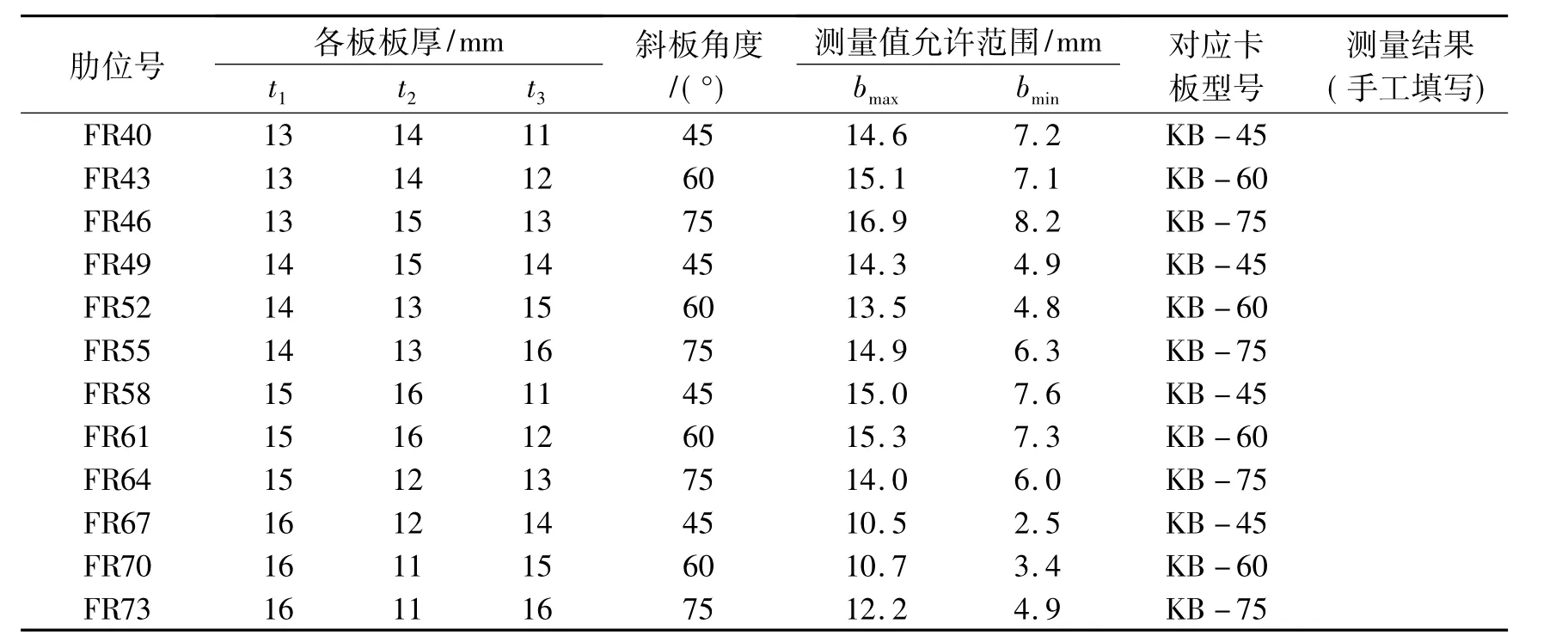
表1 板厚与允许测量范围对照样表
3.2 结构卡板的使用方法
确定结构卡板形式,得到对照表,在分段建造、总组和搭载过程中对CM节点精度进行焊前和焊后的监控。必须从装配过程就开始检测CM节点的精度,焊前应当重点检验。为了避免由于碳刨、焊接产生的结构变形,焊后必须进行检测。
如图9所示,将卡板的斜边α贴紧CM节点的斜边,然后沿斜边方向平移卡板,将卡板缺口处的水平边β边贴紧CM节点的水平边,垂直边γ与CM节点的垂直板形成的间隙就是要检测的测量值,可用直尺或塞尺进行测量,将测量值记录到对照表中,对比测量值是否在允许范围内。

图9 卡结构法
3.3 结构卡板的推广应用
1)LNG船,薄膜型LNG船的结构特点为,液货舱有上下2个斜面,所以该船的CM节点形式多为斜交十字边缘接头。由图4可知,穹顶的折角处、内纵壁上下折角处以及内底的折角处都是卡结构法的应用范围。以1.74万t LNG船为例,穹顶的折角处θ=45°,t1=16 mm,t2=16 mm,t3=13 mm,内纵壁的上折角处θ=45°,t1= 15.5 mm,t2=15 mm,t3=12 mm,内纵壁的下折角处θ=45°,t1=27 mm,t2=22 mm,t3=14 mm,内底的折角处θ=45°,t1=15 mm,t2=20 mm,t3= 22 mm,最大允许测量值依次分别为14.1、13.9、12.7、13.6 mm,最小允许测量值依次分别为5.5、5.9、3.4、3.6 mm。从施工部门和检验部门的反馈可知,基于上述数据并使用结构卡板进行监控检测后,显著提高了检测效率,并且焊前CM节点精度报验一次通过率超过90%。
2)散货船。散货船的CM节点形式中斜交十字边缘接头也不少,同样参照图4,槽型横隔舱的上坐墩底板和下坐墩底板以及货舱内底的折角处都可以应用卡结构法。
以8.2万t散货船为例,上坐墩中部节点处的θ=72°,t1=16 mm,t2=15.5 mm,t3=16 mm,边缘节点处的θ=72°,t1=20 mm,t2=19.5 mm,t3=16 mm,通过公式计算,最大允许测量值分别为15.5 mm和15.7 mm,最小允许测量值分别为5.5 mm和5.7 mm;下座墩节点处的θ=69°,t1= 20 mm,t2=20 mm,t3=20 mm,通过公式计算,最大和最小允许测量值分别为14.9 mm和4.9 mm;内底折角处的θ=45°,t1=13 mm,t2=21 mm,t3=21 mm,通过公式计算,最大和最小允许测量值分别为15.2 mm和6.5 mm。其中上坐墩底板和下坐墩底板的CM节点精度较难控制,基于以上数据,在装配定位过程中就使用结构卡板进行调整监控,取得了良好的效果。
3)油船。油船的CM节点形式中斜交十字边缘接头相对上述船型较少,由图4可知,主要分布在内底折角处以及内纵壁折角处。
以31.9万t油船为例,内底折角处的θ= 47°,t1=15 mm,t2=19 mm,t3=24 mm,通过公式计算,最大允许测量值为12.3 mm,最小允许测量值为2.3 mm;内纵壁折角处的θ=47°,t1= 19.5 mm,t2=18 mm,t3=16 mm,通过公式计算,最大允许测量值为13.1 mm,最小允许测量值为3.1 mm;以上述数据为基础,在CM节点的精度检测中使用了结构卡板,效率和通过率得到了显著的提高。
3.4 对比其他检测方法的优势
1)无需拨线和划线。卡结构法不依赖于拨线和划线,直接测量结构,无论是斜板定位偏差还是垂直板定位偏差都会影响到最终的测量值上,可以直接反映CM节点的结构对位情况。并且该方法操作简便快捷,定位精准,大大提高了CM节点精度的检测效率。
2)通用性强。卡结构法在不同板厚的情况下,只要斜板角度不变,卡板就可以通用,所以卡板根据不同的斜板角度分类,类型较少,成本也相应较低。同时由于类型少,也便于管理,不会产生用错的情况。
3)体系完整。结构卡板设计完成后,连同对照表一并送审船东和船检。同时在卡板制作完成后,交由船东和船检进行尺寸确认。在现场检测CM节点精度时,无论数据是否合格,都如实记录到对照表。从设计源头、卡板制作到测量数据追溯,整个体系十分完整,都有据可依。
4 结束语
结构危险区域监控是提升船舶建造质量、提升船舶建造整体水平、延长船舶使用寿命的关键技术。通过几何分析得到的允许测量值公式和对照表,提高了卡板设计的效率和准确度。同时,以此为基础的卡结构法在施工过程中的应用提高了CM节点报验的效率和通过率。
[1]罗凌翔.SHCM在建造过程中的控制[J].科技风,2013(2):54-57.
[2]赵耕贤,郑君镐,李小平,等.船舶设计实用手册结构分册[M].北京:国防工业出版社,2000.
[3]崔维成,蔡新刚,冷建兴.船舶结构疲劳强度校核研究现状及我国的进展[J].船舶力学,1998(4):63-65.
[4]中国船级社.钢质海船入级规范:第二分册[S].北京:人民交通出版社,2006.
Clamp Template Design and Application for the Critical Areas Construction Monitoring of Shipbuilding
YAN Yan,QIAN Zhen-hua,LI Mei-juan,WANG Peng-yu
(Shanghai Jiangnan Changxing Shipbuilding Co.,Ltd.,Shanghai 201913,China)
In the shipbuilding process,the structural stress of the ship critical monitoring areas is highly concentrated,which usually engender damages,such as cracks.Accordingly,inspection of the ship critical monitoring areas is very important. The commonly used inspection methods for CM areas are introduced,among which the clamp template is most important.A rational clamp template is designed according to the geometrical principle,and the table of different thickness of plate is worked out.The application principle and range of clamp template is analyzed also.
critical areas;CM areas;clamp template;mathematical formula
U671
A
1671-7953(2015)02-0001-05
10.3963/j.issn.1671-7953.2015.02.001
2014-07-19
修回日期:2014-10-31
上海市经信委“引进技术的吸收与创新计划”项目(2010X1-012)
阎焱(1969-),男,学士,高级工程师
研究方向:船舶建造工艺
E-mail:swsyanyan@126.com
猜你喜欢
新高考·高二数学(2022年3期)2022-04-29
新高考·高二数学(2022年3期)2022-04-29
商界评论(2022年1期)2022-04-13
一重技术(2021年5期)2022-01-18
中学生数理化(高中版.高二数学)(2020年11期)2020-12-14
学生天地(2020年6期)2020-08-25
电子制作(2018年11期)2018-08-04
中学生数理化·高一版(2018年6期)2018-07-09
草原(2018年2期)2018-03-02
华人时刊(2016年16期)2016-04-05
