
基于FANUC 0i-TB系统的Pro/E后处理文件研究
2015-08-02 07:03陈周五
西安文理学院学报(自然科学版) 2015年1期
陈周五
(安徽工业经济职业技术学院机电工程系,合肥230051)
基于FANUC 0i-TB系统的Pro/E后处理文件研究
陈周五
(安徽工业经济职业技术学院机电工程系,合肥230051)
研究基于Pro/ENC模块的后处理文件创建过程,以适应FANUC 0i-TB系统的数控机床加工.通过Pro/E软件实现自动编程,提高加工效率,并为修改其它数控系统的后处理文件提供了思路.
ProE/NC;后处理文件;FANUC系统
Pro/Engineer软件是现今主流的CAD/CAM/CAE软件之一,其ProE/NC模块还提供了完善的数控编程功能,由于各种数控机床的程序指令格式不同,因而各种机床的后置处理程序也不同,要求有不同的后置处理器.所以Pro/E自带的NC Post模块允许用户自己制作或修改以适应不同的数控系统.
日本FANUC公司的数控系统具有高质量、高性能和全功能,适用于各种机床,在市场的占有率远远超过其它的数控系统.0i系列数控系统,是FANUC公司于2003年面向中国市场推出的中高档数控系统,是从16/18i等高档数控系统简化功能后的产品,具有高速、高精度加工,并具有网络功能.0i-TB用于车床,4轴2联动.Pro/E自带的后处理文件无法直接生成符合FANUC 0i-TB系统的G代码,为此必须创建新的后处理文件以适应此数控系统的要求.
1 配置后处理器文件
为了创建符合FANUC 0i-TB系统的后处理文件,我们需新建一个后处理文件,选择机床的类型为Lathe,如图1所示.然后按照提示依次设置后处理器的识别编号、建立选配文件的方式和后处理器名称(如FANUC 0i-TB)即可.
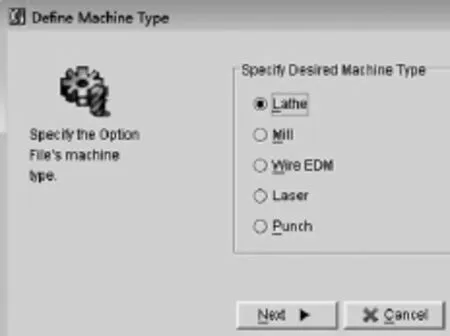
图1 机床类型选择
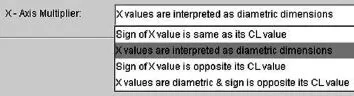
图2 X轴编程参数设置
1.1 机床类型选项设置(Machine Tool Type)
此选项主要设置机床的属性包括联动轴数、运动代码属性、各轴极限行程等机床关键参数.
数控车床在X轴方向上的有直径编程和半径编程两种.FANUC系统一般采用直径编程,所以在Specs选项下须将X-Axis Multiplier选为:X values are interpreted as diametric dimensions,如图2所示.
1.2 文件格式选项设置(File Formats) 1.2.1 加工文件格式选项(MCD File)
MCD加工文件格式选项主要是设置各功能指令代码、数值位数和输出格式.比如FANUC车床系统开机默认的进给功能指令为G99,如图3所示为修改进给功能F的相关参数和输出格式,以符合功能指令F的格式要求.
1.2.2 程序段顺序号选项(Sequence Numbers)
程序段顺序号用以识别程序段的编号.用地址码N和后面的若干位数字来表示.在Pro/E编程中,为了简化程序段,可以省略程序段顺序号,如图4所示.
1.3 定义机床加工程序的开始和结尾(Start/End of Program)
对于不同的数控操作系统,它的开始和结尾是不同的.例如,有的用“%”开头,有的用“O”开头,有的用“%”结尾,有的在开始建立坐标系等.FANUC系统有自己的格式要求,比如程序以“%”开头,程序名以字母O后跟四位数字的格式开始,程序段的末尾用符号“;”等.具体设置如图5~图8所示.

图3 指令参数设置

图4 程序段顺序号设置

图5 程序开始和结尾的总体编辑

图6 程序段结束符号设置

图7 加工中测量单位设置
1.4 编辑与机床运动有关的加工选项(Motion)
此部分是后置处理的关键部分,主要设置直线插补代码、快速运动参数、圆弧插补代码、固定循环等相关参数.此部分的默认设置基本上满足FANUC 0i-TB系统的格式要求,因此可以不用去修改.
1.5 编辑机床加工代码选项(Machine Codes)
此部分要根据FANUC 0i-TB数控系统代码指令的格式要求,将相应的选项设置与FANUC系统要求对应即可.
1.5.1 机床准备代码(Pre/G-Codes)
在G代码选项中,需要设置建立工件坐标系代码G50,设置FANUC系统的公制单位代码G21,如图9所示.
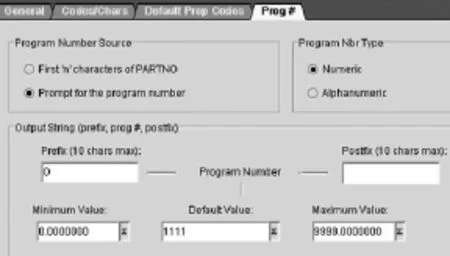
图8 程序名的定义
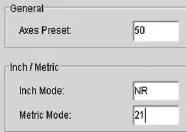
图9 G代码设置
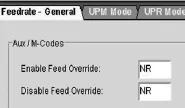
图10 进给速度代码设置
1.5.2 进给速度代码(Feedrates)
在此选项中,根据机床要求,关闭超程时允许和禁止进给速度的M代码,如图10所示.FANUC系统的进给功能有两种模式,分别为每转进给(mm/r)和每分钟进给(mm/min),开机默认的为每转进给(mm/r).具体的设置如图11和图12所示.
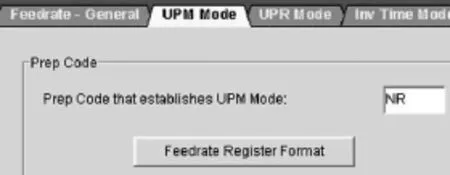
图11 UPM参数设置
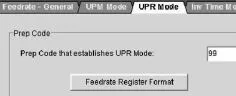
图12 UPR参数设置
1.5.3 螺纹加工格式(Thread Formats)
在FANUC系统中,切削加工圆柱螺纹、圆锥螺纹和平面螺纹,可采用的指令格式为:G32 X_Z_F_,其中,G32指令为单行程螺纹切削指令,F为螺纹的导程,为了符合FANUC系统的格式要求,在Pro/E后处理文件中进行如图13所示的设置.

图13 螺纹加工参数设置
1.5.4 刀塔索引设置(Turret Index)
数控车床的刀架是机床的重要组成部分.刀架用于夹持切削用的刀具.经济性数控车床方刀架是一种常见的自动换刀装置,它具有顺序换刀、换刀时间短、结构简单紧凑、容纳刀具较少等特点,得到广泛的应用.在自动换刀过程中,刀架的回转和刀位号的选择是由加工程序指令控制,因此,需关闭刀塔的转动指令,如图14所示.
1.6 高级设置(Advanced)
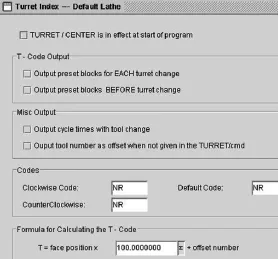
图14 刀塔参数设置
通过设置高级选项的有关参数,可以更加准确有效地创建选配文件,有利于提高加工效率.
刀具功能也称为T功能,在自动换刀的数控机床中,该指令用于选择所需的刀具,同时还用来指定刀具补偿值.在FANUC系统的数控车床中,T代码后面的数字既包含所选刀具号,也包含刀具补偿号,例如T0101表示1号刀,调用1号刀具补偿参数进行刀具长度和刀具半径补偿.在编程过程中,建议将刀位号和刀补号设置为相同的数值.
在FANUC系统中,一个数控加工程序的结束须以M30或M02表示.
为了完成上述要求,可以在FIL Editor编辑界面输入以下内容:
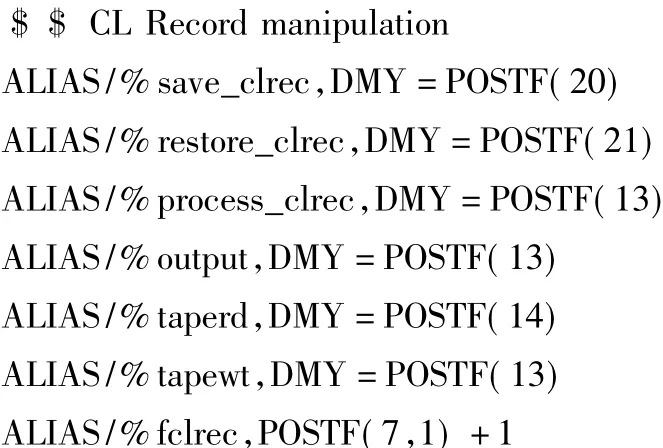
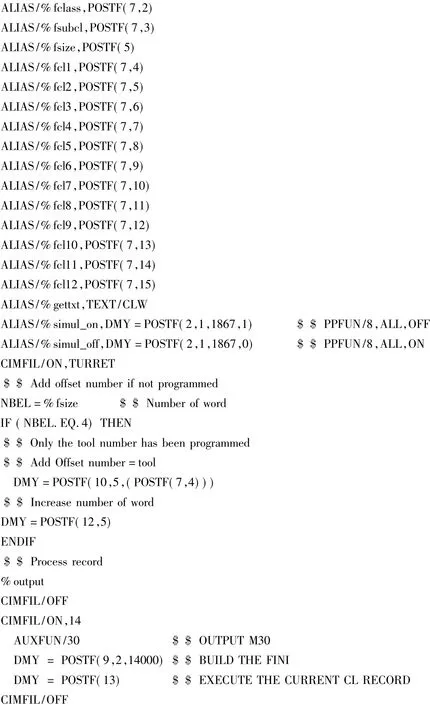
全部设置完成后保存,然后通过CL数据选择需要生成G代码的NC序列,用刚才设置的后置处理文件对加工轨迹数据进行编辑即可生成满足FANUC 0i-TB系统的G代码.
2 结语
以上研究了在Pro/E软件中如何正确配置后处理文件以适应FANUC 0i-TB系统的要求,以充分利用了Pro/E软件的CAM功能在数控车床上进行复杂零件的编程加工,同时也为在Pro/E软件中修改或设置其它数控系统的后处理文件提供一定的思路和方法.
[1] 潘祝新.基于Pro/e数控加工后处理技术研究[J].科技信息,2011(17):38-40.
[2] 戴永清.Pro/E3.0中文版数控加工实例教程[M].北京:清华大学出版社,2007.
[3] 赵华.数控加工工艺与编程[M].北京:高等教育出版社,2013.
[4] 詹友刚.Pro/E中文野火版5.0数控加工教程[M].北京:机械工业出版社,2011.
[责任编辑 王新奇]
A Study of Pro/E Post-Processing File Based on FANUC 0i-TB System
CHEN Zhou-wu
(Department of Mechanical and Electrical Engineering,Anhui Vocational Technical College of Industrial Economy,Hefei230051,China)
This paper is on the establishment of post-processing file bases on Pro/E NC which is targeted at adaptation tomachining of NCmachine on FANUC 0i-TB system.The Pro/E software is used to realize automatic programming and to improve the efficiency ofmachining.The approach provides a perspective formodifying the post-processing files of other NC system.
ProE/NC;post-processing file;FANUC system
1008-5564(2015)01-0089-04
TH164
A
2014-10-16
陈周五(1981—),男,安徽枞阳人,安徽工业经济职业技术学院机电工程系讲师,工学硕士,主要从事CAD/CAM/CAE研究.
猜你喜欢
电动工具(2022年2期)2022-05-18
今日农业(2020年20期)2020-12-15
组合机床与自动化加工技术(2019年11期)2019-11-27
能源(2018年10期)2018-12-08
组合机床与自动化加工技术(2018年9期)2018-10-09
中国设备工程(2018年2期)2018-03-02
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
