热带钢半连轧机改造为半无头轧机主要设备技术分析研究
2015-06-24 14:27杨固川
冶金设备 2015年2期
杨固川
(中国第二重型机械集团公司 四川德阳618000)
·技术分析·
热带钢半连轧机改造为半无头轧机主要设备技术分析研究
杨固川①
(中国第二重型机械集团公司 四川德阳618000)
分析研究我国热带钢半连轧机改造为半无头轧机,主要设备由我国自主技术集成、自主设计制造的可行性及存在的技术问题,设备布置方案,供技术改造参考。
热带钢 半连轧机 半无头轧制 设备
1 前言[1-2]
我国现有宽度1000~2300mm热带钢半连轧机生产线75条,年生产能力2亿多t,生产带钢最小厚度1.5mm以上。另外引进的10条薄板坯连铸连轧生产线设计可以生产最小厚度0.8mm以上产品,投产几年后由于设备稳定性、可靠性、控制精度、使用维护水平等原因,实际多数企业也只能生产最小厚度1.2mm以上产品,有的企业将半无头生产设备都取消了。2014年我国某公司引进5条ESP无头热带钢生产线,目的是大批量生产厚度0.8~4.0mm产品,以低成本的热轧带钢代替冷轧带钢占领市场,即“以热代冷”。在我国钢铁生产能力严重过剩的情况下,还增加1000多万t热带钢生产能力,我国带钢市场竞争将更加残酷,特别是中西部地区钢铁生产成本高的企业经济效益不容乐观。ESP生产线是否能达到当年引进薄板坯连铸连轧生产线的目的有待实际生产验证,作者担心我国企业操作管理人员素质、使用、维护、备件等技术管理能力能否长期达到国外水平?真正长期正常生产,而不是作广告宣传。
为了达到“以热代冷”的目的,如何利用我国现有热带钢半连轧生产线,改造成为半无头带钢生产线(即中间坯连接型半无头轧制技术),更好地发挥常规热带钢半连轧机具有带钢压缩比大、产品性能高等生产高端产品优势,以及生产产品灵活,适应市场能力强等优点,进一步扩大产品品种和尺寸范围,提高市场竞争力和经济效益,是一项很值得研究探讨的问题。
1996年日本川崎制铁所千叶3号2030mm热连轧机改造成功后,日本新日铁公司大分厂、韩国浦项公司和光阳厂分别将其热连轧机改造成半无头轧制的全连续轧机。由于各国企业生产技术水平、生产能力、市场需求不同,以及受到主要关键设备成套技术限制,这项技术还没有在全球大范围推广。我国有“以热代冷”市场需求,为了提高企业适应市场的能力,有必要自主研究开发、自主技术集成,将热带钢半连轧机改造成半无头轧机,使其既能生产传统热带钢,又能生产薄热带钢,为用户提供较全尺寸的产品。
2 热带钢半连轧机改造为半无头轧机主要设备技术[1]
我国宽度1000~2300mm热带钢半连轧机,主要设备配置有:粗轧机(多数是1机架,少数是2、3、4机架)、热卷箱(选项)、切头/尾飞剪(多数是转鼓式,一般宽度2m以上是连杆式),四辊精连轧机F1~F7、(或是F6、F8机架),卷取机(多数是3台,少数是2台或4台)等设备。
热带钢半连轧机改造成半无头轧机,如果采用中间坯焊接(或其他连接方式)半无头轧制技术,主要关键设备技术有:三工位无芯移送热卷箱(简称:三工位热卷箱,下同)、中间坯移动焊接机(移动焊机)、精轧机后气动压带装置(压带装置)、卷取机前高速带钢分断飞剪(高速飞剪)、卷取机前穿带装置(穿带装置)、薄带卷取机等。以及与各设备配套的液压润滑系统、自动化控制系统等系统集成技术。以下以某1580轧机为例,分析主要设备及设备布置关系。
某1580轧机半连轧机主要设备布置简图,见图1a。
对于无热卷箱的轧机,末架粗轧机到飞剪距离(中间辊道)将更长(长30m左右),因为无热卷箱时,粗轧最后n道次中间坯长度,要全部出粗轧机后再低速(0.4~2.5m/s)进入切头/尾飞剪,而有热卷箱时,粗轧机最后n道次中间坯可以与热卷箱形成连轧连卷,中间辊道长度短(这也是有热卷箱的优点之一),改造增加的设备布置更容易实现。
某1580轧机改造为半无头轧机主要设备布置简图(方案一)见图1b、(方案二)见图1c。



图1 半连轧机改造为半无头轧机主要设备布置简图
1-粗轧机; 2-二工位热卷箱; 3-飞剪; 4-除鳞箱; 5-F1~F7四辊精轧机; 6-层流冷却; 7-卷取机; 8-三工位热卷箱; 9-移动焊机; 10-压带装置; 11-高速飞剪; 12-穿带装置和卷取机设备之间距离(取整数):单位/m
主要设备性能见表1。

表1 主要设备性能
3 半无头轧机主要设备设计制造技术可行性
3.1 三工位热卷箱
三工位热卷箱的作用,除了热卷箱对中间坯热带卷保温均温等常规作用外,在半无头轧制生产中更重要的作用是:中间坯热带卷在焊机进行焊接工作时,在粗轧机与精轧机之间起到缓冲、速度匹配、前后设备故障处理等作用,是实现半无头轧制的关键设备之一。中国二重在20世纪80年代开始设计研究热卷箱,至今为国内外热带钢半连轧机提供了30台两工位无芯移送热卷箱成套技术,具有自主知识产权,达到或超过国外热卷箱技术水平。目前已经开发研究了三工位无芯移送热卷箱,具备机械、液压、电气成套技术供应能力。三工位无芯移送热卷箱运行示意图,见图2。
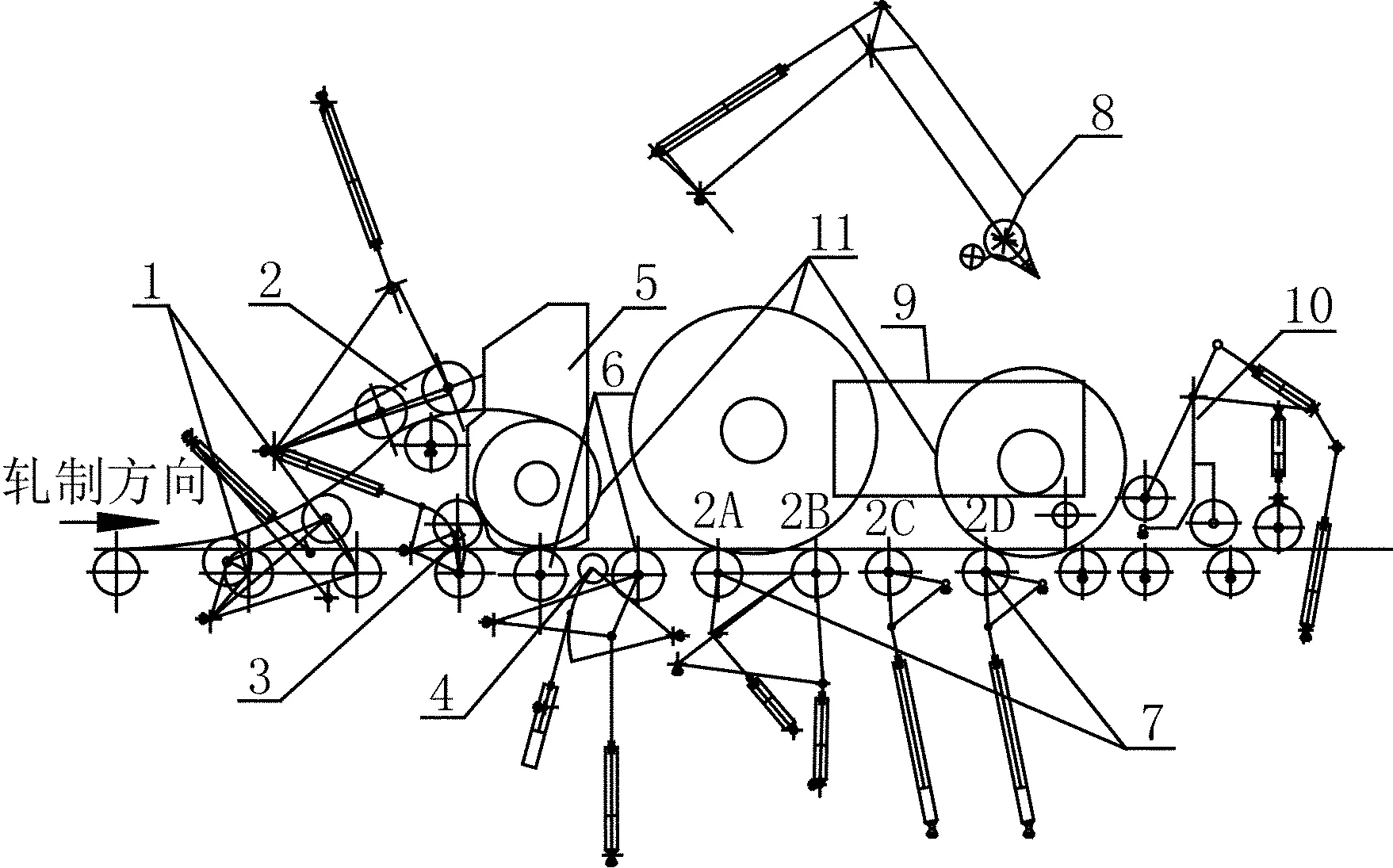
图2 三工位无芯移送热卷箱示意图
1-入口导槽及偏转辊; 2-弯曲辊; 3-成形辊; 4-推卷器; 5-保温侧导板; 6-1A、1B托卷辊; 7-2A、2B、2C、2D托卷辊; 8-开卷器; 9-稳定器; 10-夹送辊及缓冲辊和开尾销; 11-带卷;
入口1号托卷辊区是卷取工位;中间2A2B2C托卷辊区是带卷无芯移送和开卷工位;出口2D托卷辊到夹送辊及缓冲辊和开尾销区是带卷与精轧机同步运行工位
热卷箱工作方式有:①直通工作方式,②卷取/开卷工作方式,③仿真,三种工作方式。
在末架粗轧机进行生产时,根据轧制N-2道次时中间坯长度,在运输辊道标高之上的热卷箱弯曲辊等入口设备,可以处于打开状态,热卷箱其他部分移动升降辊子也处于运输辊道工作状态,即热卷箱入口部分处于直通工作方式与卷取工作方式之间变换,保证粗轧机轧制中间坯长度和通过能力,尽量减少技术改造占用辊道距离后对生产能力的影响。
3.2 移动焊机
中间坯热带卷之间的头尾连接是实现半无头轧制的关键工序,技术改造时为了尽量减少占用中间辊道通道,保证粗轧中间坯长度和通过能力,对移动焊机的要求是:①移动焊机移动速度与中间坯F1轧机入口速度同步(一般F1轧机入口速度≤1.0m/s),②移动距离和时间尽量短,这样占用辊道距离短,③中间坯连接部材料机械性能等于或大于母材机械性能。目前国内正在研究开发移动连接设备技术。
3.3 压带装置
压带装置作用是:保证高温薄带在出精轧机后、进入层流冷却前在输出辊道上的稳定运输。我国在薄板坯连铸连轧生产线上引进了压带装置设备技术。中国二重掌握了压带装置的自主设计制造技术,在我国出口某国第一套热带钢半连轧机上已经正常使用,大量生产厚度1.0~3.0mm的产品。
3.4 高速飞剪
为了生产市场需要的并方便运输、存储的带卷,必须用高速飞剪将半无头热带钢分断并进入高速卷取机卷取成卷,我国薄板坯连铸连轧生产线上引进了高速飞剪设备技术,国内中国二重具有自主知识产权,正在联合国内使用单位,自主开发设计制造高速飞剪。
3.5 高速穿带装置
高速穿带装置(含夹送辊、头部进入卷取机的高速引导装置)作用是:引导薄带钢分断后的头部进入高速卷取机卷取,经过一段无辊道运输通道,防止带钢头部折弯、卡阻并正常穿入卷取机。中国二重掌握了高速穿带装置的自主设计制造技术,在我国出口某国第一套热带钢半连轧机上已经正常使用。针对厚度0.8~1.2mm的产品需要对部分技术补充完善。
3.6 高速薄带卷取机
中国二重掌握了高速超薄带卷取机(或旋转卷取机)的自主设计制造技术,在我国出口某国第一套热带钢半连轧机上已经正常使用。针对厚度0.8~1.2mm的产品需要对部分技术补充完善。
4 技术改造设备布置方案
技术改造要根据现有设备布置状况进行,改造后应在不影响目前用户现有产品生产条件下,增加半无头轧制生产薄带产品的功能。改造的关键问题是增加移动焊机后设备如何布置?移动焊机必须安装在三工位热卷箱与精轧机前除鳞箱之间;其它设备:三工位热卷箱利用现有热卷箱部分改造(增加一个工位)、精轧机后压带风机在输出辊道上安装,切头飞剪、高速飞剪、穿带装置、高速卷取机等,可以移动位置、增加、补充、完善、或利用现有设备改造。以某1580轧机为例,分析研究技术改造的两个设备布置方案的可行性(见图1)。
需要说明的是,常规设计半连轧机轧制n-2道次时中间坯头部不会到达热卷箱前侧导板(长度4.5m倾斜段+7.5m平行段),改造时可以利用这段空间。
4.1 切头飞剪移动位置方案(见图1b)
此改造方案把原切头飞剪移动到三工位热卷箱前侧导板与热卷箱之间,取消原飞剪前后侧导板、辊道,虽然飞剪占用了约2m长度,由于在粗轧与热卷箱之间中间坯通过能力是总粗轧道次n减最后2道次时长度,一般原设计中间坯不会达到热卷箱前侧导板,所以改造后中间坯头部一般不会到达飞剪位置。如果中间坯头部到达飞剪导板位置(或刚好穿过飞剪),导板和飞剪转鼓开口度完全可以保证中间坯通过(电气控制作适度调整);改造三工位热卷箱增加约1~2m长度;精轧机前除鳞箱不用变化;原切头飞剪位置(前侧导板和辊道约8m长,如果尺寸不够,热卷箱可以适当向前移动)布置移动焊机。
此布置方案特点是:中间坯切头/切尾在热卷箱前,在切头/切尾速度上与热卷箱穿带和收尾速度2~3.5 m/s匹配(见表1),比中间坯在热卷箱后再切头/切尾节省了宝贵时间,即减少了焊机移动距离;设备基础变化小。中间坯故障处理(一般调试时发生,正常生产时很少),一般采用人工切割方式。
4.2 热卷箱、飞剪总体向前移动位置方案(见图1c)
此改造方案是把热卷箱(改造为三工位)、飞剪(取消前后导板和辊道)总体向前平行移动约10m长度位置安装移动焊机。中间坯头部(在总粗轧道次n减最后2道次时)有可能到达热卷箱,此时可以将热卷箱前导板、弯曲辊部分控制于直通工作方式,粗轧最后2道次时热卷箱前导板、弯曲辊部分改变为卷取工作方式。
此布置方案特点是:热卷箱、飞剪工作前后位置基本不变,中间坯在焊机前切头/切尾,F1轧机入口速度低,占用时间多,即焊机移动距离比前方案大;设备基础变化大,飞剪位置对于中间坯故障处理方便。
5 结论
1)经过分析研究,我国热带钢半连轧机改造成半无头带钢生产线技术方案是完全可行的。
2)改造成半无头带钢轧机的主要设备:三工位热卷箱、移动焊机、压带风机、高速飞剪、穿带装置、高速卷取机等,配套的液压润滑系统、自动化控制系统,立足国内联合研究开发、自主设计制造、技术系统集成也是可行的。
3)改造成半无头带钢轧机时,为了减轻改造设备布置尺寸压力,并考虑更薄的中间坯温度降低因素,建议适当减轻单位卷重(kg/mm),即减少中间坯长度是一种合适选择,这对半无头带钢生产能力没有多大影响。
4)改造后既可以生产传统产品,又可以生产半无头带钢,扩大了企业适应市场能力和市场竞争力,比引进ESP无头热带钢生产线节约很多费用。半无头轧制对设备运行可靠性要求高,企业设备使用和维护管理能力要提高。
[1]张秀芳.热轧带钢轧机无头轧制技术简介.钢铁研究,1997(4).
[2]王定武.无头轧制技术的开发应用和发展.冶金管理,2005(3).
·书讯·
冶金设备杂志将于2015年10月出版“多辊轧机专集”。该专集收集了国内外有关多辊轧机文章三十余篇,主要介绍了多辊轧机的特点、用途和发展史、多辊轧机百年大事记、塔形辊系和复合式多辊轧机的各种型式;并系统介绍了Rohn型、Sendzimir型、Fröhling型多辊轧机、CR轧机、Demag双牌坊20辊轧机、三菱和日立双牌坊HZ20辊轧机、HDK十辊轧机、MKW轧机、Z-Hi18辊轧机、以及中国人自己设计研制的SR 12/20辊可换式多辊轧机和集成式多辊轧机、36辊轧机、30辊轧机、8辊轧机、14辊轧机的结构特点、性能参数和应用情况;也有文章介绍了多辊轧机的力能参数计算、辊系稳定性分析、控制系统组成和功能分析,可供大专院校师生、研究院所和工厂企业工程技术人员学习参考之用。如有需要请联系本刊(010-64458421,64458422,64458423)。
Analysis and Research of Main Equipment and Technology for Hot Strip Semi-Continuous Rolling Mill Transformed Into a Semi Endless Rolling Mill
Yang Guchuan
(China National Erzhong Group Co., Deyang 618000)
Analysis and research of the feasibility of the main equipment by our own technology integration and independent design and manufacture, and existed technical problems and scheme of equipment layout in the process if hot strip semi-continuous rolling mill transformed into a semi endless rolling mill. All those are provided reference to the technical transformation.
Hot strip Semi-continuous rolling mill Semi endless rolling mill Equipment
杨固川,男,1959年出生,毕业于北京科技大学机械设计专业,硕士,正高级工程师
TG333.71
A
10.3969/j.issn.1001-1269.2015.02.007
2015-01-28)
猜你喜欢
机电安全(2022年4期)2022-08-27
一重技术(2021年5期)2022-01-18
中国金属通报(2021年4期)2021-05-20
设备管理与维修(2021年23期)2021-02-10
中国金属通报(2020年10期)2021-01-06
焊管(2020年12期)2020-02-24
重型机械(2017年3期)2017-07-19
电子制作(2016年1期)2016-11-07
建筑工程技术与设计(2015年28期)2015-10-21
中国高新技术企业(2015年16期)2015-04-30