压边力方式对高强度板应变路径影响规律研究
2015-06-07 09:42龚小涛郭红星
锻压装备与制造技术 2015年1期
龚小涛,郭红星,杨 帆,张 哲,陆 演
(1.西安航空职业技术学院,陕西 西安 710089;2.北京汽车研究总院有限公司,北京 100021)
0 引言
板料成形极限图(FLD)是广泛用来评定和判断板料成形性能的最直观方法。不同的应变路径对板料成形极限图有着较大的影响,而成形极限图又直接影响到板料冲压工艺方案的确定[1]。因此,对于高强度钢板,成形过程更为复杂,变形过程受几何边界条件、摩擦条件等因素影响,特别是压边力方式,对应变路径有着重要影响,研究压边力方式对应变路径的影响对于发挥材料的性能及提高先进高强度钢板的成形精度有着重要意义。
国内外学者对成形极限图中复杂应变路径展开了大量研究。Mchenborn和Sonne提出了计算应变路径FLD的两项准则:一是以表面应变为基础,另外一种是以等效应变为基础[2]。Durrenberger利用盒形件为研究对象,研究应变路径对高强度钢板的力学性能影响,分析了在撞击条件下高强度钢板的力学性能[3]。徐兆东等通过实验研究了当应变路径状态改变时,通过降低应变峰值达到充分利用板料潜在塑性的目的[4]。本文以有限元分析软件Dynaform为平台,研究不同压边力方式对板料的应变路径的影响规律,从而实现其成形性能的提高。
1 特征件模型
为了研究不同压边力方式对DP590高强度钢板的成形性能的影响,利用UG软件建立其零件模型,如图1所示。以igs格式导入到Dynaform软件中,对其进行有限元分析,其中材料为宝钢生产的DP590冷轧双向高强度钢,厚度为1.7mm。在成形分析过程中,主要研究板料的变化情况,为了缩短有限元计算时间,简化模型,将模具及压边圈均设定为刚性模型,认为在冲压成形过程中尺寸不发生任何变化。在有限元分析过程中,可能因变形过程网格畸变而导致分析无法进行,因此利用软件自带的自适应网格划分功能,对分析过程中的网格进行自适应重新划分,保证分析计算的正常进行。

图1 盒形零件模型
2 模拟方案
为了研究压边力方式对应变路径的影响规律,分别设置三种压边力方案:方案一采用恒定压边力方法,压边力分别设定为20kN、50kN;方案二中压边力的大小随冲模行程变化,变化方式分别为渐增式(0~50kN)和渐减式(50kN~0);方案三为压边力随成形位置而变,即分块压边力,如图2所示。表1为分块压边力设置方案。
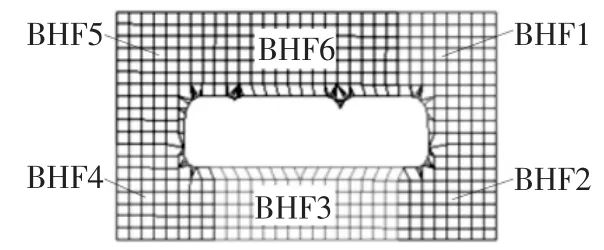
图2 分块压边力方案

表1 压边力设置方案
3 结果分析
利用有限元分析软件Dynaform对盒形件拉深过程进行分析,表2所示为不同压边力方案对材料最大减薄率的影响。从表2可以得知,当压边力为50kN时,零件存在最大减薄率;其次为渐减式压边力,压边力为20kN和渐增式压边力时的减薄率相差不大;利用分块压边力得到的最大减薄率最小,这是由于分块压边力是随成形位置变化而不同,零件A区圆角处为危险区域,就相应降低对应为位置的压边力,零件长边区域易发生起皱,就增大相应位置的压边力。分块压边力的好处在于可灵活调整不同区域所需要的压边力,从而精确控制板料的流动和变形。

表2 压边力设置与材料最大减薄率关系
图3为不同压边力方式对特征件危险点处应变路径的影响。当压边力BHF=50kN时,应变路径为平面应变,材料破裂;当压边力BHF=20kN时,应变路径为拉压状态向双拉状态转变,近似线性路径,材料处于临界状态。当压边力为渐增式(BHF=0~50kN)和渐减式(BHF=50kN~0),应变路径与当压边力BHF=20kN时一样,说明渐增式和渐减式压边力对应变路径的改变有一定的影响。与渐增式压边力对比,渐减式压边力的应变路径更近似于平面应变,渐减式压边力的成形极限点高于渐增式压边力。采用分块压边力方案时的应变路径均处于负应变区,但危险点较低。

图3 压边力对应变路径的影响
4 结论
(1)板料拉深成形过程中,恒定式压边力方式板料减薄率最大,最容易发生破裂;分块式压边力方式减薄率最小,最便于精确控制材料的流动和变形。
(2)变压边力方式可以影响应变路径的改变,其中渐减式压边力方式的应变路径更加接近于平面应变,和渐增式压边力方式相比成形极限较高。
[1]齐振杰,夏琴香,戚春晓,等.不同应变路径下高强度钢板成形数值模拟分析[J].锻压技术,2013,38(1):35-40.
[2]Rao U S.Chaturvedi R C.Sheet metal forming limits under complex strain paths using shear instability criterion[A].Pro.1CTP[A].Tokyo,1984.
[3]Durrenberger,L.Influence of the strain path on crash properties of a crash-box structure by experimental and numerical approaches[J].8th International Conference on Mechanical and Physical Behaviour of Materials under Dyanmic Loading,2006.
[4]Zhao Dongxu,Tang Yujia.Numerical simulation by using high-strength steel blanks in the multi-stage stamping process[J].Journal of Jilin University,2006,24(3):97-101.
[5]陆 演.DP590先进高强度钢板成形性能及其在汽车B柱中的应用[D].重庆:重庆大学,2011.
[6]林晓娟,于 宽,潘悦飞,等.变压边力拉深工艺研究[J].锻压装备与制造技术,2009,44(1):59-62.
[7]王琬璐,刘全坤,刘克素,等.基于数值模拟的C柱内板拉延筋设计与优化[J].锻压装备与制造技术,2010,45(4):58-62.
猜你喜欢
锻造与冲压(2022年14期)2022-07-21
机械研究与应用(2022年1期)2022-03-14
制造技术与机床(2022年1期)2022-01-19
焊管(2021年10期)2021-11-04
模具制造(2021年8期)2021-10-20
汽车工艺与材料(2021年5期)2021-05-17
科学技术创新(2021年5期)2021-03-17
模具工业(2021年1期)2021-02-26
山东工业技术(2018年3期)2018-11-30
制造技术与机床(2018年8期)2018-10-09