用于网格状金属切割的等离子切割电源控制策略研究
2015-06-06 11:40陈桂涛刘春强孙强钟彦儒
电工电能新技术 2015年8期
陈桂涛,刘春强,孙强,钟彦儒
(西安理工大学电气工程系,陕西西安710048)
用于网格状金属切割的等离子切割电源控制策略研究
陈桂涛,刘春强,孙强,钟彦儒
(西安理工大学电气工程系,陕西西安710048)
为解决金属网格切割过程中精确控制弧电流的问题,在分析金属网格切割弧转移过程、建立电弧模型的基础上,提出一种基于电弧负载模型的弧电流指令前馈的复合控制策略。控制策略外环为电流环,实现等离子电弧电流及能量控制;在电压内环引入基于电弧负载模型的弧电流指令前馈控制,通过前馈控制的快速性迅速建立弧柱电压,达到维持电弧稳定的目的。仿真和实验结果表明,提出的控制策略能够快速响应网格状金属切割时引弧过程及非转移弧和转移弧之间的快速切换需求,实现弧电流的快速精确控制。
金属网格;等离子切割;负载模型;等离子弧
1 引言
等离子技术已被广泛应用于工业、化学、国防和通信等领域[1]。等离子弧切割(Plasma Arc Cutting,PAC)是一种高速高精度的金属材料切割方法,与传统的火焰切割相比,等离子切割凭借迅捷的切割速度、良好的切割质量等优势,在金属切割领域应用得越来越广泛。等离子切割在阴极电极和喷嘴之间短路形成电弧,该电弧在气体的作用下被吹出喷嘴,利用电弧的高能量熔化金属,再利用等离子体射流的高动量将融化材料排开吹走直至等离子气流束穿透背面而形成割口[2,3]。文献[4-6]采用高速成像的方法对等离子弧进行了深入直观的对比分析。这些研究成果表明,等离子弧受喷嘴形状、气压和电流等诸多因素影响,并对切割速度、切割效果和喷嘴寿命等都有着重要作用。
由于等离子弧受诸多因素的影响,从PAC电源控制的设计角度,近年来如何满足等离子弧快速多变的非线性控制需求成为研究热点[7-10]。文献[7]为了解决等离子的非线性及时变问题,采用电流和电压环切换控制,空载电压稳定有利于小弧的稳定,在正常切割过程中利用电流环控制输出电流恒定。文献[8]提出的电压外环、电流内环双闭环控制方式,解决了并联双闭环反复切换的问题,实现了空载电压的稳定。而文献[9,10]考虑了电弧负载的非线性特征,将智能控制算法引入PAC控制,提高了系统的鲁棒性和抗干扰能力。然而,尽管这些控制策略不同程度上考虑了电弧负载的非线性因素,但均未建立被控对象的数学模型,而精确的负载模型能够提高系统的响应速度[11]。
针对网格状金属切割时的引弧以及频繁弧转移过程的快速性和控制精度问题,本文提出一种基于电弧负载模型的弧电流指令前馈复合控制策略,以解决金属网格切割下的弧产生、弧转移和弧电流的精确控制问题,保证切割精度,同时提高引弧成功率,减少喷嘴损伤。
2 网格状金属切割弧转移过程分析
图1为PAC电源主电路。其中,Ui由不控整流和三相单开关有源功率因数校正电路得到;Q1与Q2是半桥电路开关管,Q3为引弧管;电流传感器IF1和IF2采样的变量分别为电感电流iL、转移弧电流icut。
网格状金属切割包括引弧和网格切割两个阶段,其中引弧过程采用阴极-喷嘴短路的低频引弧方式,与传统高频引弧方式相比具有电磁干扰小的优点。低频引弧过程如图2所示,非转移弧是产生于喷嘴与阴极之间的等离子弧,而转移弧建立在工件与阴极之间,工件切割时必须由非转移弧转换为转移弧。

图1 逆变式空气PAC电源主电路Fig.1Main circuit of PAC power supply inverter
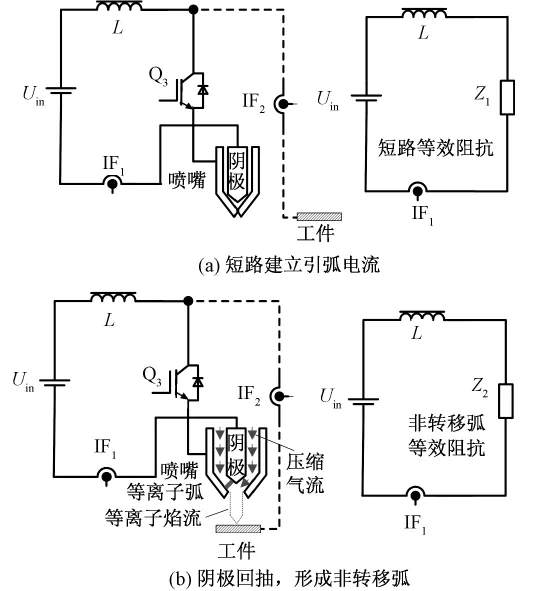
图2 低频引弧过程Fig.2Process of low-frequency pilot arc
低频引弧过程有两个状态,初始状态为阴极与喷嘴短路,如图2(a)所示,维持短路电流。当低频引弧气路打开时,如图2(b)所示,阴极受压缩空气的作用力回抽,与喷嘴之间产生间隙,利用阴极与喷嘴短路瞬间产生的火花将压缩空气电离,在阴极与喷嘴之间形成非转移弧。喷嘴接近工件,阴极与工件之间形成电弧,关断引弧管Q3,实现非转移弧到转移弧的转换。
切割网格状金属的时序如图3所示,网格金属切割过程及等效电路如图4所示。其工作过程为:在t3时刻,喷嘴越过空隙,遇到金属导体时,对应图4(a),转移弧和非转移弧共同存在,当IF2检测的电流陡升时,关断引弧开关管Q3,此时电弧由非转移弧转换为转移弧。在t3~t4之间,切割金属导体时仅存在阴极与工件之间的转移弧,对应图4(b)。t4时刻,喷嘴遇到网格空隙,IF2检测的电流陡降,当达到阈值时,开通引弧管Q3,对应图4(c),使电弧由转移弧向非转移弧转换。在网格空隙时仅存在喷嘴与阴极之间的非转移弧。此种工作模式的最大优点是切割网格状工件时,可以实现不断弧,避免频繁引弧对喷嘴的损伤,延长喷嘴寿命。
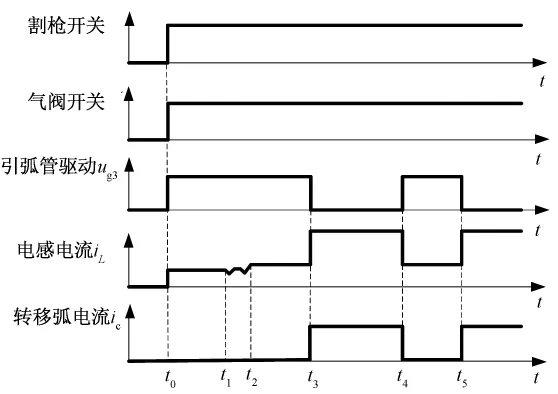
图3 网格状金属切割时的时序图Fig.3Timing diagram of grid plates cutting

图4 网格金属切割过程及等效电路示意图Fig.4Schematic diagram and equivalent circuit of grid plates cutting
由以上分析可知,切割网格状金属时不断在非转移弧和转移弧之间切换,同时切割过程中气体流量、切割速度等因素对电弧均有影响,等效的电弧阻抗在不断变化,对电源控制有较高的要求。因此本文提出基于电弧负载模型的弧电流指令前馈的复合控制策略,以实现网格状金属切割时PAC电源输出电流的精确控制。
3 基于电弧模型的弧电流指令前馈复合控制策略
3.1 弧电流指令前馈复合控制策略
如第1节所述,引入精确的电弧模型来设计控制系统,能够实现迅速、精准地控制弧电流。为了解决网格状金属切割时电流精确控制的问题,提出基于电弧负载模型的弧电流指令前馈复合控制策略,控制框图如图5所示。

图5 弧电流指令前馈补偿复合控制框图Fig.5Composite control block of current reference feedforward compensation
对弧电流参考值的突变(图5中iref)采取前馈补偿措施,当弧电流指令变化但未影响到被控量时,前馈控制已发挥作用。因此,加入弧电流指令前馈后受系统延迟的影响更小,输出电流能够更快地跟踪指令电流iref。
3.2 等离子电弧模型的建立
图5中Go(s)为等离子电弧的等效阻抗,精确的负载模型有利于提高PAC电源的控制性能。根据电弧质量和能量积分守恒方程[12],得到式(1)和式(2):

式中,p为压强;U为电弧电压;I为电弧电流;qm为离子气的质量流速率;Aα为喷嘴出口处弧柱内部高温电传导区面积;An为喷嘴截面积;An-Aα为外部低温非导电环行区面积;K1、K2为比值;下标α表示内部高温区;下标o表示外部低温区。
根据式(1)和式(2),计算得到等离子电弧负载伏安特性。为便于控制系统的设计,采用数值拟合方法对电弧模型进行逼近,假设电弧伏安特性方程为:

结合相关数据[12],利用软件Matlab求解电弧伏安特性曲线,并采用非线性最小二乘法进行数据拟合,得到A=4098,B=102.8182,C=-0.0016。仿真得出的等离子电弧负载伏安特性及拟合曲线如图6所示。
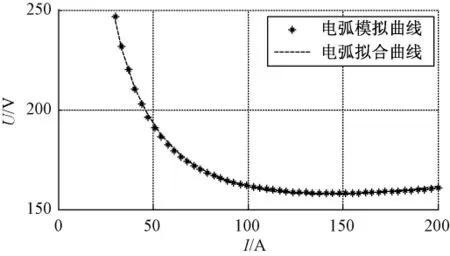
图6 PAC电弧伏安特性曲线Fig.6Volt-ampere characteristics curve of PAC arc
根据等离子电弧伏安特性的拟合曲线,可求出PAC负载等效阻抗为:

3.3 电压内环校正器设计
应用状态空间平均法对电路建模,推导出输出电压对占空比的传递函数为:

电压内环控制器采用PI校正器,则补偿环节传递函数为:

由图5可得,电压内环的闭环传递函数为:

电压环的采样调理电路的时间常数τv为0.5ms,其可用一阶惯性环节等效为:

由于电压环调理电路的时间常数比Gvd(s)的时间常数大得多,取PI环节的τ1=τv,期望的截止频率为开关频率的1/20,即1kHz。可得Kp1= 0.0033,τ1=0.0005。利用Matlab绘制电压内环的开环传递函数的伯德图,如图7所示,可以看出,校正后截止频率降到了频率设定值。

图7 电压内环伯德图Fig.7Bode diagram of voltage loop
3.4 电流外环及前馈补偿校正器设计
为便于电流环控制参数的设计,将电流闭环与弧电流指令前馈控制器相结合,对图5所示的控制系统进行变换,得到的等效控制框图如图8所示。

图8 弧电流指令前馈补偿等效控制框图Fig.8Equivalent control block of current reference feedforward compensation
引入电流外环,电流环仍采用PI校正器,令:

考虑基于负载模型的前馈补偿,系统的开环传递函数可表示为:

根据图8可以写出系统的闭环传递函数为:

由式(11)可以看出,前馈补偿环节Gf(s)只存在于系统闭环传递函数的分子当中,并不影响系统的稳定性。等离子弧补偿环节取为:

电流环调理电路的时间常数为0.2ms,比电压内环的时间常数大得多。因此,电流外环的PI参数可取为Kp2=0.48,τ2=0.0002。图9为电流外环的开环传递函数Gi_o(s)伯德图,校正后系统幅值闭环增益增大,有利于系统快速跟踪弧电流指令。
4 实验结果
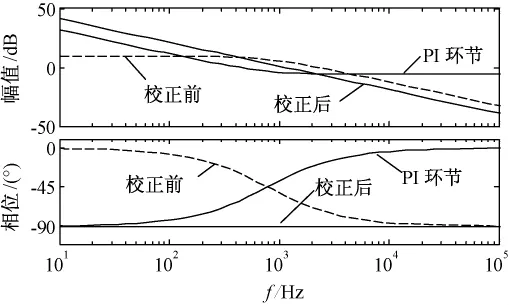
图9 电流外环伯德图Fig.9Bode diagram of current loop
为了验证提出的控制策略的有效性,设计基于TMS320F2808主控芯片的数字控制器,并搭建一台等离子切割电源样机,样机参数详见表1。图10给出了在本文所提控制方法作用下,PAC电源在网格切割工况下的运行情况。
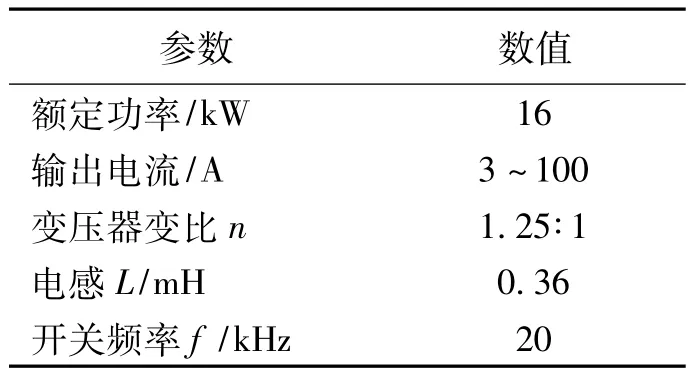
表1 PAC电源参数Tab.1Parameters of PAC power supply
图10(a)为低频引弧过程的实验波形,起弧前阴极与喷嘴处于短路状态,引弧信号ug3置高,维持短路电流,气路打开时压缩空气将喷嘴与阴极吹开,此时电流迅速跌落,从图10(a)的拉弧时刻可以看出,此时弧电压uo快速建立,维持电流稳定,保证成功起弧。
非转移弧稳定后,将喷嘴靠近网格金属,如图10(b)所示,转移弧电流icut逐渐增大,当icut大于阈值时,引弧信号ug3变低,非转移弧电流iarc跌落。此过程导致电弧能量跌落,需快速维持转移弧电流到指令值,防止断弧。实验结果表明,系统不仅稳定且能够快速跟随弧电流指令变化,达到了良好的控制效果。
图10(c)为网格状金属切割过程实验波形。当喷嘴遇到网格空隙,转移弧电流icut陡降,转移弧即将熄灭,此时开通引弧管Q3,迅速建立非转移弧电流,实现弧能量的转移,同时维持较低的弧电流,减少对喷嘴的损伤。喷嘴再次遇到金属导体时,转移弧电流icut开始增大,关断引弧管Q3,此时电流快速转移到阴极与工件之间,利用电流前馈的快速性,转移弧电流icut迅速跟踪到指令电流,形成转移弧。上述实验结果表明本文提出的控制策略是行之有效的,在网格状金属切割时能够精确控制弧电流。
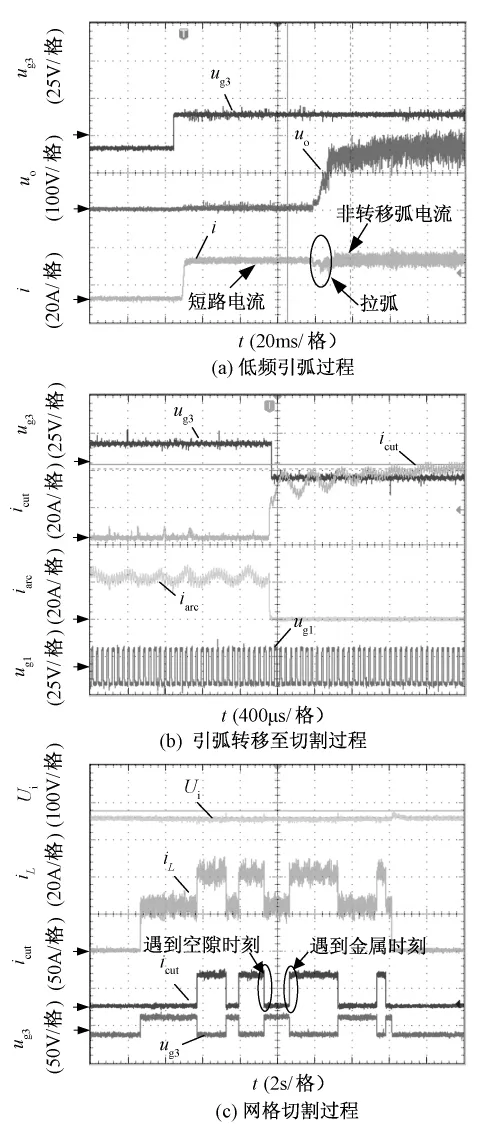
图10 PAC样机切割实验波形Fig.10Experimental waveforms of PAC prototype
5 结论
本文建立了用于等离子切割的等离子电弧数学模型,提出基于电弧模型的弧电流指令前馈复合控制策略。该策略具有以下优点:提出的控制策略对系统输出电压及弧电流均具备良好的鲁棒性和动态性能;对网格金属负载适应性强、响应速度快;能够精确控制网格状金属切割过程中的电弧能量、迅速实现弧转移过程;引弧可靠性高,对喷嘴损伤小。仿真和实验结果表明,该策略能够在网格状金属切割时精确控制弧电流,实现对等离子弧产生、频繁弧转移切换和切割过程的快速响应和精确控制。
[1]赵斌,梁翠翠,赵剑利,等(Zhao Bin,Liang Cuicui,Zhao Jianli,et al.).板板式介质阻挡放电等离子体直接合成过氧化氢研究(Direct synthesis of hydrogen peroxide using plate-plate type dielectric barrier discharge)[J].电工电能新技术(Advanced Technology of Electrical Engineering and Energy),2009,28(3):73-76.
[2]Nguyen Phi Long,Yasunori Tanaka,Yoshihiko Uesugi.Numerical investigation of the swirl gas angle and arc current dependence on evaporation of hafnium cathode in a plasma cutting arc[J].IEEE Transactions on Plasma Science,2012,40(2):497-504.
[3]K Salonitis,Vatousianos.Experimental investigation of the plasma arc cutting process[A].Procedia CIRP,45th CIRP Conference on Manufacturing Systems[C].2012. 3:287-292.
[4]Colombo V,Concetti A,Ghedini E,et al.High-speed imaging of pilot arcing and piercing in PAC[J].IEEE Transactions on Plasma Science,2008,36(4):1042-1043.
[5]Boselli M,Colombo V,Ghedini E,et al.High-speed imaging investigation of transient phenomena impacting plasma arc cutting process optimization[J].Journal of Physics D:Applied Physics,2013,46(22):224010-224019.
[6]Cantoro G,Colombo V,Concetti A,et al.Statistical analysis of high-speed Schlieren imaging in PAC[J].IEEE Transactions on Plasma Science,2011,39(11): 2898-2899.
[7]Young Min Chae,Yungtaek Jang,Milan M,et al.A novel mixed current and voltage control scheme for inverter arc welding machines[A].16th Annual IEEE Applied Power Electronics Conference and Exposition[C].Anaheim,USA,2001.308-313.
[8]朱国荣,康勇,段善旭,等(Zhu Guorong,Kang Yong,Duan Shanxu,et al.).逆变式切割电源的极点配置双闭环控制(Double close loop control based on pole assignment for inverter power supply of metal cutting)[J].中国电机工程学报(Proceedings of the CSEE),2009,29(24):26-31.
[9]尤波,张雪岩,贾德利(You Bo,Zhang Xueyan,Jia Deli).逆变式等离子切割电源控制策略仿真研究(Simulation on control strategy of inverted plasma cutting power supply)[J].系统仿真学报(Journal of System Simulation),2009,21(20):6677-6681.
[10]Jia Deli,You Bo.An intelligent control strategy for plasma arc cutting technology[J].Journal of Manufacturing Processes,2011,13(1):1-7.
[11]胡国珍,段善旭,蔡涛,等(Hu Guozhen,Duan Shanxu,Cai Tao,et al.).基于模型参数拟合的锂离子电池充电电源控制性能(Control performance analysis of lithium ion battery charger based on model parameter fitting)[J].电工技术学报(Transactions of China Electrotechnical Society),2012,27(2):146-152.
[12]雷玉成,郑惠锦(Lei Yucheng,Zheng Huijin).工艺参数对焊接等离子弧的影响(Influence of process parameters on welding arc plasma)[J].焊接学报(Transactions of the China Welding Institution),2001,22(6): 73-76.
Research on control strategy of plasma arc cutting power supply used for grid plates cutting
CHEN Gui-tao,LIU Chun-qiang,SUN Qiang,ZHONG Yan-ru
(Department of Electrical Engineering,Xi’an University of Technology,Xi’an 710048,China)
For solving the problem that how to control arc current accurately in the process of cutting grid plates,an arc current reference feedforward composite control strategy was proposed,which was based on the analysis of arc transfer process and arc model.The external loop of control strategy is current loop,which can control arc current and achieve the precise control of arc energy.Arc current reference feedforward compensation based on load model was introduced into voltage inner loop.The voltage loop can quickly establish the arc voltage,which maintains the arc stable.Simulations and experimental results were given to verify that the proposed control method can respond quickly between non-transferred arc and transferred arc when cutting grid plates,and can achieve the precise control of arc current simultaneously.
grid plates;plasma arc cutting;load model;plasma arc
TG483
A
1003-3076(2015)08-0019-06
2014-04-18
陕西省教育厅产业化培育项目(2011JG08)、陕西省科技厅科技攻关项目(2011K09-05)
陈桂涛(1981-),男,山东籍,讲师,博士研究生,研究方向为特种电源拓扑与控制方法;刘春强(1990-),男,河南籍,硕士研究生,研究方向为新型电力电子系统与装置。
猜你喜欢
有色设备(2022年2期)2022-08-06
红领巾·探索(2022年5期)2022-06-02
智能建筑电气技术(2022年2期)2022-02-06
军民两用技术与产品(2021年10期)2021-03-16
中华养生保健(2020年7期)2020-11-16
制造技术与机床(2019年9期)2019-09-10
电子制作(2018年12期)2018-08-01
电子制作(2017年22期)2017-02-02
焊接(2016年1期)2016-02-27